2. Устройство по п. 1, отличающееся тем, что боковые стенки внутренней ванны выполнены в виде сильфона.
3. Устройство по пп. 1 и 2, о т личающееся тем, что бокойые стенки внутренней ванны выполнены из фторопласта.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гальванического покрытия деталей | 1982 |
|
SU1082869A1 |
| Устройство для гальванического покрытия деталей | 1982 |
|
SU1070220A1 |
| Анод для гальванического нанесения покрытий | 1990 |
|
SU1705421A1 |
| СПОСОБ ХИМИЧЕСКОЙ ОБРАБОТКИ И ГАЛЬВАНИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЯ НА ДЕТАЛИ И АВТОМАТИЧЕСКАЯ КАМЕРА ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2021 |
|
RU2771126C1 |
| Анод для установок электролитического нанесения покрытий | 1989 |
|
SU1713991A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ЭЛЕКТРОЛИТИЧЕСКОГО ПОКРЫТИЯ НА ИНСТРУМЕНТ СО СЛОЖНОПРОФИЛЬНЫМИ РАБОЧИМИ УЧАСТКАМИ ПОВЕРХНОСТЕЙ | 2013 |
|
RU2557406C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГНУТЫХ ИЗДЕЛИЙ С ЗАЩИТНЫМ ПОКРЫТИЕМ | 2007 |
|
RU2351695C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРООСАЖДЕНИЯ АЛЮМИНИЯ ИЛИ АЛЮМИНИЕВЫХ СПЛАВОВ ИЗ МЕТАЛЛОРГАНИЧЕСКИХ ЭЛЕКТРОЛИТОВ, СОДЕРЖАЩИХ АЛКИЛАЛЮМИНИЙ | 2002 |
|
RU2287619C2 |
| Станок вертикального наружного хромирования | 2021 |
|
RU2782942C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ РАЗЪЕМНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2018 |
|
RU2677992C1 |
1. УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ, преимущественно на заготовки плоских конденсаторов, содержащее транспортный механизм для перемещения.заготовки на рабочую позицию, две ванны, концентрично расположенные одна внутри дру- , гой с возможностью относительного перемещения, контактную систему с упором и источником электропитания, отличают е ее я тем, что, с целью повышения, производительности и качества покрытия, внутренняя ванна снабжена подпружиненной крышкой с установленным на ней трафаретом заготовки и перепускным клапаном, расположенным в ее дне, а боковые стенки ванны выполнены гибкими. (П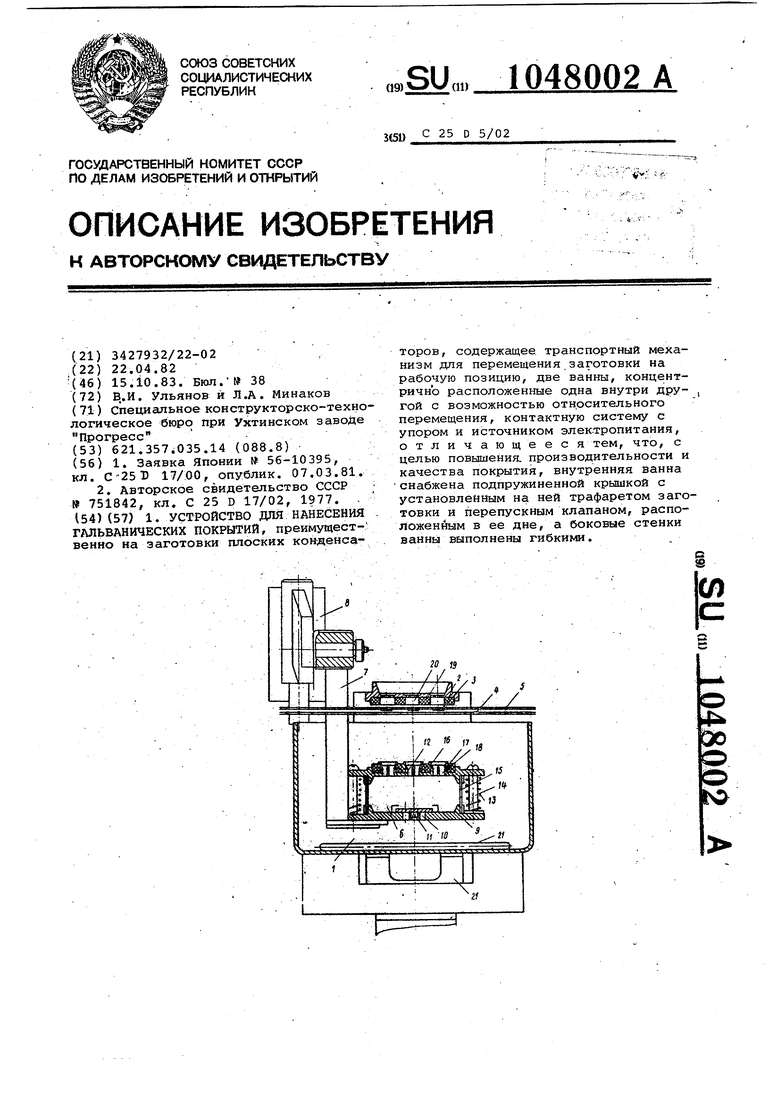
Изоб ретение относится к оборудованию для гальванической обработки изделий, в частности к конструктивным элементам ванн для нанесения покрытий электролитическим способом Известно устройство для нанесения гальванических покрытий на рдну из поверхностей стальной полосы в непре рывном процессе, содержащее гальва- ническую ванну-анодj через которую протягивают стальную полосу, являющуюся катодом f1. Недостатками такого устройства являются деформация покрываемой поло сы и неравномерность покрытия. Наиболее близким к изобретению по технической сущности и достигаемому результату является устройство для групповой гальванической обработки изделий, содержащее транспортный механизм для перемещения изделий на рабочую позицию, две ванны, концегтрично расположенные одна внутри другой с возможностью относительного перемещения, контактную систему с упорами и источником электропитания 2, Известное устройство обеспечивает нанесение покрытий на изделия, опускаемые в ванну в вертикальной плоскости, однако при нанесении пСэкры-тий на подаваемые горизонтальио плоские заготовки в результате окунания всей заготовки в электролит не достигается равномерность толщины полученного слоя за счет образования саплевидных наплывов . Это значительн снижает качество нанесенного покрытия. Цель изобретения - повышение производительности и качества покрытия. Поставленная цель достигается тем что в устройстве, содержащем транспортный механизм для перемещения заготовки на рабочую позицию, две ванны, концентрично расположенные одна внутри другой с возможностью относительного перемещения, контакную систему с упором и источником электропи тания, внутренняя ванна снабжена подпружиненной крьнякой с установленным на ней трафаретом заготовки и перепускным клапаном, расположенным в ее дне, а боковые стенки ванны выполнены гибкими, При этом боковые стенки внутренней ванны выполнены из фторопласта . Кроме того, боковые стенки внутренней ванны выполнены в виде силь- . фона. Снабжение внутренней ванны устрой ства подпружиненной крышкой с установленным на ней трафаретом заготовки и выполнение боковых стенок :кими обеспечивает равномерное нанесение покрытия на заготовку, подава.емую в горизонтальной плоскости, Кроме того, размещение перепускного клайана в дне внутренней ванны и наличие трафарета обеспечивает постоянное интенсивное перемешивание раствора и достижение его однородности по составу в течение всего процесса, - . На чертеже изображено предлагае- мое устройство. Устройство для нанесения покрытия срстоит из ванны 1 для электролита (стеклокерамической суспензии), контактной системы 2 для установки и .подключения обрабатываемых заготовок 3 в виде алюминиевой фольги с предварительно раскроенными лепестками, подаваемых на рабочую позицию по направляющим 4 транспортного механизма 5, к источнику постоянного тока (не показан). В ванне 1 концентрично установлена ванна б с возможностью перемещения в вертикальной плоскости по направляйщей 7 посредством механизма подъема 8. Ванна б состоит из основания 9 с отверстием 10,.перекрываемым перепускным клапаном 11, и крышки 12, подвижной относительно основания 9 посредством пружин 13 установленных на направляющих 14.Боковьае стенки 15 ванны 6 йыполнены из гибкого элементу. .На крышке 12 установлен трафарет 16 заготовки 3, выступами 17и отверстиями 18 совпадающими с отверсиями в крышке. В контактной системе 2 выполнен ластичный упор 19, имеющий полосг и 20, расположенные над отверстими 18 трафарета 16, и взаимодействущий с выступами 17. Контактная сисема 2с упором 19 обеспечивает посоянство места контактирования лёестков обрабатываемой заготовки 3 с электролитом. В дне ванны 1 расположена магнитная мешалка 21. Устройство работает следующим образом. В определенный момент времени, когда- заготовка 3 транспортным механизмом. 5 подается на рабочую позицию по направляющим 4, где она лепестками заготовки 3 строго устанавливается над отверстиями 18 трафарета 1,6, от механизма подъема 8 по направляющей 7 производится подъем ванны 6. В это время перепускной клапан 11 под собственным весом и весом электролита перекрывает .отверстие 10 и электроли вместе с ванной 6 поднимается к обра батываемой заготовке 3. При совмещеНИИ трафарета 16 с упором 19 контакт ной системы 2 происходит защемление лепестков заготовки 3 между упором 1 и выступами 17 трафарета 16, причем усилие защемления зависит от жесткое ..ти пружин 13. По мере дальнейшего подъема ванны 6 от механизма подъема 8, пружины 13 и гибкие боковые/ стенки 15 начинают сокращаться, что вызывает уменьшение объема ванны 6, в результате чего происходит пере- . давливание электролита через отверстия 18 к лепесткам заготовки 3. В этот момент от источника постоянного ток подается на контактную систему 2 и трафарет 16 положительный потенциал (+), а на лепестки заготовки 3 отрицательный (-), и заряженные частицы электролита оседйют в виде стеклокерамического диэлёк трика на лепестках заготовки. Через определенное время напряжение снимается и ванна 6 опускается, при этом поднимается перепускной клапан 11 в основании 9 и открывает отверстие 10 Через отверстия 18 в трафарете 16 и отверстии 10 происходит перемешивание электролита и выравнивание по плотности по всему объему ванны 1, причем, в исходном нижнем положении ванны 6 электролит также не застаивается благодаря вращению магнитноймешалки 21. Предлагаемое устройство обеспечивает нанесение электролита строго на лепестки заготовки, повышает производительность устройств за счет увеличения количества одновременно покрываемых лепестков заготовки и обеспечивает получение равномерно нанесенного слоя за счет передавливания электролита в ограниченном количестве через трафарет посредством дальнейшего подъема ванны и уменьшения ее объема путем сокращения пружин и эластичных элементов, г Ограничение количества подаваемого электролита позволяет каплевидных наплывов, образующихся от избыт очного количества электролита. ; Использование предлагаемого изо бретения по сравнению с базовыми объектами обеспечивает: повышение качества нанесения покрытия путем равномерного распределения электролита на заготовке за счет выдавливания электролита через трафарет} нанесение электролита посредством трафарета в строго определенные места заготовки, т.е. только на лепестки заготовки; экономия дорогостоящего электролита за счет выдавливания его в Ограниченном количестве, необходимом только для нанесения на лепестки заготовки; экономию материала заготовки за счет ее обработки на данном устройстве в предварительно раскроенном виде. - Кроме того, производительность устройства за счет увеличения количества одновременно покрываемых лепесткав заготовки повышается в четыре раза. Ожидаемый годовой экономический , эффект от применения предлагаемого устройства 166 тыс. руб.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для групповой гальванической обработки изделий | 1977 |
|
SU751842A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
