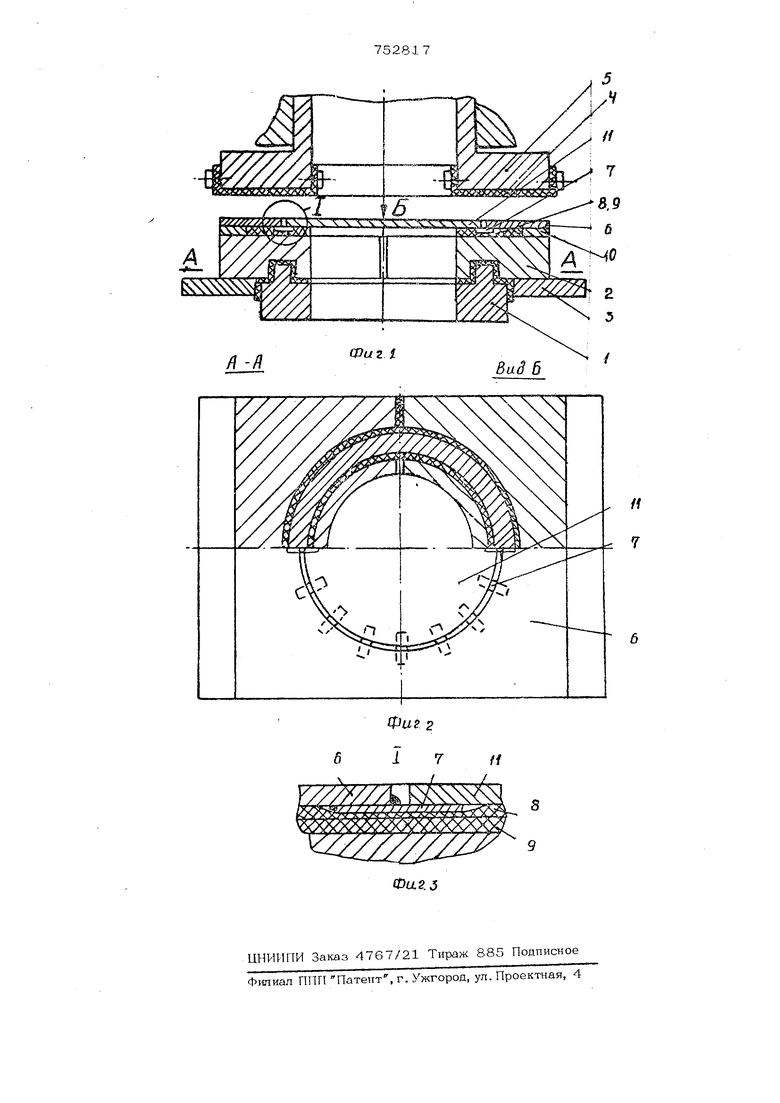
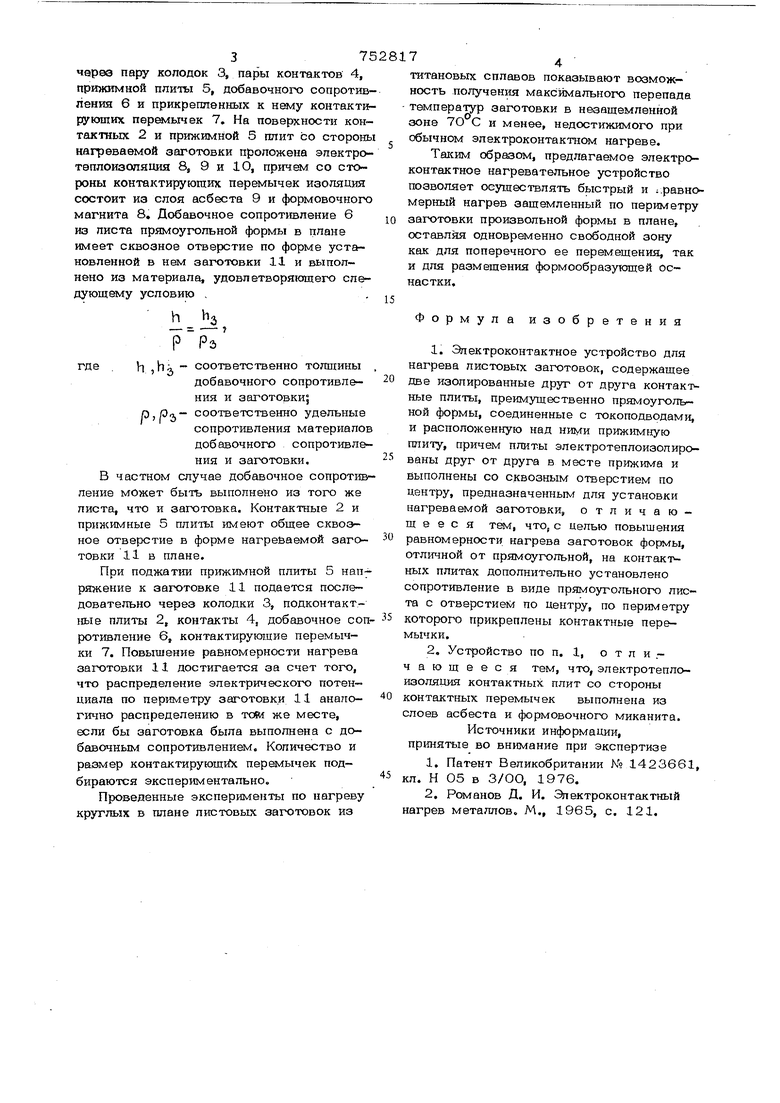
(54) ЭЛЕКТРОКОНТАКТНОЕ УСТРОЙСТВО ДЛЯ НАГРЕВА Изобретение относится к нагреву листовых заготовок под штамповку. Известны устройства для электроконтактного нагрева металлов, основаннь1е н непосредственном пропускании электрического тока через заготовку посредством токоподводящих койтактов ,i. Наиболее близким к предлагаемому является электроконтактное устройство дл нагрева листовых заготовок, .содержащее две изолированные друг от друга контакт ные плиты, преимущественно прямоугольной формы, соединенные с токоподводами, и расположенную над ними прижимную плиту, причем плиты электротеплоизолиро ваны друг от друга в месте прижима и выполнены с сквозным ; отверстиал по центру, предназначенным для установки нагреваемой заготовки 2. Однако, это устройство не обеспечивает равномерности нагрева листовых з&гртовок с формой в плане, отличной от прямоугольной. Неравномерность вызвана ЛИСТОВЫХ ЗАГОТОВОК неравномерным распределением плотности тока по заготовке. Цепь изобретения - повышение равномерности нагрева заготовок формы, отлчч-ной от прямоугольной. Поставленная цель достигается тем, что на контактных плитах дополнительно установлено сопротивление в виде прямоугольного листа с отверстием по центру, по периметру которого прикреплены контактные перемычки. Электротеплоизоляция контактных плит со стороны контактных перемычек может быть выполнена из слоев асбеста и формовочного миканита. На фиг. 1 схематически изображено устройство в .разрезе, общий вид; на фиг. 2 - разрез А-А и вид Б на фиг. Ij на фиг, 3 - узел I на фиг. 1. Эпектроконтактное нагревательное уст ройство состоит из опоры 1, пары элект- роизолированных от нее и друг от друга контактных 2, к которым подводитс.я напряжение от силового трансформатора 37 через пару колодок 3, пары контактов 4, прижимной плиты 5, добавочного сопротив ления 6 и прикрепленных к нему контакти рующих перет 1ычек 7, На поверхности контактных 2 и прижимной 5 плит со сторон нагреваемой заготовки проложена элэктро теплоизоляшш 8, 9 и 10, причем со стороны контактирующих перемычек изоляция состоит из слоя асбеста 9 и формовочного магнита 8. Добавочное сопротивление 6 из листа прямоугольной формы в плане имеет сквозное отверстие по форме установленной в нем заготовки 11 и выполнено из материала, удовлетворяющего следующему условию . h ,Нзсоответственно толщины добавочного сопротивления и заготовки| соответственно удельные сопротивления материало добавочного сопротивления и заготовки. В частном случае добавочное сопротив ление может быть выполнено из того же листа, что и заготовка. Контактные 2 и прижимные 5 плиты имеют общее сквозное отверстие в форме нагреваемой заготовки 11 в плане. При поджатии прижимной плиты 5 напряжение к заготовке 11 подается последовательно через колодки 3, подконтактные плиты 2, контакты 4, добавочное соп ротивление 6, контактирующие перемычки 7. Повышение равномерности нагрева заготовки 11 достигается за счет того, что распределение электрического потен циала по периметру заготовки 11 аналогично распределению в TORI же месте, если бы заготовка была выполнена с добавочным сопротивлением. Количество и размер контактирующих перемычек подбираются экспериментально. Проведенные эксперименты по нагреву круглых в плане листовььч заготовок из 7 титановых сплавов показывают возможность получения максимального перепада температур заготовки в незащемленной зоне 7О С и менее, недостижимого при обычном электроконтактном нагреве. Тшсим образом, предлагаемое электроконтактное нагревательное устройство позволяет осуществлять быстрый и ;.равномерный нагрев защемленный по периметру заготовки произвольной формы в плане, оставляя одновременно свободной зону как для поперечного ее перемещения, так и для размещения формообразующей оснастки. Формула изобретения 1. Электроконтактное устройство для нагрева листовых заготовок, содержащее две изолированные друг от друга контактные плиты, преимущественно прямоугольной формы, соединенные с токоподводами, и расположенную над ними прижимную плиту, причем плиты электротеплоизолированы друг от друга в месте прижима и выполнены со сквозным отверстием по центру, предназначенным для установки нагреваемой заготовки, отличающееся т&л, что, с Целью повышения равномерности нагрева заготовок формы, отличной от прямоугольной, на контакт ных плитах дополнительно установлено сопротивление в виде прямоугольного листа с отверстием по центру, по периметру которого прикреплены контактные переычки. 2, Устройство по п. 1, отлиающееся тем, что, электротеплоизоляция контактных плит со стороны онтактных перемычек выполнена из лоев асбеста и формовочного миканита. Источники информации, принятые во внимание при экспертизе 1.Патент Великобритании № 1423661, л. Н О5 в З/ОО, 1976. 2.Романов Д. И. Эгтектроконтактный агрев металлов. М., 1965, с. 121.
f1 7
Фиг 2 I 7
f1
ЖШ:
VySj fJLLl.JjySJl A/JT- V
8 9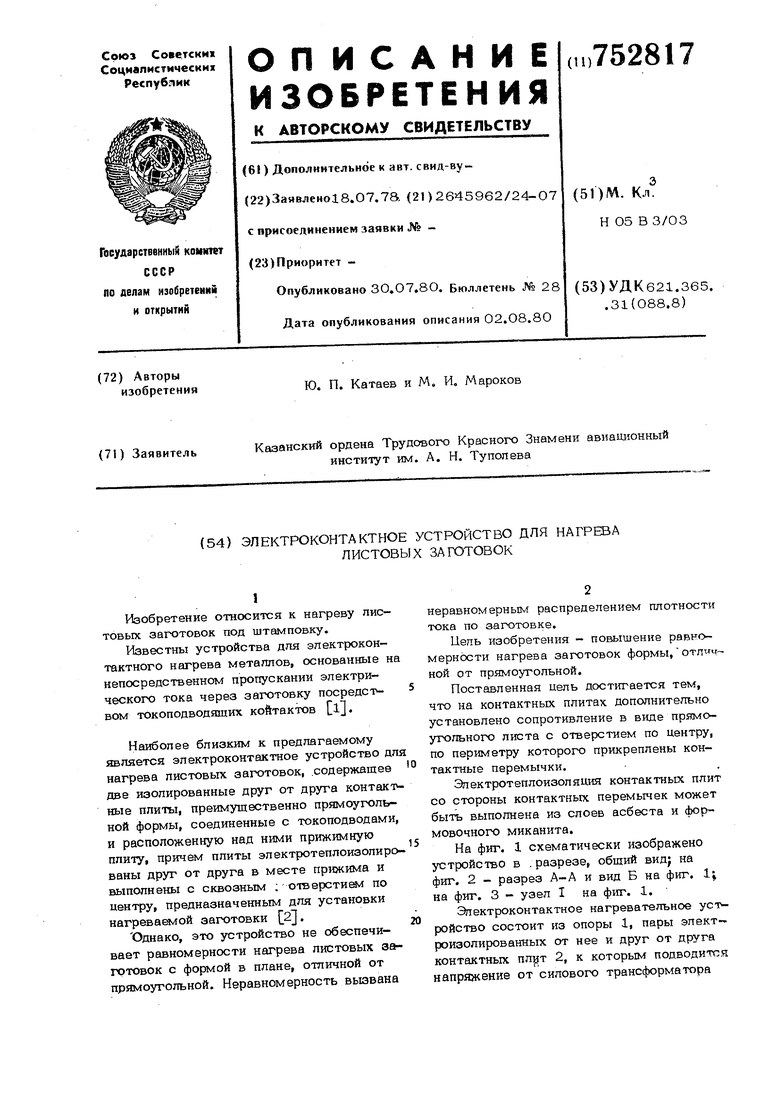
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК С ВЫСТУПАМИ В ВИДЕ ТЕЛ ВРАЩЕНИЯ | 2006 |
|
RU2325966C2 |
| Способ производства толстых листов из низколегированных малоуглеродистых сталей на реверсивном стане | 2021 |
|
RU2765972C1 |
| Установка для формования изделий из листовых термопластов | 1969 |
|
SU348049A1 |
| Многогнездная форма для изготовления изделий из листовых термопластов | 1977 |
|
SU707812A1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ДЕТАЛЕЙ С ЭЛЕКТРОКОНТАКТНЫМ НАГРЕВОМ ЗАГОТОВОК | 1995 |
|
RU2087240C1 |
| УСТРОЙСТВО ФОРМОВАНИЯ ПОЛОГО ИЗДЕЛИЯ ИЗ ЛИСТА ТЕРМОПЛАСТА | 1995 |
|
RU2097190C1 |
| Устройство для термовакуумногофОРМООбРАзОВАНия зАгОТОВОК | 1977 |
|
SU795632A1 |
| Агрегат для изготовления многослойного гофрометалла | 1972 |
|
SU524631A1 |
| Способ электроконтактного нагрева листовых металлических заготовок | 1989 |
|
SU1706774A1 |
| ЗАГОТОВКА ДЛЯ ЛИСТОВОЙ ШТАМПОВКИ С ЭЛЕКТРОКОНТАКТНЫМ НАГРЕВОМ | 1995 |
|
RU2090287C1 |