1
Изобретение относится к области технических средств управления перемещением объектов и может быть использовано для автоматизации управления транспортированием заготовок по секционированному рольгангу с накоплением их на секциях.
Известны устройство для управления перемещением заготовок по секционированному рольгангу с накоплением их на секциях и способ для его реализации 1.
Известен также способ перемещения и накопления слябов на секционированном рольганге, например, перед нагревательными печами, заключающирЧся в том, что включают привод незанятой секции и выключают привод занятой при пересечении осью симметрии объекта соответственно осей симметрии предыдущей незанятой и последущей занятой секции. После того как посредством механизмов загрузки рольганга слябы поданы на приемные секции рольганга, их транспортируют к нагревательным печам. Привод незанятой секции рольганга включают в момент пересечения осью симметрии сляба оси симметрии предыдущей секции. Привод секции, занятой слябом, ири занятости последующей секции выключают в момент пересечения ее осп симметрии осью симметрии сляба с учетом его тормозного пути. Так осуществляется иощтучное
2
паконленне слябов на секциях. Привод занятой секции включают в момент освобождеиия иоследующей секции и потому транспортироваиие слябов по секциям рольганга осуществляют с разрывом, равным длине секции. Привод секции, ие занятой слябом, прп незанятости предыдущей секции выключают в момент пересечения задним торцом сляба, покидающего секцию, границы раздела данной и последующей секции. Признаком занятости секции является положеиие объекта в ее пределах и пересечение объектом осн снмметрии секции 2.
По такому способу можно сделать приблнженную оценку ритма подачи заготовок к печам на основании следующих расчетных формул:
1
2(2п-1) -1
(1)
2/2
/
f - -
(2) /
где п - число секций рольгаига;
т - число секций, занятых объектами;
/ - максимально допустимое число
включений прпвода секцпи в едииицу времеии (частота включе30НИИ);
3
/п - длительность цикла подачи заготовок к печам по прототипу; длительность сдвига заготовок иа
одиу секпию.
Однако пеобходимым условпем обссиеченпя заданной длительности /т цикла заготовок к нечам является выполиеги-ie неравенства
п(;,),(3)
где /пр - длительность цикла ирокатки станом.
Недостатком известных способов является траиспортирование объектов по секциям с разрывом между пими, равным длине секции. Наличие такого значительного разрыва в ряде случаев либо не обеспечивает необходимого темпа подачн объектов к нагревательным нечам, либо приводит к нарушению режима работы ириводов секций рольганга из-за вынуждеииого прсвышепия максимально-допустимого числа включений привода в единицу времени.
Целью изобретения является повышение темиа трапенортировання объектов по секционированному рольгангу.
Указанная цель достигается тем, что задают промежуткн времени, определяемые допустимым числом включеппй привода в единицу времени п через заданные промежутки времени одновременно включают привода данной занятой секции, предыдущих занятых секций и последующей незанятой секции, причем приводы приемной и последующей занятой секции выключают одновременно в момент пересечеиия задним торцом объекта границы раздела ириемной и иредыдунгей секций.
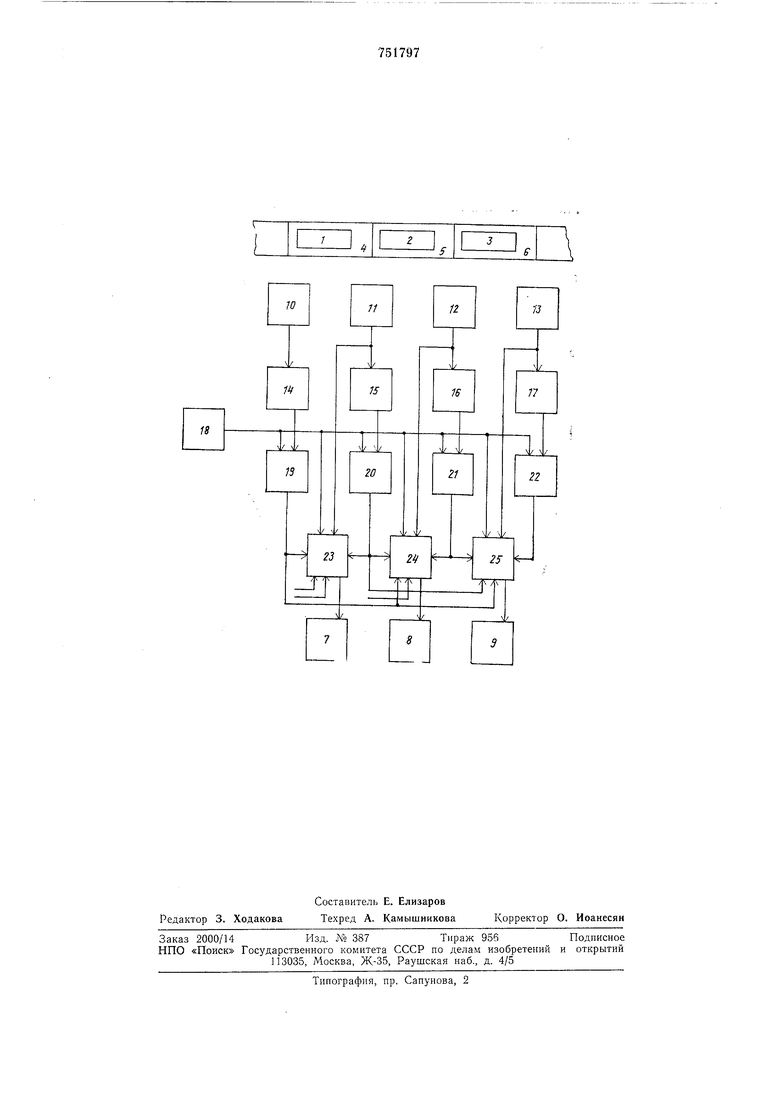
На чертеже приведена блок-схема, иллюстрирующая предлагаемый способ.
Она включает объект управления, которым являются заготовки 1, 2, 3, секции 4, 5, 6, станции 7, 8, 9 приводов секций соответственно 4, 5, 6 и устройство, которое содержит датчики 10-13 наличия заготовок на секциях, блоки 14-17 записи, входы которых соединены соответственно с датчиками 10-13, задатчик 18 темпа подачи заготовок к печам, регистры 19-22, первые входы которых соедииены с задатчиком 18, а вторые входы - с выходами соответственно блоков 14-17, и блоки 23-25 формирования сигналов пуска, первые входы которых соединены соответственно с выходамн регистров 19- 21, вторые входы - с задатчиком 18, третьи входы - соответственно с датчиками 11 -13, четвертые входы - с выходами соответственно регистров 20-22, пятый вход блока 25 соединен с выходом регистра 19, а щестой вход - с выходом регистра 20, выходы блоков 23-25 соедииеиы соответственно со станциями 7, 8, 9.
По предлагаемому способу задача перемещения и накопления объектов на секционп4рованно.м рольганге, например, перед печами решается следующим образом.
После того как посредством механизмов загрузки рольганга объекты поданы на
нриемиые секции рольганга их траиепортпруют к пагревательным нечам. Прпвод первой прнемпой еекцпн 4, занятой объектом 1, и привод иоследующей незанятой секции 5 включают одновременно в некоторый момент BpeMetiH 4, а в момент нересечеиия задиим торцом объекта 1 граиицы раздела этих секций одновременно вык.лючают приводы оевободивше1 1ся от объекта 1 приемной секции 4 и секции 5, с находящимся
на ней объектом 1. ES пределах промежутка времени, равного задаииой дл1Г1х :1ьности (/г), цикла подачи объектов к печам, подают очередпой объект 2 на секцию 4. В момент времени + г, включают прпводы
еекций 4, 5 и 6. Приводы освободивп ейся от объекта 2 нриемиой секинп 4 и секции 5 с находящимся на ней обл ектом 2 выключают в момент нерееечення задним торцом объекта 2 гращщы раздела еекцнй 4 н 5.
Привод секции 6 выключают в момент пересечения задним торцом объекта 1 граиицы раздела секций 5 н б. Лпалогичиым образом в момент времени (rf (г - )// где г - порядковый номер объекта, поступившего на прнемпую еекипк), включают приводы запятых секций 4 .... / и не занятой секцнп (/4-1), а в моменты пересечения задними торцамн объектов I .... / границ раздела секций выключают пр1нюды
соответствующих секций 4 .... /; /-f 1. При перемещении смежных заготовок с номерами /-I-1 п i по секциям /- 1; /: /-1-1 может возникнуть ситуация, при которой задЕн-ш торец заготовки г+1, иеремеии11опим :,я но
секцпям / и /+1, перееекает грапицу раздела этих еекций рапьще, чем задний торец заготовки (, перемещающейся по секциям / и /-М, нересекает границу раздела еекцнй / и /+1. В этом случае привод секции / выключают в момеит пересечения границы раздела секций / п /-f 1 задпим торцом заготовкп i.
Так в каждом цикле работы приводов за время t осуществляетея переменимте каждого объекта с одно) секцнн па другую с остаповом на последней, что обеспечивает предел1 пый темп полачи об1з(;ктов к печам,
. 1 равный частоте / : - -включении нривоt;
т
Дов.
Пусть и а нриемную секцию 4 подана заготовка 1, а иа секциях 5 н 6 заготовок пет. По сигиалу задатчнка 18 в начальный момент времени блоки 23 и 24 формируют сигналы нуска приводов 7 п 8, в результате чего заготовка 1 перемещается на секцию 5. В момент пересечепия задним торцом заготовки 1 линии датчика 11 через блок 15 в регистр 20 записывается код, соответствующий занятости секции 5 заготовкой 1. Сигнал занятости из регистра 20 постунаст в блокн 23 и 24, которые, запрещая подачу сигнала нуска, тем самым выключают ириводы 7 и 8. В иределах промежутка времени (tr), заданного задатчиком 18, на приемную секцию подается очередная заготовка 2. По сигналу задатчика 18 в момент времени / /о + /т блоки 23, 24 и 25 формируют сигналы иуска приводов 7, 8 и 9, в результате чего заготовки 1 и 2 перемещаются соответствеиио иа секиии 6 и 5. В момент пересечения задним торцом заготовки 2 липии датчика 11 аиалогичио предыдущему через блок 15 в регистр 20 заиисывается код, соответствующий занятости секции 5 заготовкой 2, а в момент пересечения задиим торцом заготовки 1 линии датчика 12 через блок 16 в регистр 21 заиисывается код занятости секции 6 заготовкой 1. Код занятости регистров 20 и 21 предварительно сиимается сигиалом задатчика 18 в момент времеии t to + tT+At, где А/ - время задержки сигнала задатчика 18, необходимое для заниси кода региетров в блоки формирования сигналов. При перемещении заготовок 1 и 2 по секциям 5 и 6 может возникиуть ситуация, при которой задиий торец заготовки 2 пересекает лииию датчика И раньще, чем линию датчика 12 пересекает задний торец заготовки 1. В этом случае сигиал датчика 12 через блок 24 заирещает выключеиие секции 5 до момента пересечения задним торцом заготовки 1 линии датчика 12.
Так с иомощью устройства, реализующего иредлагаемый сиособ в течение иитервала времени tr оеущеетвляется переход каждого объекта с соответствующей секции иа последующую п остаиов его иа последний момеит появлення следующего еигиала задатчика. При этом длительность включения привода не должна иревыщать величины, равной , где коэффициент ПВ 0,2- 0,5 характеризует доиустимую техиическими характеристиками продолжительиость включения электропривода.
Таким образом, по предлагаемому способу иризиаком заиятости секции является иоложение заднего торца объекта в пределах еекции.
Благодаря тому, что в предлагаемом способе приводы группы секций, каждая из которых заията одним объектом, включают через оиределеиные иромежутки времеии, появляется возможность одновременного перемещения непрерывного ряда объектов и достижения иредельиого темпа транспортироваиия объектов по секционироваииому рольгангу, чиеленно равного максимально
доиустимой частоте включений приводов, ибо длительность подачи объектов к печам по предлагаемому способу находится из формулы
(4)
и в этом случае неравенство (3) выполняется для случая транспортирования объектов
ио секциям рольганга высокопроизводительиых прокатных станов.
Основным технико-экоиомическим преимуществом при реализации предлагаемого способа является увелпчение темпа перемещеиия объектов по секционированному рольгангу.
Формула и 3 о б р е т е и и я
Сиоеоб управлеиия перемещением объектов ио секциоиироваииому рольгангу с накоилеиием их на секциях, заключающийся в том, что выключают привод приемной секции в момеит пересечения задним торцом объекта границы раздела приемной и иредыд щей секций, а привод освободивщейея секции при иезанятой предыдущей еекции включают в момент пересечения задним торцом объекта границы раздела
освободившейся и приемной секций, отлич а ю ид и и с я тем, что, с целью повышения темпа транепортнрования объектов по секционироваииому рольгангу, задают промежуткп времени, определяемые допустимым
числом включеиий привода в единицу времеии и через задаииые промежутки времепи одновременно включают привода данной занятой секцпи, предыдущих заиятых секций и иоследующей незанятой секции, причем ириводы приемпой и последующей занятой секции выключают одновременно в момент иересечения задним торцом объекта границы раздела ириемной и предыдущей секций.
Источники информации,
иринятые во внимание ири экспертизе
1.Вееелова В. Я. и др. Автоматизированное уиравленне транспортом заготовок по рольгангам участка нагревательных печей. - «Проектирование металлургичееких печей. Тематический отраслевой сборник, 1976, № 4. М., «Металлургия, 1976, с. 21-26.
2.Изучение и обобщение опыта автоматизации фирмой Сименс широкополного
стана горячей прокатки 2000 Череповецкого метзавода с применением УВМ. Отчет ВНИИЧермет, т. I, 1976, с. 116-119 (прототип) .
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления перемещением объектов накоптельному и разделительному рольгангам | 1978 |
|
SU768707A1 |
| Устройство управления загрузкой печи для нагрева заготовок | 1981 |
|
SU1019201A1 |
| Устройство для управления безупорным остановом перемещающейся заготовки | 1983 |
|
SU1084094A2 |
| Устройство управления загрузкой печидля НАгРЕВА зАгОТОВОК | 1979 |
|
SU836476A1 |
| Устройство управления загрузкой печи для нагрева заготовок | 1981 |
|
SU1015219A1 |
| Способ управления безупорным остановом перемещаемой заготовки и устройство для его осуществления | 1986 |
|
SU1407603A1 |
| Резервированное устройство для управления перемещением объекта | 1982 |
|
SU1067468A1 |
| Способ безупорного останова перемещающихся заготовок | 1977 |
|
SU738706A1 |
| Устройство управления безупорным остановом перемещающейся заготовки | 1984 |
|
SU1219191A2 |
| Устройство для управления загрузкой и перемещением заготовок в нагревательной печи | 1982 |
|
SU1054651A1 |