pa ведущих звездочек 5 с электроприводом
6,на другом - подвижно закреплена пара ведомых натяжных звездочек 7.
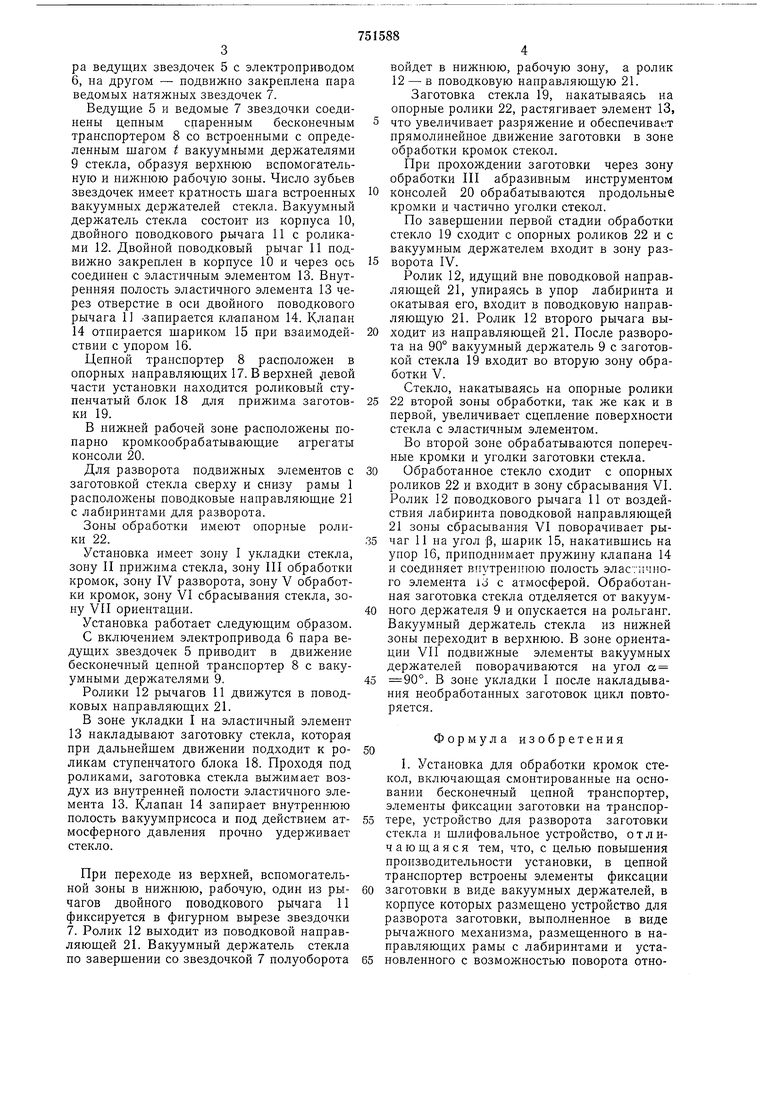
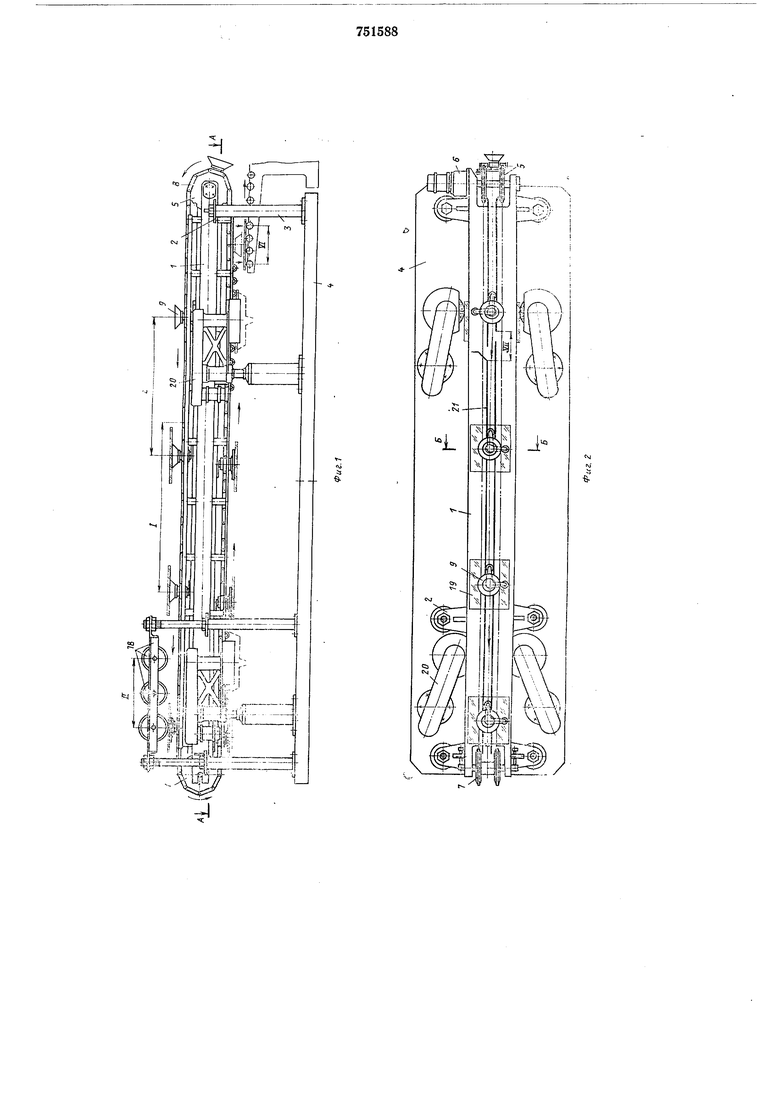
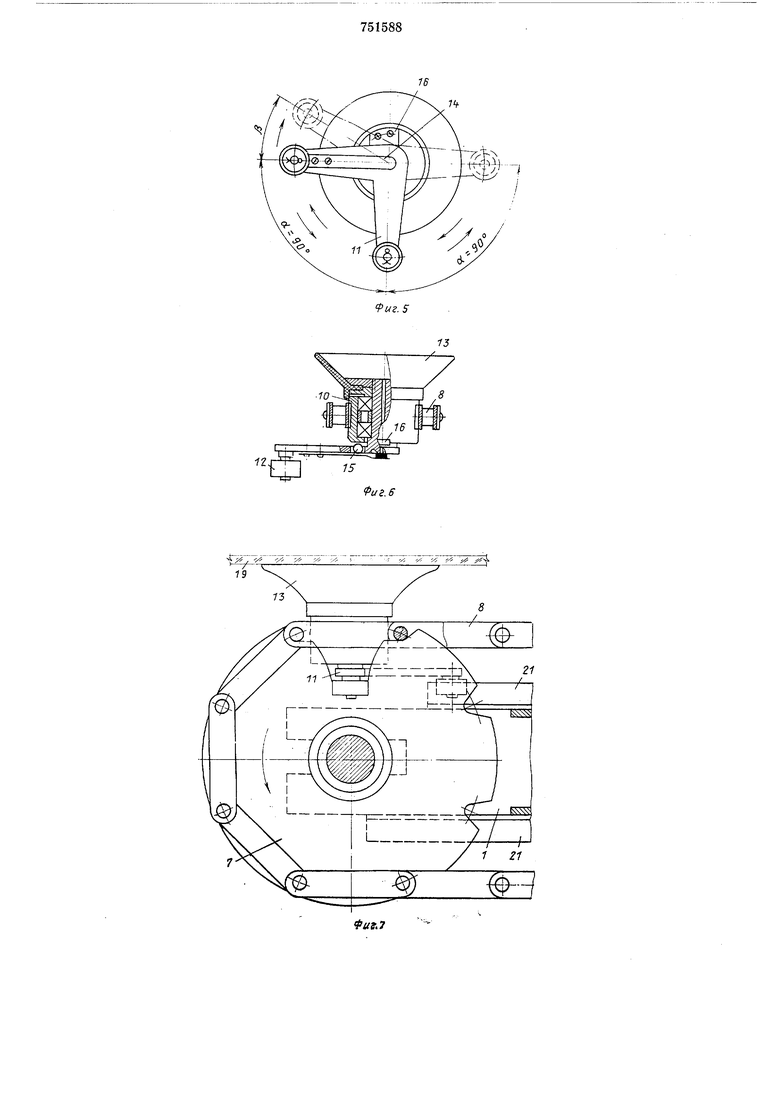
Ведущие 5 и ведомые 7 звездочки соединены цепным спаренным бесконечным трансиортером 8 со встроенными с определенным щагом t вакуумными держателями 9 стекла, образуя верхнюю вспомогательную и нижнюю рабочую зоны. Число зубьев звездочек имеет кратность шага встроенных вакуумных держателей стекла. Вакуумный держатель стекла состоит из корпуса 10, двойного поводкового рычага 11 с роликами 12. Двойной поводковый рычаг 11 подвижно закреплен в корпусе 10 и через ось соединен с эластичным элементом 13. Внутренняя полость эластичного элемента 13 через отверстие в оси двойного поводкового рычага 11 Запирается кл-апаном 14. Клапан 14 отпирается щариком 15 при взаимодействии с упором 16.
Цепной транспортер 8 расположен в опорных направляющих 17. В верхней евой части установки находится роликовый ступенчатый блок 18 для прижима заготовки 19.
В нижней рабочей зоне расположены попарно кромкообрабатывающие агрегаты консоли 20.
Для разворота подвижных элементов с заготовкой стекла сверху и снизу рамы 1 располол ены поводковые направляющие 21 с лабиринтами для разворота.
Зоны обработки имеют опорные ролики 22.
Установка имеет зону I укладки стекла, зону II прижима стекла, зону III обработки кромок, зону IV разворота, зону V обработки кромок, зону VI сбрасывания стекла, зону VII ориентации.
Установка работает следующим образом.
С включением электропривода 6 пара ведущих звездочек 5 приводит в движение бесконечный цепной транснортер 8 с вакуумными держателями 9.
Ролики 12 рычагов 11 движутся в поводковых направляющих 21.
В зоне укладки I на эластичный элемент 13 накладывают заготовку стекла, которая при дальнейщем движении подходит к роликам ступенчатого блока 18. Проходя под роликами, заготовка стекла выжимает воздух из внутренней полости эластичного элемента 13. Клапан 14 запирает внутреннюю полость вакуумприсоса и под действием атмосферного давления прочно удерживает стекло.
При переходе из верхней, вспомогательной зоны в нижнюю, рабочую, один из рычагов двойного поводкового рычага 11 фиксируется в фигурном вырезе звездочки
7.Ролик 12 выходит из поводковой направляющей 21. Вакуумный держатель стекла по завершении со звездочкой 7 полуоборота
войдет в нижнюю, рабочую зону, а ролик 12 - в поводковую направляющую 21.
Заготовка стекла 19, накатываясь на
опорные ролики 22, растягивает элемент 13,
что увеличивает разряжение и обеспечивает
прямолинейное движение заготовки в зоне
обработки кромок стекол.
При прохождении заготовки через зону обработки III абразивным инструментом консолей 20 обрабатываются продольные кромки и частично уголки стекол.
По заверщении первой стадии обработки стекло 19 сходит с опорных роликов 22 и с вакуумным держателем входит в зону разворота IV.
Ролик 12, идущий вне поводковой направляющей 21, упираясь в упор лабиринта и окатывая его, входит в поводковую направляющую 21. Ролик 12 второго рычага выходит из направляющей 21. После разворота на 90° вакуумный держатель 9 с заготовкой стекла 19 входит во вторую зону обработки V.
Стекло, накатываясь на опорные ролики 22 второй зоны обработки, так же как и в первой, увеличивает сцепление поверхности стекла с эластичным элементом.
Во второй зоне обрабатываются поперечные кромки и уголки заготовки стекла. Обработанное стекло сходит с опорных роликов 22 и входит в зону сбрасывания VI. Ролик 12 поводкового рычага И от воздействия лабиринта поводковой направляющей 21 зоны сбрасывания VI поворачивает рычаг 11 на угол р, щарик 15, накатившись на упор 16, приподнимает пружину клапана 14 и соединяет внутреннюю полость эластичного элемента 1о с атмосферой. Обработанная заготовка стекла отделяется от вакуумного держателя 9 и опускается на рольганг. Вакуумный держатель стекла из нижней зоны переходит в верхнюю. В зоне ориентации VII подвижные элементы вакуумных держателей поворачиваются на угол а 90°. В зоне укладки I после накладывания необработанных заготовок цикл повторяется.
Формула изобретения
1. Установка для обработки кромок стекол, включающая смонтированные на основании бесконечный цепной транспортер, элементы фиксации заготовки на транспортере, устройство для разворота заготовки стекла и шлифовальное устройство, отличающаяся тем, что, с целью повыщения производительности установки, в цепной транспортер встроены элементы фиксации
заготовки в виде вакуумных держателей, в корпусе которых размещено устройство для разворота заготовки, выполненное в виде рычажного механизма, размещенного в направляющих рамы с лабиринтами и установленного с возможностью поворота относительио оси транспортера, а па основании параллельно оси транспортера установлен роликовый ступенчатый блок, взаимодействующий с вакуумными держателями при прижиме заготовки.
2.Установка по п. 1, отличающаяся тем, что вакуумные держатели имеют клапанное устройство с шариковым механизмом отпирания, взаимодействующим с упором, установленным на корпусе держателя.
3.Установка по ни. 1 и 2, отличающаяся тем, что рычажный механизм вакуумного держателя выполнен в виде вертикальной оси, иа одном конце которой закреплен двойной поводковый рычаг с роликами для взаимодействия с поводковыми
направляющими, а эластичный элемент закреплен на другом конце осн, причем ось рычажного механизма щарнирно связана с корнусом держателя.
Источники информации,
иринятые во вниманне при экспертизе
I. Патент США 3800477, кл. 51-139, онубл. 1974 (прототип).
S
e.
i; 6

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для обработки кромок фигурных стекол | 1975 |
|
SU753608A1 |
| ЦЕПНОЙ ТРАНСПОРТЕР ДЛЯ ПЕРЕМЕЩЕНИЯ ЗАГОТОВОК ЧЕРЕЗ ЗОНУ ОБРАБОТКИ | 2023 |
|
RU2828693C1 |
| Линия для изготовления стекол "триплекс | 1979 |
|
SU975601A1 |
| Автоматическая линия для сборки конденсаторов цилиндрической формы с осевыми выводами и устройство для обертывания конденсаторов липкой лентой | 1989 |
|
SU1702443A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КРОМОК ПЛОСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2481185C2 |
| УСТРОЙСТВО ДЛЯ НАПРАВЛЕНИЯ ПРОДУКТОВ ПЕЧАТИ | 1997 |
|
RU2157785C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ЛЮМИНОФОРА НА КОЛБЫ ТРУБЧАТЫХ ЛЮМИНЕСЦЕНТНЫХ ЛАМП | 1973 |
|
SU375710A1 |
| Телескопический ленточный конвейер | 1976 |
|
SU745796A1 |
| Рубительная машина | 1984 |
|
SU1212794A1 |
| Устройство для перемещения полотнообразного материала | 1990 |
|
SU1754822A1 |

пл.
17
15
Ti
