Известна также электролитичеокая ванна для отложения осадков слоя хрома на пишущих кончиках перьев для авторучек, В которой постоянный уровень раствора поддерживается с noMOUibio на клонном крубки Э.
Недостатком известной ваины является невозможность по,ддержания постожн.кым ур01вень раствора при обработке изделий, различных ло форме и объему.
Целью изобретения является ловышен1 е качества обра ботки путем стабилизации уровней электролита независимо от фо.омь;, размеров и количества одноврембН(Но обрабатываемых изделий.
У.казаиная цель достигается тем, устройство, содержащее емкость о электрол.итом, опоры для усталозки кассет с изделиями и систему электропита.НИЯ, 1снабжено рабочей емкостью, установленной в, eMiKOCTH с элактролитом с возможностью вертикального пере.мещения.
Рабочая ем1кость выполнена в виде вертИ1кальной кольцевой обечайки, разделе -:,ной горизонтальной перегородкой на две полости.
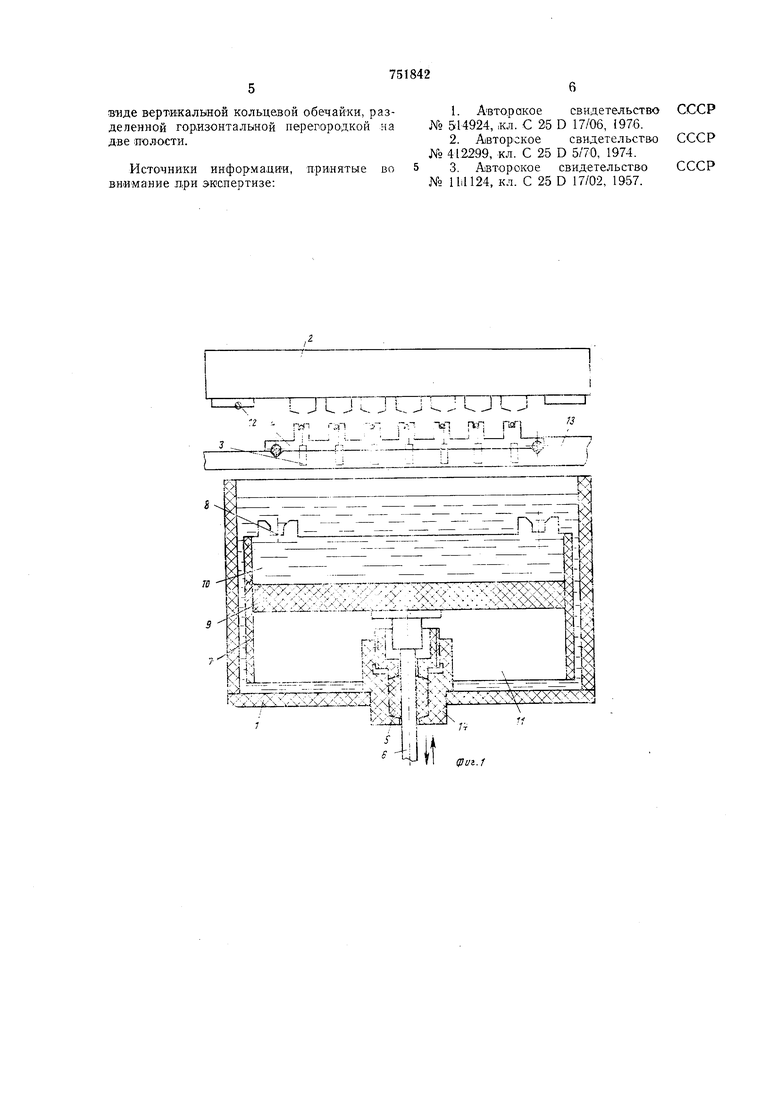
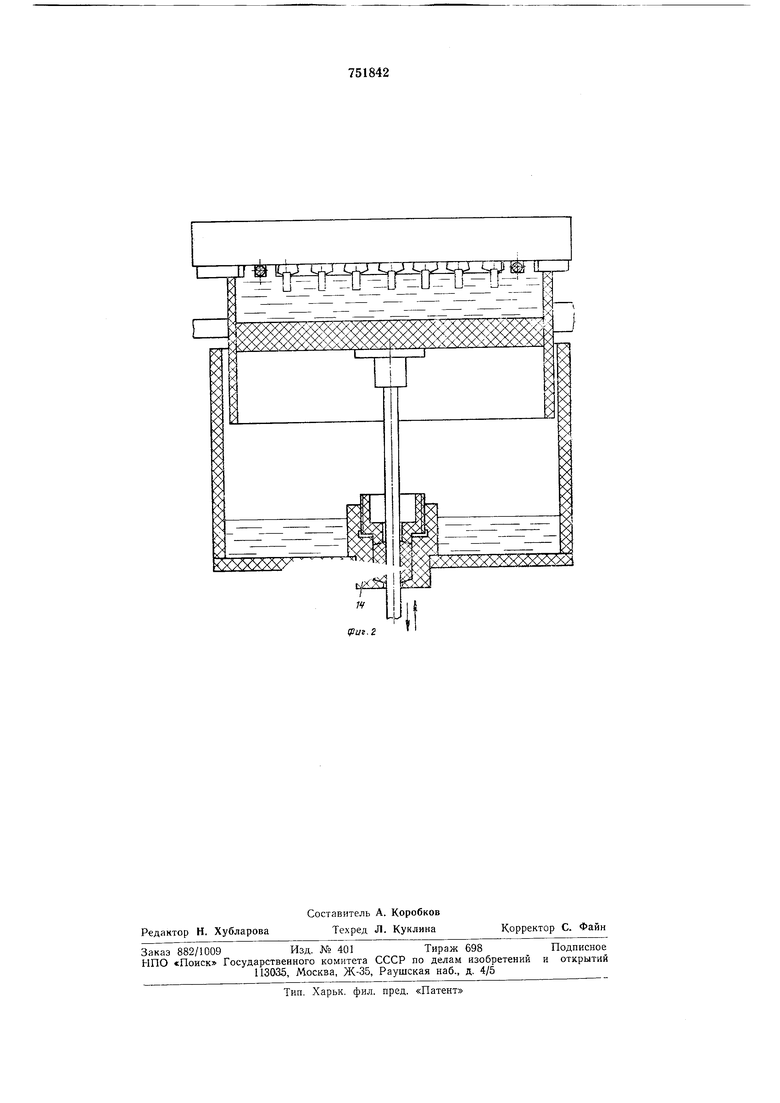
На фиг. 1 изображено предлагаемое устройство с рабочей ванной в нижнем положении, разрез; на фиг. 2 - устройство с рабочей ванлой в верхнем положении, разрез.
У|стройство для групповой гальванической обрабоТ1ки изделий состоит из ем-кости / для электролита, контактной системы 2 для яодключения обрабатываемых изделий 3, установленных в кассете 4,-к источнику постоянного тОка. -В ем1кости /, .на проходящем через уплотнение 5 в ее дне штаке 6 установлена рабочая ванна 7 с базовыми опора-ми 5 для установки .кассеты 4 с изделпя1М,и 3. Ра бочая ва;нна 7 разделена перемЫЧЖОй 9 на две открытые полости 10 и // 11 установлена в емкости / для электролита с возможностью возвратно-поступательного |зерти|кального перемещения.
KoHTaKTiHaH система 2 снабжена регулируемыми упорами 12, Езаимодействующими с рабочей ванной 7 и обеспечивающими постояиство .места контактирования обрабатываемых изделий ло их высоте.
Устройст1во Имеет .наиравляющие 13 для перемещения кассеты 4 с издеЛИям:и 3 на рабочую позицию.
Уплотнение 5 уста:но влено во втулке 14, высту1пающей по высоте над уровнем электролита в емкости 1, и предназначено для ерметизации штока 6 в дне емкости / от выхода воздуха из полости П. В связи с этим шток 6 и уплотнение 5 1конта кта с электролитом ,не Имеют.
Устройство работает следующим образом.
Кассета 4 с установленными в ней обращим 13 ;по1дается IB исходное положение (см. фиг. 1). Рабочая ванна 7 находится в вильнем положении. Уровень электролита в еМ|Кости I находится выше кромки бортов полости 10 рабочей ванны 7 вследствие образования воздушной подущки в полости //. При двилсении вверх штака 6 с рабочей ванной 7 от привода (на приведенных чертежах не показам) уровень электролита
в полости 10 рабочей ванны 7 устанавливается по верхней кромке бортов. При дальнейшем движении рабочей ванны 7 вверх базовыми опорами 8 ванны 7 захватывается кассета 4 с партией обрабатываемых изделий 3, П1ри этом изделия погружаются
в электролит на определенный уровень,
обеспечиваемый конструктивными размера ми базовых опор 8 и кассеты 4. При дальнейшем движении ра|бочей ванны 7 вверх
Обрабатываемые изделия 3 подводятся з зону контактирования. После соприкосновения бортов рабочей ванны 7 с упорами 12 контактной системы 2 (см. фиг. 2) осуществляется контакт.ирование всей партии издеЛИЙ 3. Место контактирования по высоте изделий 3 строго олределено размерами контактного устройства 2 и рабочей ванны 7, а регулировка .может быть осуществлена регулируемыми упорами 12. Автоматическим включением питания в верхнем положеНИИ рабочей ванны 7 осуществляется меднение изделий 3. После автоматической выдерж1ки времени приводится в дв ижение вниз щток 6, и все механизмы возвращаются в исходное положение. Кассета 4 .с обраб.отанны1ми .изделиями 3 убирается из зоны о бработки по направляющим 13. Затем |Цикл повторяется.
Использование предлагаемого изо.брете,ния позволяет: получить в рабочей ванне .постоянный с высакой точностью по высоте уровень электролита в каждом цикле групповой обработки изделий при относительной про.стоте конструюции; улучшает качество меднения по сравнению с существующими устройствами, при значительном повышении лро.изводительности труда на данной операции.
Формула изобретения
1.Устройство для групповой гальванической обработки изделий, содержащее емкость с электролитом, опоры для установки кассет с изделия-ми и систему электропитания, отличающееся тем, что, с целью повышения качества обработки путем ста.билизации уровня электролита независимо от формы, размеров и количества одновременно обрабатываемых изделий, оно снабжено рабочей е(мкостью, установленной внутри ем.кос11и с эле(ктролитом с возможностью вертикального перемещения.
2.Устройство по п. 1, о т л и ч а ю щ евиде вертикальной кольцевой обечайки, разделенной горизонтальной перегородкой на две полости. Источники информации, принятые во 5 внимание д.ри экспертизе: № № № 1.Автор акое свидетельство СССР 514924, ,кл. С 25 D 17/06, 1976. 2.Авторское свидетельство СССР 412299, кл. С 25 D 5/70, 1974. 3. Авторское свидетельство СССР Ilill24, кл. С 25 D 17/02, 1957.
| название | год | авторы | номер документа |
|---|---|---|---|
| Подвесное приспособление для нанесения гальванических покрытий | 1973 |
|
SU514924A1 |
| Устройство для химико-гальванической обработки деталей | 1979 |
|
SU939600A1 |
| Устройство для нанесения гальванических покрытий | 1982 |
|
SU1048002A1 |
| Устройство для гальванического покрытия деталей | 1982 |
|
SU1082869A1 |
| Устройство для дозирования жидкостей | 1985 |
|
SU1348653A1 |
| УСТАНОВКА ДЛЯ ХРОМИРОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2001 |
|
RU2205903C1 |
| Устройство для нанесения покрытий на изделия | 1985 |
|
SU1305790A1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ НА НАРУЖНУЮ ПОВЕРХНОСТЬ ДЕТАЛЕЙ | 1994 |
|
RU2063485C1 |
| Устройство для гальванического покрытия деталей | 1982 |
|
SU1070220A1 |
| УСТАНОВКА ДЛЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ ДЕТАЛЕЙ ТИПА "ВАЛ" | 2002 |
|
RU2241077C2 |
И Кй-га
т.- - . Ш щМ . Л
isSMSSskt.;
/к . si
