Изобретение относится к вспомогательному оборудованию для металлообрабатывающих и иных станков, преимущественно с вертикальным перемещением рабочего инструмента, и может быть использовано при механизации и автоматизации производства.
Известен передаточный механизм в машине для нарезания резьбы, включающий две бесконечные цепи, совершающие синхронное перемещение, направляющие для цепей, цепные колеса (звездочки), валы звездочек (см. патент CN 202894522, опубл. 24.04.2013 г). На звеньях цепей с заданным шагом закреплены зажимы-носители для транспортируемых заготовок, подвергаемых механической обработке. Недостатком такой конструкции является отсутствие возможности регулирования взаимного положения цепей, что ограничивает его применение заготовками одного размера.
Известен цепной конвейер для поперечной подачи заготовок, (см. патент SU 867795, МПК: B65G 17/48, опубл. 30.09.1981 г), достоинством которого является возможность настройки на длину перемещаемых заготовок. Цепной конвейер содержит раму, бесконечно-замкнутые цепи с закрепленными на них толкателями заготовок и боковины, установленные снаружи вдоль цепей. Конструкция боковин такова, что они служат ограничителями для заготовок, исключая их поперечное смещение при транспортировке по конвейеру, и при этом поддерживают снизу концы заготовок, исключая провисание цепей. На боковинах закреплены цепные звездочки, приводная и натяжная, и скалки, посредством которых боковины установлены в направляющих втулках рамы с возможностью перемещения. Подвижность боковин позволяет перенастраивать цепной конвейер под заготовки различной длины. Для чего откручивают стопорные винты, фиксирующие скалки, и перемещают боковины по ширине конвейера, в соответствии с необходимой длиной заготовки, при этом боковины со звездочками свободно перемещаются на скалках по направляющим втулкам и шлицевым валам звездочек.
К недостаткам известного конвейера можно отнести отсутствие жесткой фиксации заготовки, которая в процессе транспортировки свободно двигается в промежутке между двумя соседними толкателями. В случае использования данного конвейера для перемещения заготовок через зону обработки, потребуется применение дополнительных механизмов, фиксирующих заготовку относительно рабочего инструмента в процессе обработки.
В качестве наиболее близкого аналога для заявляемого технического решения принята конструкция цепного транспортера, используемого в устройстве автоматической разгрузки по патенту CN 209288455, МПК: B23Q7/03, B23F23/00, опубл. 23.08.2019. Конструкция этого цепного транспортера включает раму, образованную продольными балками и связывающими их поперечными стержневыми элементами, две бесконечные вертикально замкнутые цепи с держателями заготовок, направляющие цепей, цепные звездочки и винтовой механизм регулирования расстояния между цепями, включающий ходовой винт, установленный в продольных элементах рамы посредством подшипниковых опор, и взаимодействующую с винтом гайку, жестко связанную с направляющей цепи.
Направляющие цепей служат для закрепления цепных звездочек и обеспечивают возможность скольжения верхней ветви цепи, что исключает ее провисание под действием нагрузки от транспортируемых заготовок. Направляющие цепей установлены на поперечных элементах рамы с возможностью смещения вдоль них при вращении ходового винта винтового механизма, наличие которого в конструкции обеспечивает возможность плавной и быстрой настройки транспортера на нужную длину заготовки.
Держатели заготовок расположены в каждой цепи симметрично держателям второй цепи, относительно продольной оси транспортера, при этом каждая пара противолежащих, расположенных друг напротив друга держателей образует посадочное место для одной заготовки, размещаемой с опорой на обе цепи. В известной конструкции держатели образованы V-образными звеньями цепей, а устройство предназначено для транспортировки валов и их частей между технологическими операциями.
Существенным недостатком ближайшего аналога является отсутствие стабильного фиксированного положения заготовки, которая свободно лежит на V-образных звеньях цепи и под действием вибрации может смещаться в поперечном относительно оси транспортера направлении. В результате невозможно обеспечить точность и стабильность положения заготовки относительно рабочего инструмента, через зону действия которого перемещается заготовка, что не позволит выполнить ее обработку.
Предлагаемое изобретение направлено на решение этой проблемы и создание надежного устройства транспортировки, обеспечивающего возможность подачи заготовок в зону обработки в заданном фиксированном положении, их надежное удержание в процессе воздействия рабочего инструмента, последующий вывод из зоны обработки и удаление с конвейера, и при этом имеющего возможность быстрой переналадки на заданный размер заготовки.
Технический результат, достигаемый при использовании изобретения, заключается в обеспечении стабильного фиксированного положения заготовок в процессе транспортировки и под воздействием рабочего инструмента в зоне обработки, при возможности последующего автоматического удаления с транспортера.
Указанный технический результат достигается в цепном транспортере для перемещения заготовок через зону обработки, содержащем раму из продольных и поперечных элементов, две бесконечные вертикально замкнутые цепи с держателями заготовок, расположенными в каждой цепи симметрично держателям второй цепи для образования посадочных мест для заготовок, направляющие цепей с закрепленными на них цепными звездочками, установленные на поперечных элементах рамы с возможностью смещения вдоль них, и винтовой механизм регулирования расстояния между цепями, ходовой винт которого установлен в продольных элементах рамы посредством подшипниковых опор, а взаимодействующая с этим винтом гайка жестко связана с направляющей цепи. Согласно заявляемому изобретению, держатели заготовок выполнены в виде закрепленных на звеньях цепей поперечных пластин, на обращенном в межцепное пространство конце которых сформирован ложемент в виде повторяющего форму концевой части заготовки углубления с установленным в нем магнитом, при этом на выходе транспортера размещены съемники заготовок, приподнимающие их с ложементов на участке перехода цепей с верхней ветви на нижнюю.
В предпочтительных примерах осуществления цепной транспортер характеризуется следующими признаками:
- съемники заготовок выполнены в виде пары пластин, вертикально установленных в межцепном пространстве, вдоль цепей, с выходом верхнего края каждой пластины за уровень держателей заготовок на участке перехода цепей с верхней ветви на нижнюю;
- ходовой винт винтового механизма регулирования расстояния между цепями выполнен с двунаправленной резьбой, при этом на нем установлена вторая гайка, жестко связанная со второй направляющей;
- винтовой механизм содержит два ходовых винта, разнесенных между собой по длине транспортера;
- направляющие цепей установлены посредством кареток, взаимодействующих с соответствующими направляющими профилями, закрепленными на поперечных элементах рамы;
- транспортер снабжен опорными пластинами, закрепленными на направляющих цепей со стороны межцепного пространства и образующими поверхность скольжения для консольных участков держателей, что позволяет исключить изгибание последних под весом заготовок.
Суть настоящего изобретения и достигаемые технические результаты поясняются приведенными ниже примерами конкретного осуществления и графическими материалами, на которых изображены в аксонометрической проекции:
на фиг. 1 - общий вид цепного транспортера;
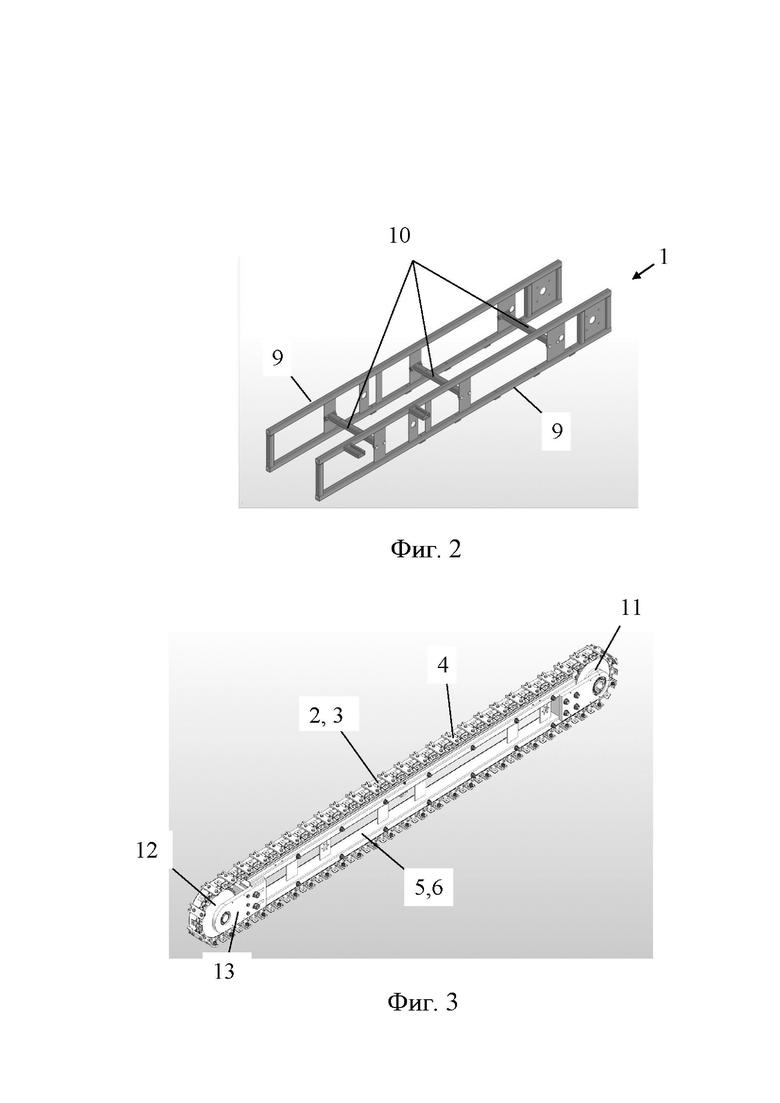
на фиг. 2 рама;
на фиг. 3 - направляющая с установленной на ней цепью;
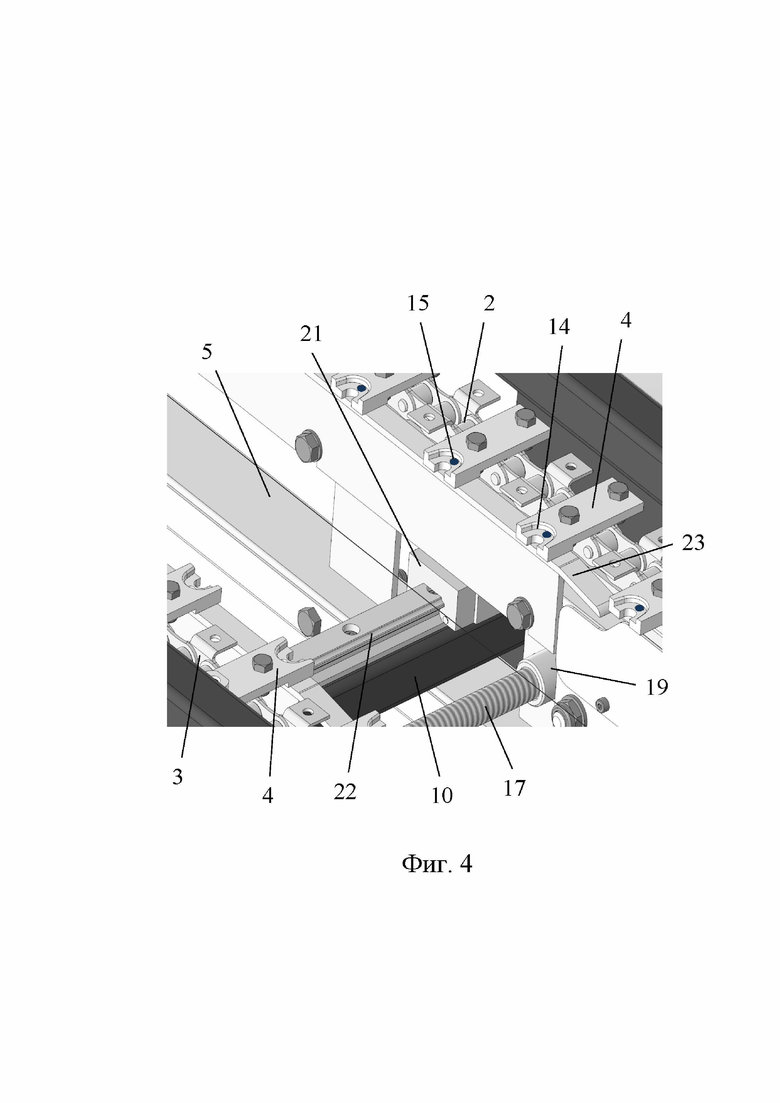
на фиг. 4 - фрагмент I с фиг. 1, увеличено, повернуто;
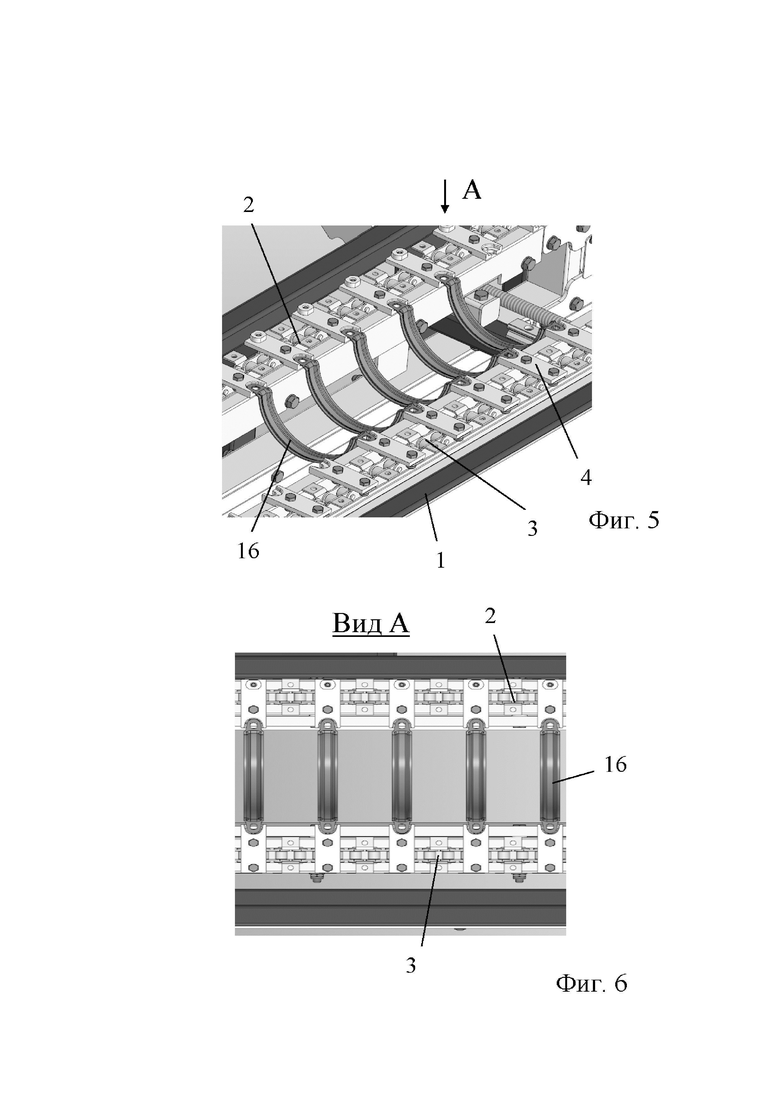
на фиг. 5 пример использования транспортера для перемещения заготовок для хомутов;
на фиг. 6 вид А с фиг. 5;
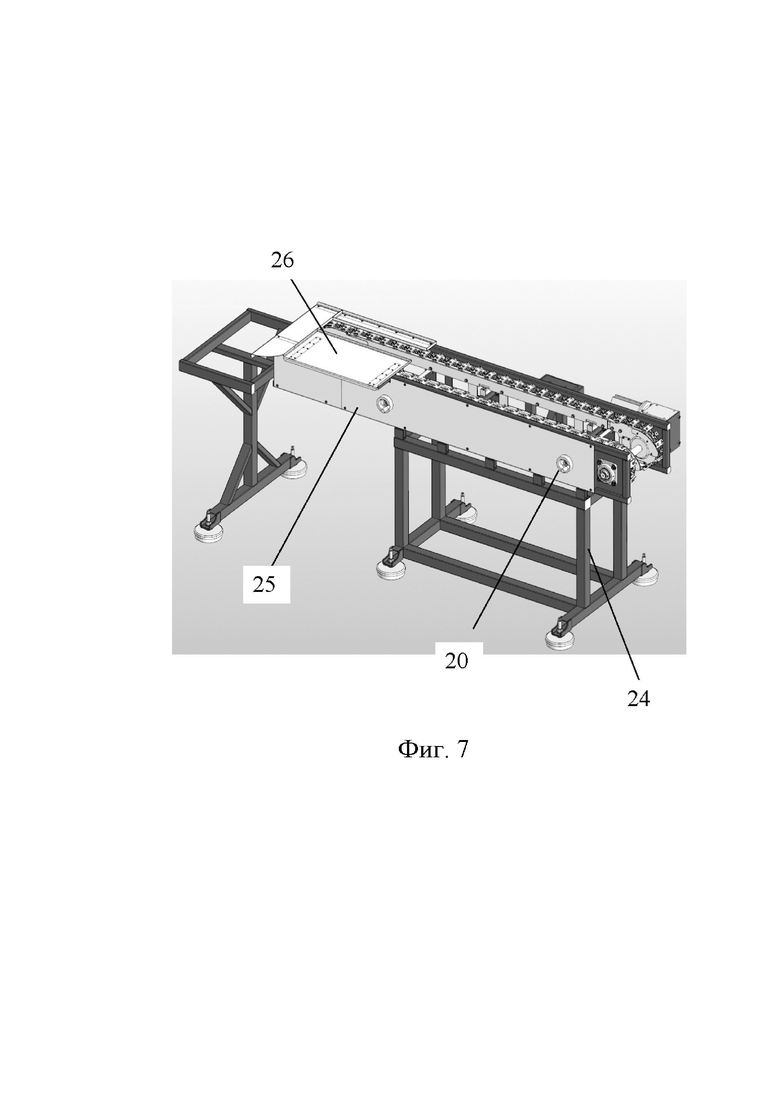
на фиг. 7 - пример установки цепного транспортера на опорах.
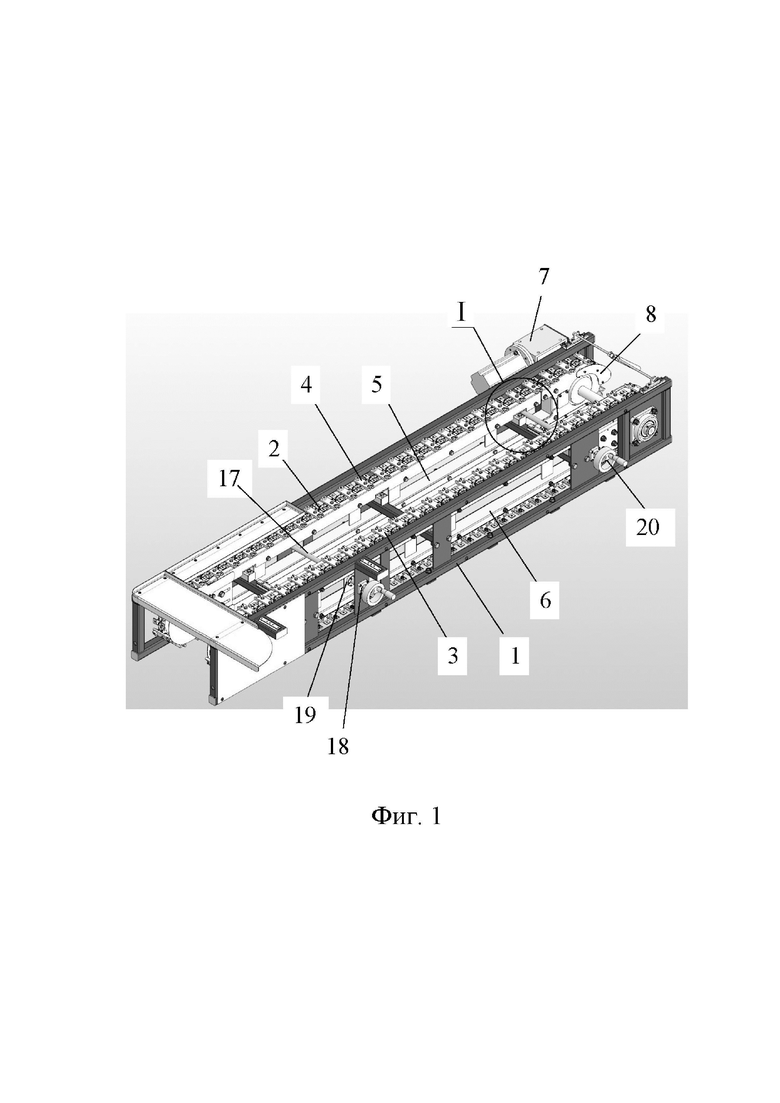
На фигуре 1 приведен общий вид цепного транспортера для перемещения заготовок через зону обработки, согласно предлагаемого изобретения. Цепной транспортер включает раму 1, размещенные в ней параллельно друг другу две бесконечные вертикально замкнутые цепи 2 и 3, на звеньях которых закреплены держатели заготовок 4, направляющие 5 и 6 цепей, привод 7 синхронного перемещения цепей, съемники 8 заготовок и винтовой механизм регулирования расстояния между цепями.
Рама 1 представляет собой жесткую несущую конструкцию, образованную продольными элементами 9 и поперечными элементами 10 (см. фиг. 2). Продольные элементы 9 могут быть выполнены в виде облегченных балок или сварных рам, приспособленных для установки приводного вала и ходовых винтов винтового механизма. Поперечные элементы 10 могут быть выполнены в виде балок (стержней) прямоугольного сечения, с опорой на которые устанавливаются направляющие 5 и 6 с цепями.
Направляющие (5, 6) цепей (2, 3), соответственно, служат для закрепления цепных звездочек: приводной 11 и натяжной 12, и механизма натяжения 13 (см. фиг. 3), а также образуют поверхность скольжения для верхней рабочей ветви цепи, что исключает провисание последней под нагрузкой от веса транспортируемых заготовок.
Держатели 4 заготовок расположены на цепях симметрично относительно продольной оси транспортера, то есть в каждой цепи - напротив держателей второй цепи, друг напротив друга, с образованием между парой противолежащих держателей посадочного места для одной заготовки (см. фиг. 1 и 4).
Держатели 4 выполнены в виде поперечных к направлению движения цепей пластин, на обращенном в межцепное пространство конце которых сформирован ложемент 14 в виде углубления, повторяющего форму соответствующей концевой части заготовки, при этом в ложемент вмонтирован постоянный магнит 15, например, неодимовый.
Заготовка 16 устанавливается на транспортер с опорой сразу на обе цепи 2 и 3 так, что ее концевые (периферийные) участки размещаются в ложементах 14 (см. фиг. 5 и 6).
При этом края углублений исключают поперечное и продольное смещение заготовки в процессе транспортировки и при обработке. От вертикального смещения металлическая заготовка 16 надежно удерживается за счет сил магнитного притяжения, создаваемых магнитами 15, вмонтированными в ложементы 14.
Таким образом, конструктивное исполнение держателей заготовок с ложементами, повторяющими форму соответствующей концевой (периферийной) части заготовки, и наличие в них постоянных магнитов обеспечивает высокую надежность фиксации заготовки относительно цепей, что гарантирует точность ее подачи к рабочему инструменту в заданном положении для возможности последующей обработки, и исключает смещение заготовки в процессе воздействия на нее рабочего инструмента.
Концевые (периферийные) части заготовки могут иметь одинаковую форму, например, как в приведенном примере, а могут различаться; могут быть расположены на одном или разных уровнях, что например, может быть отрегулировано диаметром звездочек.
Таким образом, предлагаемая конструкция транспортера может быть использована для широкого спектра заготовок различной формы: удлиненной, цилиндрической, плоской, пространственной и другой, в том числе сложной конфигурации.
Размещенные на выходе транспортера съемники 8 служат для удаления заготовок, выведенных из зоны обработки. Конструкция съемников 8 такова, что обеспечивает приподнимание заготовок 16 с ложементов 14 на участке перехода цепей 2 и 3 с верхней ветви - на нижнюю. Приподнятая над ложементом заготовка 16, лишенная опоры и выведенная из поля действия магнита на переходном вертикальном участке цепей, свободно падает вниз, в приемный бункер, размещенный под выходным участком транспортера (на чертежах не показан). Таким образом, обеспечивается автоматическое удаление заготовки с транспортера.
Съемники 8 могут быть выполнены, например, в виде каких-либо подвижных зацепов, движение которых синхронизировано с движением цепей.
Однако наиболее предпочтительным является выполнение съемников 8 в виде пары пластин, вертикально установленных в межцепном пространстве вдоль цепей так, что их верхний край постепенно поднимается до уровня поперечных пластин-держателей 4 и выступает над ними на участке перехода цепей с верхней ветви на нижнюю. Такое исполнение съемников 8 является наиболее простым, надежным и гарантирует и направленный (точный) сброс заготовок в приемный бункер.
Винтовой механизм регулирования расстояния между цепями включает, как минимум один, ходовой винт 17, установленный в продольных элементах 9 рамы 1 посредством подшипниковых опор 18, и, как минимум одну, взаимодействующую с винтом гайку 19, закрепленную на направляющей цепи (см. фиг. 1, 4). Для удобства управления винтом 17 служит маховик 20.
Если винтовой механизм содержит один ходовой винт 17, то его размещают ближе к приводной части транспортера. Но более предпочтительным является вариант реализации механизма регулирования с двумя ходовыми винтами 17, которые в этом случае разнесены между собой по длине транспортера.
Регулирование расстояния между цепями может осуществляться путем перемещения одной направляющей (5 или 6), при неподвижной другой. В этом случае на ходовых винтах 17 размещается по одной гайке 19, соединяемой с подвижной направляющей.
В предпочтительном примере реализации устройства, ходовой винт 17 выполнен с двунаправленной резьбой, то есть с левой и правой резьбой на противоположных концах, на каждом из которых устанавливается своя гайка 19, которая соединяется с соответствующей направляющей.
В этом случае регулирование расстояния между цепями осуществляется путем одновременного перемещения сразу двух направляющих (5 и 6), что более предпочтительно, так как в два раза сокращается время настройки транспортера и обеспечивается равномерность сближения (и удаления) направляющих.
Направляющие (5 и 6), предпочтительно, установлены на поперечных элементах 10 рамы 1 посредством кареток 21, каждая из которых выполнена с возможностью линейного перемещения вдоль направляющего профиля 22, закрепленного на поперечном элементе 10 рамы 1. Такое решение позволяет максимально снять нагрузку с ходовых винтов 17, за счет чего облегчается процесс регулирования и повышается надежность и долговечность работы регулирующего механизма.
На направляющих 5 и 6 цепей со стороны межцепного пространства закрепляются опорные пластины 23, образующие поверхность скольжения для консольных участков держателей 4, что исключает изгибание последних под весом заготовок. Рама 1 может быть дополнительно снабжена опорой или опорами 24, обеспечивающими приподнятое на заданный уровень устойчивое положение транспортера и возможность его сопряжения со станком, к которому выполняется подача заготовок, например, см. фиг. 7.
Конструкция опор 24 может быть приспособлена для установки непосредственно на станину станка (на чертежах не показано). Механизмы цепей 2 и 3, предпочтительно, защищены с боков кожухами 25.
Предлагаемый цепной транспортер может быть использован, например, для транспортировки заготовок хомутов к резьбонарезному автоматическому станку с вертикальным перемещением шпиндельной головки с установленными в ней метчиками. В этом случае транспортер устанавливается непосредственно на станину резьбонарезного станка (на чертежах не показано). Привод 7 синхронного перемещения цепей подключается к электрической схеме станка, система управления задает шаг перемещения транспортера, соответствующий расстоянию между соседними держателями 4 цепи.
Перед началом работ производят настройку транспортера на соответствующий размер заготовки. Настройку осуществляют путем одновременного вращения маховиков 20 ходовых винтов 17, при этом направляющие 5 и 6 сдвигаются перпендикулярно направлению движения цепей, сближаются или удаляются, в соответствии с размером заготовки, подлежащей транспортировке и обработке.
Загрузку заготовок на посадочные места выполняют вручную или роботом. Для повышения удобства работы оператора транспортер может быть снабжен вспомогательной поверхностью (столешницей) 26.
Заготовка 16 из зоны загрузки пошагово перемещается в строго ориентированном фиксированном положении в зону обработки, где выполняется технологическая операция, например, нарезание резьбы во фланцах хомутов. В процессе обработки заготовка 16 надежно удерживается в ложементах 14, наличие магнитов 15 позволяет исключить выскакивание заготовки из ложементов при обратном ходе резьбонарезного инструмента.
При дальнейшем пошаговом перемещении цепей 2 и 3 заготовка 16 выводится из зоны обработки и попадает в зону действия пластин - съемников 8, которые, своим верхним краем воздействуют на заготовку, постепенно приподнимая ее с ложементов 14. Лишившаяся опоры на вертикальном участке перехода цепей с верхней ветви на нижнюю, заготовка 16 падает вниз в бункер для сбора заготовок.
Операции загрузки, обработки и удаления заготовок выполняются параллельно, при пошаговом перемещении заготовок между операциями.
Цепной транспортер предлагаемой конструкции прошел испытания в промышленных условиях, где подтвердились его надежность и эффективность.
Все приведенные примеры следует рассматривать как иллюстративные, а не ограничительные.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ФОРМЫ СТАКАН | 2015 |
|
RU2595182C1 |
| Устройство для поперечной подачиСТЕРжНЕОбРАзНыХ зАгОТОВОК | 1979 |
|
SU846446A1 |
| Установка для сушки и прокалки покрытий сварочных электродов | 1976 |
|
SU1058857A1 |
| Устройство для нанесения покрытий на заготовки конденсаторов | 1985 |
|
SU1247958A1 |
| Устройство для транспортировки материала в виде кирпича для огнеупорной облицовки резервуара с отверстием и выступом | 1978 |
|
SU1176824A3 |
| УСТРОЙСТВО ДЛЯ БЕЗОСТАНОВОЧНОЙ ПОПЕРЕЧНОЙ РЕЗКИ ГОФРОКАРТОНА | 2004 |
|
RU2257282C1 |
| СТАН ДЛЯ ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ | 1996 |
|
RU2124958C1 |
| Устройство для вырезки ленты переменной ширины | 1977 |
|
SU686894A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК В ФОРМЕ СТАКАНА ИЗ ПРУТКА | 2015 |
|
RU2600594C2 |
| Установка для склеивания деталей в процессе их транспортирования | 1976 |
|
SU650825A1 |
Изобретение относится к области металлообработки и может быть использовано в конструкциях цепных транспортеров для перемещения заготовок через зону обработки. Транспортер содержит раму из продольных и поперечных элементов, две бесконечные вертикально замкнутые цепи с держателями заготовок, расположенными в каждой цепи с образованием посадочных мест для заготовок, направляющие цепей с закрепленными на них цепными звездочками, установленные на поперечных элементах рамы с возможностью смещения вдоль них, и винтовой механизм регулирования расстояния между цепями. При этом держатели выполнены в виде закрепленных на звеньях цепей поперечных пластин, на обращенном в межцепное пространство конце которых сформирован ложемент в виде повторяющего форму концевой части заготовки углубления с постоянным магнитом. На выходе транспортера размещены съемники заготовок, приподнимающие их с ложементов на участке перехода цепей с верхней ветви на нижнюю. Использование изобретения позволяет повысить надежность подачи заготовок и расширить технологические возможности транспортера. 5 з.п. ф-лы, 7 ил.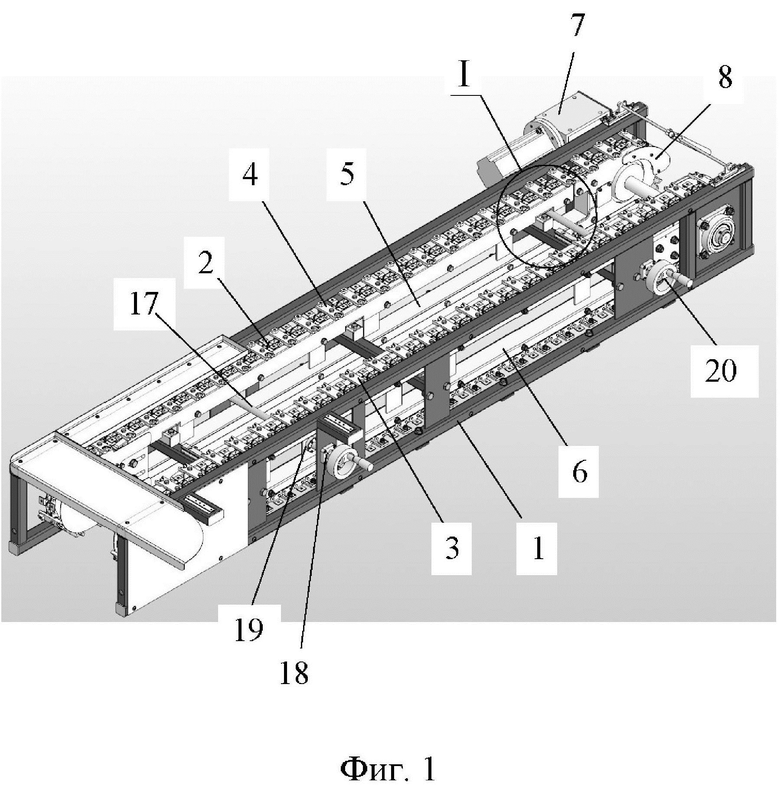
1. Цепной транспортер для перемещения заготовок через зону обработки, содержащий раму, состоящую из продольных и поперечных элементов, размещенные в раме параллельно друг другу две бесконечные вертикально замкнутые цепи с держателями заготовок, причем в каждой цепи держатели расположены симметрично относительно продольной оси транспортера держателям другой цепи с образованием между парой противолежащих держателей посадочного места для заготовки, направляющие цепей с закрепленными на них цепными звездочками, установленные на поперечных элементах рамы с возможностью смещения вдоль них, и винтовой механизм регулирования расстояния между цепями, по меньшей мере один ходовой винт которого установлен в продольных элементах рамы посредством подшипниковых опор, а взаимодействующая с этим винтом гайка жестко связана с направляющей цепи, отличающийся тем, что держатели заготовок выполнены в виде закрепленных на звеньях цепей поперечных пластин, на обращенном в межцепное пространство конце которых сформирован ложемент в виде повторяющего форму концевой части заготовки углубления с установленным в нем магнитом, при этом на выходе транспортера размещены съемники заготовок с возможностью приподнимания их с ложементов на участке перехода цепей с верхней ветви на нижнюю.
2. Цепной транспортер по п. 1, отличающийся тем, что съемники заготовок выполнены в виде пары пластин, вертикально установленных в межцепном пространстве вдоль цепей с выходом верхнего края каждой пластины за уровень держателей заготовок на участке перехода цепей с верхней ветви на нижнюю.
3. Цепной транспортер по п. 1, отличающийся тем, что по меньшей мере один ходовой винт винтового механизма выполнен с двунаправленной резьбой, при этом на нем установлена вторая гайка, жестко связанная со второй направляющей.
4. Цепной транспортер по любому из пп. 1-3, отличающийся тем, что винтовой механизм содержит два ходовых винта, разнесенных между собой по длине транспортера.
5. Цепной транспортер по п. 1, отличающийся тем, что направляющие цепей установлены на каретках, расположенных с возможностью линейного перемещения на соответствующих направляющих профилях, закрепленных на поперечных элементах рамы.
6. Цепной транспортер по п. 1, отличающийся тем, что он снабжен закрепленными на направляющих цепей со стороны межцепного пространства опорными пластинами, образующими поверхность скольжения для консольных участков держателей.
| CN 209288455 U, 23.08.2019 | |||
| Вертикально-замкнутый конвейер | 1985 |
|
SU1298139A1 |
| Передвижной конвейер | 1960 |
|
SU149054A1 |
| Привод подачи металлорежущего станка | 1983 |
|
SU1166958A1 |
| CN 106081488 A, 09.11.2016 | |||
| Трехполосная фазовая система связи | 1975 |
|
SU574857A1 |

