1
Изобретение относится к устройствам для литья под давлением деталей, выполненных из нескольких прессовочных термопластичных, термореактивных материалов или эластомеров, и может быть использовано в полимерной промышленности.
Известно устройство для литья под давлением полимерных материалов, содержащее форму с механизмом закрывания и два инжекционных узла, расположенных перпендикулярно друг другу 1.
Недостаток известного устройства состоит в значительных его габаритах, что обусловлено перпендикулярным расположением инжекционных узлов, подающих в форму различные материалы.
Ближайшим по технической сущности к изобретению является устройство для литья иод давлением полимерных материалов, содержащее по меньшей мере две формы и два инжекционных узла, снабженных каждый бункером для загрузки материала, отличного от материала в бункере другого инжекционного узла, и механизм закрывания одной из форм, смонтированный на станине 2.
Недостаток известного устройства состоит в том, что плита, на которой расположены формы, из-за большого диаметра имеет значительную упругость, что затрудняет
центрирование форм относительно инжекционных узлов при повороте плиты и снижает надежность устройства.
Кроме того, производительность известного устройства недостаточна, так как при изготовлении одного изделия последовательно используются обе формы.
Цель изобретения - повышение надежности и производительности устройства при
10 изготовлении изделий со средней частью из одного материала и наружными частями из другого.
Достигается цель тем, что в устройстве для литья под давлением полимерных материалов, содержащем по меньшей мере две формы и два инжекционных узла, снабженных каждый бункером для загрузки материала, отличного от материала в бункере другого инжекционного узла, и механизм
20 закрывания одной из форм, смонтированный на станине, согласно изобретению вторая форма снабжена индивидуальным механизмом ее закрывания, смонтированным на станине параллельно механизму закрывания первой формы, а инжекционные узлы снабжены приводом их поворота и установлены диаметрально противоположно на основании, закрепленном на валу, размещенном между механизмами закрывания форм,
30 нричем каждая форма снабжена пластиной,
выполненной с двумя формующими участками и соединенной с приводом ее перемещения перпендикулярно направлению закрывания формы для поочередного введения формующих участков между частями формы при заливке одного и другого материалов.
Кроме того, ось поворота инжекционных узлов расположена вертикально, а пластины форм установлены горизонтально; ипжекционные узлы снабжены приводом перемещения параллельно оси их поворота; привод перемещения каждой пластины выполнен в виде цилиндра, шарнирно соединенного с пластиной, а устройство снабжено упорами для фиксации пластин; упоры выполнены в виде стержней с шариком на их конце; один формующий участок каждой пластины имеет в средней части профиль, соответствующий форме средней части изделия, а второй участок ограничен двумя коническими обратными поверхиостями; один формующий участок пластины в средней части выполнен с распределительными каналами для подачи материала.
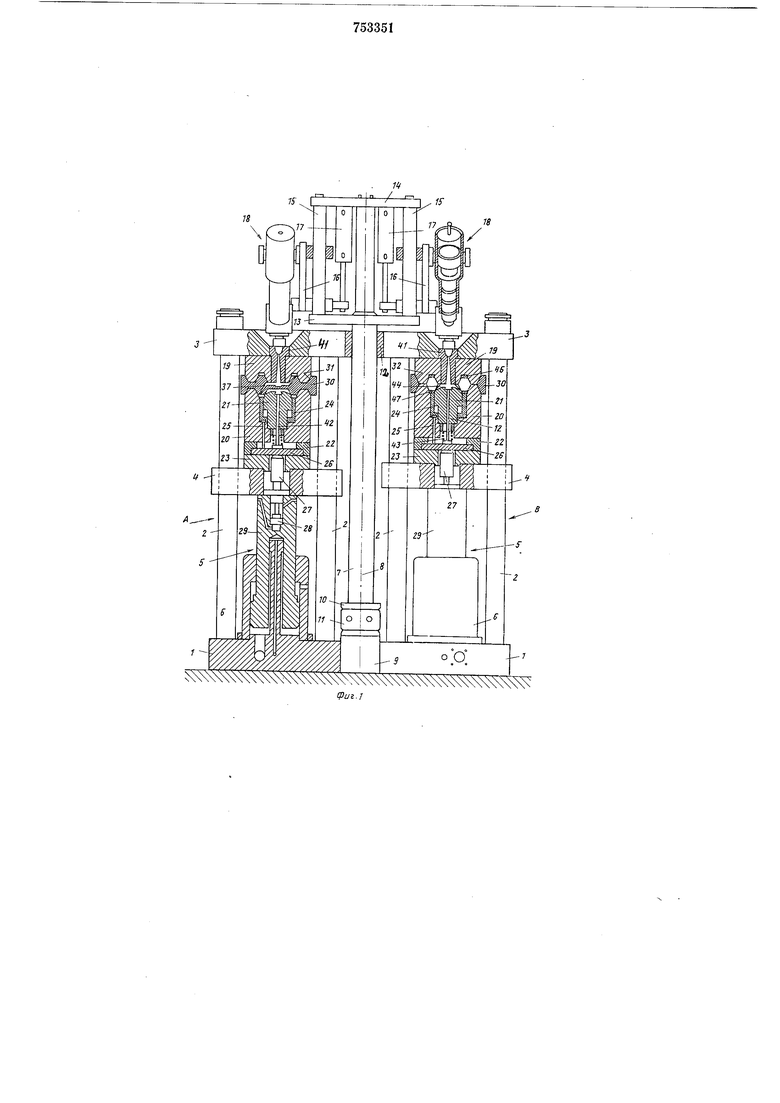
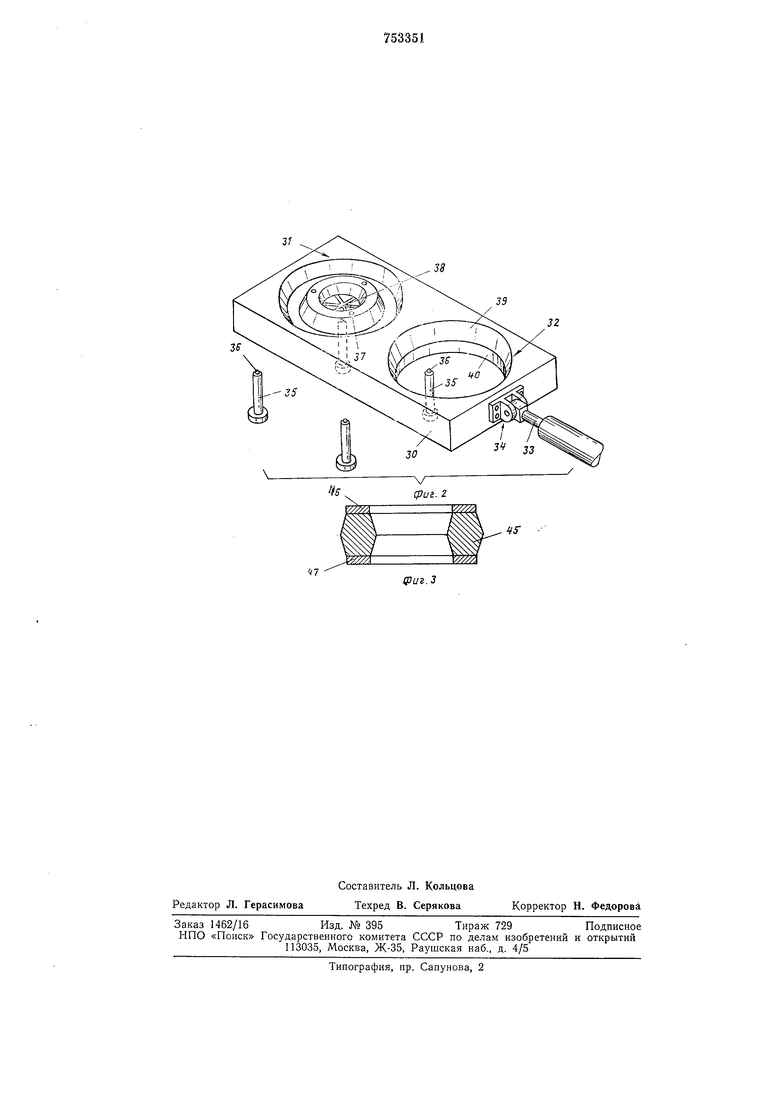
На фиг. 1 показано описываемое устройство, общий вид; на фиг. 2 даны пластины с двумя формующими участками; на фиг. 3 - изделие, сформованное на данном устройстве.
Представленное на чертежах устройство относится к устройству вертикального типа и имеет два одинаковых механизма А и В закрывания. Основание 1 устройства соединено посредством восьми вертикальных колонн 2 с верхней неподвижной двойной плитой 3. На каждой группе из четырех колонок 2 установлена с возможностью скольжения подвижная плита 4, перемещаемая в вертикальном направлений с помощью силового цилиндра закрывания 5, корпус 6 которого жестко соединен с основанием 1.
Между обоими узлами закрывания А и В расположен вал 7, имеющий возможность вращения вокруг вертикальной оси 8 и смонтированный па центральном основании 9 посредством упорного подпятника 10, опирание которого на основание 9 в данном случае осуществляется посредством гидравлического силового Цилиндра 11, который может управлять попеременными поворотами вала 7 на 180°. Однако поворот вала 7 в упорном подпятнике 10 может также осуществляться и любыми другими средствами приведения во вращение, например системой с моторедуктором.
В верхней части вала 7 над подшипником 12, расположенным на уровне неподвижных плит 3, закреплены две опоры 13 и 14, между которыми неподвижно закреплены четыре направляющих вертикальных колонки 15. На этих колонках 15 установлены с возможностью скольжения две диаметрально противоположные станины 16, которые могут независимо друг от друга приводиться в вертикальное возвратно-поступательное движение с помощью двух соответствующих гидравлических силовых цилиндров 17.
Каждая станина 16 имеет универсальный инжекциониый узел 18, тип которого соответствует ирессовочному материалу.
Каждый из узлов закрывания А и В имеет одну форму, которая в представленном примере выполнения позволяет изготовить изделие - гидравлическую прокладку, образованную из трех частей, как показано на фиг. 3.
Каждая форма имеет, в основном, верхнюю часть 19, в которой выполнена выемка в виде верхней половины изготовляемой прокладки, нижнюю часть 20, в которой выполнена выемка в виде нижней периферийной части прокладки, и центральный стержень 21, соответствующий нижней центральной части прокладки. Верхняя часть
19формы закреплена под неподвижной плитой 3. Нижняя часть 20 установлена посредством распорных балок 22 па основании 23, которое сцентрировано на подвижной плите 4. Стержень 21 занимает место в центральном углублении нижней части 20, в которое он вставлен и закреплен.
Представленные формы имеют, кроме того, подвижную втулку извлечения 24, вставленную в вышеназванное углубление между нижней частью 20 формы и центральным стержнем 21. Эта втулка 24, дающая нижнюю кольцеобразную поверхность отливаемой прокладки, может вертикально перемещаться относительно нижней части
20формы с помощью выталкивателей 25, установленных с возможностью скольжеПИЯ в вышеназванной части 20. Сами выталкиватели 25 перемещаются за счет выталкивающей пластины 26, направляемой распорными балками 22 и расположенной на основании 23. Привод выталкивания осушествляется з дарным носиком 27, проходящим через подвижную плиту 4, от вспомогательного гидравлического силового цилиндра 28, расположенного в штоке 29 силового цилиндра закрывания 5.
Между обеими частями 19 и 20 каждой формы, выполненными обычным образом, вставляется специальная подвижная горизонтальная пластина 30, в которой выиолнены два формующих участка в виде круглых отверстий 31 и 32 специфического профиля, хорошо различимые на фиг. 2. Каждая пластина 30 перемещается в направлении, перпендикулярном направлению закрывания форм с помощью горизонтального
силового цилиндра 33, шток которого шарнирно соединен с пластиной 30 посредством вилки 34, вертикально закрепленной на одном конце вышеназванной пластины. Нижняя поверхность пластины 30 может
располагаться на четырех неподвижных
стержнях 35, в к головке которых расположен вращающийся щарик 36.
Профиль отверстия 31 пластины 30 выполнен таким образом, что он заполняет полость, которая будет занята средней частью изделия. В центре этого профиля проходят несколько распределительных каналов 37 в радиальном направлении, которые подходят к точкам инжекпии. один из которых расположены па верхней стороне пластины 30, а другие - на нижней ее стороне. Кроме того, в центре рассматриваемого профиля -имеется устройство 38 для удержания литниковой втулки.
Второе круглое отверстие 3.2 пластины 30 образоваио двумя обратными поверхностями в форме усеченного конуса 39 и 40.
Каждая из двух форм питается через единственную форсунку 41, которая вертикально пересекает ее верхнюю часть 19, и имеет центральный выталкиватель 42, установленный с возможностью скольжения в вертикальном направлении в стержне 21 и опирающийся под действием пружины 43 на пластину вытаткивателя 26. Стержень 21 имеет также распределительные каналы 44.
Если в качестве исходиого положения взять положение, которое представлено на фиг. 1, и рассматривать то, что происходит со стороны зля закрывания А, то рабочий цикл разворааивается следуюниш образом.
В исходном положении форма этого узла закрывания А закрыта, а пластина 30 располагается таким образом, что отверстие 31 находится между верхней 19 и нижней 20 частями формы, при этом центр отверстия 31 находится напротив канала форсунки 41. Формуемая прокладка имеет центральный стержень 45 (фиг. 3) невысокой твердости, который должен быть защищен при высоких давлениях двумя очень твердыми кольцами 46 и 47, которые отливаются таким образом, чтобы образовать со стержнем 45 единую ппокладку. все три части которой должны быть неразъединимы.
В указанном положении иолость формы, которая должна быть занята стержнем 45 прокладки, закрыта в этом положении пластины 30, и, следовательно, внутри формы свободнымн пространствами являются лищь две кольцеобразные полости, соответствующие двум кольцам 46 и 47 прокладки.
В этом первоначальном положении расцределительиые каиалы 37, расноложенные звездой, цитают обе вншеупомянутые кольцеобразные ПО.ДОСТИ. и инжекпионный узел 18 подведенный к узлу закрывания А, следовательно, может легко заполнить обе полости первым прессовочпым материалом, введенным в его питающий бункер.
В конце цикла инжекиии этого первого материала и после охлаждения щток 29 силового цилиндра закрывания 5 опускается, что вызывает открыванце формы.
В начале хода подвижной плиты 4 вниз пластина 30 следует за перемещением нижней части 20 формы, что вызывает отрыв точек инжекции от верхнего кольца 46 прокладки, которое остается в соответствующей полости, так как в верхней части формы не предусмотрено устройство выталкивания; усадка материала блокирует это кольцо вокруг центрального стержня верхней части 19. В то же время литниковая втулка форсунки 41 извлекается и остается прижатой к отверстию 31 пластины 30 за счет удерживающего устройства 38.
В конце опускания, когда форма в достаточной степени открыта, пластина 30 упирается в щарики 36 стержней 35. Продолжение опускания подвижной плиты 4 вызывает отрыв точек инжекцитт от нижнего кольца 47, которое остается в соответствующей полости по тем же причинам, что были изложены выще, при этом выталкивающий силовой цилиндр 28 не приводится в действие. Пластина 30, подощедшая в положение
уцора к шарикам 36, может в таком случае свободно перемещаться в горизонтальной плоскости. Силовой цилиндр 33 приводится в действие таким образом, чтобы перемещать пластину до тех пор, пока второе отверстие 32 не будет подведено между верхней 19 и нижней 20 частями формы. Первое отверстие 31 располагается в таком случае вне защищенной зоны устройства, и так как оно не содержит никаких средств
выталкивания, то в нем расположена основная литниковая втулка из канала форсунки 41 и вспомогательные литниковые втулки из распределительных каналов 37. В таком случае оператору очень удобно извлечь их
вручную.
В это же время, после подъема инжекциОННЫХ УЗЛОВ 18 с помощью силовых Т1ИЛИНДров 17 силовой цилиндр 11 приводится в действие таким образом, чтобы повернуть
на 180° вал 7. и оба инжекционных у,зла 18. Таким образом, второй пнжекшюнный узел 18, питающий бункер которого заполнен вторым прессовочным материа,дом, отличным от первого, подводится в положение над
рассматриваемой формой, принад,дежа1цей узлу А, затем опускается и прижимается к сЬорсунке 41 этой формы.
Когда отверстие 32 пластины 30 подведено в форму, подается сигна,д для автоматического закрывания узла А, который в таком случае подводится в положение, представленное на (Ьиг. 1 и занимаемое на этой фигуре узлом В,
В этом положении, учитывая профиль отверстия 32, пластина 30 больще не закрывает целость, соответствующую центральному стержню 45 отливаемой прокладки; едццственная роль профиля отверстия 32 заключается в обеспечении точной
установки обеих частей 19 и 20 формы за
счет поверхности 39, 40, выполненной в внде усеченного конуса.
Если рассматривать один и тот же узел закрывания А, тогда в ту же самую форму и через ту же самую форсунку 41 подается под давлением второй материал, который должен заполнить полость, остающуюся свободной между двумя кольцами 46 и 47, которые былн уже отлиты. Для заполнения этой полости используется комплекс распределительных каналов 44, расположенных звездой, образованных на верхней поверхности центрального стержня 21, которые не были использованы во время первого этана инжекции, так как были изолированы от канала форсунки 41 профилем отверстия 31 пластины 30. Для описываемого здесь второго этапа инжекции, учитывая профиль отверстия 32, каналы 44 удлиняют канал форсункн 41 и подводят второй материал в полость, имеющуюся между обоими кольцами 46 и 47.
Если подаваемые материалы совместимы, то произойдет взаимное сцепление в горячем состоянии и под давлением центрального стержня 45 ирокладки с обоими кольцами 46 и 47.
В конце цикла после охлаждения всей прокладки .осуществляют подъем обоих узлов инжекции 18, и в то время как они совершают поворот на 180° вокруг оси 8, осуществляют открывание формы. На нервом этапе извлекают верхнюю часть прокладки и вытаскивают также литниковую втулку форсунки 41 за счет удерживающего приспособления, предусмотренного в точке пересечения распределительных каналов 44. После остановки пластины 30 на стержнях 35 опускание подвижной плиты 4 продолжается до некоторого положения.
В этот момент подается сигнал для автоматического управления силовым цилиндром выталкивания 28, который в автоматическом цикле работы устройства работает лищь в конце движения открывания формы. Ударный носик 27 поднимается и поднимает основание 23, выталкиватели 25,втулку выталкивания 24 и центральный выталкиватель 42. Втулка выталкивания 24 поднимается до соприкосновения с верхней поверхностью нижней части 20 формы таким образом, что точки инжекции, соответствующие второй операции инжекции, отделяются и прокладка полностью отделяется от обеих частей формы. Одновременно центральный выталкиватель 42 извлекает литниковую втулку, а также материал из каналов 44.
Если ход вниз подвижной плиты 4 отрегулирован таким образом, чтобы нижняя поверхность пластины 30 проходила достаточно близко от верхней поверхности нижней части 20 формы, то возврат пластины 30 8 перврначальное положение под дейст
вием силового цилиндра 33 вызывает без дополнительных средств выталкивание законченной прокладки и последней литниковой втулки из зоны устройства. Втулка в таком случае может быть отделена от отлитой детали вручиую оператором или с помощью автоматического механизма.
После закрывания формы рассматриваемый узел А вновь находится в первоначальном положении, и описанный цикл повторяется таким же образом. В то время, как происходит эта работа, узел закрывания В выполняет тот же процесс со сдвигом по фазе в полцикла: отверстие 32 его пластины 30 находится в его форме, когда отверстие 31 пластины другого узла А находится в форме последнего, и один из материалов подается под давлением в форму узла В, в то время как другой материал
подается под давлением в форму узла А. Таким образом, законченная прокладка изготовляется совокупностью обоих узлов в каждый полуцикл.
Если в рассматриваемом примере предположить, что оба узла закрывания А и В и их формы строго идентичны, то можно выполнить прокладки, образованные из одних и тех же материалов, но различные
по их форме и/или размером на каждом из двух узлов, причем каждая прокладка полностью выполняется на одном узле. Можно также предусмотреть формы с несколькими полостями, позволяющие одновременно выполнять несколько прокладок или других деталей на каждом узле.
Приспособив автоматическое управление устройства так, чтобы исключить вращение обоих инжекциоиных узлов 18, можно обеспечить работу устройства как работу двух обычных раздельных мащин. Можно таким образом предусмотреть работу с совершенно независимыми циклами обоих узлов закрывания А и В, или работу с подобными
циклами, одновременными или сдвинутыми друг относительно друга.
Возможно использование устройства и в горизонтальном варианте, .однако конструкция в этом случае будет более сложной. Возможна установка механизмов закрывания с возможностью вращения относительно механизмов инжекции. Устройство, согласно настоящему изобретению, применяется для заливки деталей, изготовленных из двух материалов, в которых переход от одного материала к другому должен осуществляться без их смешивания. Это устройство в особенности приспособлено для отливки гидравлических прокладок из нескольких составляющих, устройство надежно в работе и имеет высокую производительность, так как обеспечивает изготовление указанных типов изде
ЛИй э одной форме,
Формула изобретения
1.Устройство для литья иод давлением иолимерных материалов, содержащее по меньшей мере две формы и два инжекционных узла, снабженных каждый бункером для загрузки материала, отличного от материала в бункере другого инжекционного узла, и механизм закрывания одной из форм, смонтированный на станине, отличающееся тем, что, с целью повыщения надежности и нроизводительности устройства нри изготовлении изделий со средней частью из одного материала и наружными частями из другого материала, вторая форма снабжена индивидуальным механизмом ее закрывания, смонтированным на станине параллельно механизму закрывания первой формы, а инжекционные узлы снабжены приводом их поворота и установлены диаметрально противоположно на основании, закрепленном на валу, размещенном между механизмами закрывания форм, причем каждая форма снабжена пластиной, выполненной с двумя формующими участками и соединенной с приводом ее перемещения перпендикулярно направлению закрывания формы для поочередного введения формующих участков между частями формы при заливке одного и другого материалов.
2.Устройство по п. 1, отличающееся тем, что ось поворота инжекционных узлов расположена вертикально, а пластины форм установлены горизонтально.
3. Устройство по п. 2, отличающееся тем, что инжекционные узлы снабжены приводом перемещения параллельно оси их поворота.
4. Устройство по пп. 1-3, отличающееся тем, что привод перемещения каждой пластины выполнен в виде цилиндра, щарнирно соединенного с пластиной, а устройство снабжено упорами для фиксации
пластин.
5.Устройство по п. 4, отличающееся тем, что уиоры выполнены в виде стержней с шариком на их конце.
6.Устройство но пп. 1-5, отличающееся тем, что один формующий участок
каждой пластины имеет в средней части профиль, соответствующий форме средней части изделия, а второй формующий участок выполнен в виде отверстия, ограниченного двумя коническими обратными поверхностями.
7.Устройство по п. 6, отличающееся тем, что один формующий участок пластины в средней части выполнен с распределительными каналами для подачи материала.
Источники информации, принятые во внимание при экспертизе
1. Завгородний В. К. Механизация и автоматизация переработки пластических масс. М., «Мащииостроение, 1970, с. 263.
2. Патент США 3807920, кл. 425-134, опубл. 30.04.74 (прототип).
If
38
35
32
фиг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНЖЕКЦИОННОЕ СОПЛО ДЛЯ МАШИНЫ, ПРЕДНАЗНАЧЕННОЙ ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ МАТЕРИАЛА С МЕТАЛЛИЧЕСКИМИ СВОЙСТВАМИ, И СОЕДИНЕНИЕ СОПЛА И ЛИТНИКОВОЙ ВТУЛКИ | 2001 |
|
RU2277454C2 |
| ИНЖЕКЦИОННЫЙ УЗЕЛ | 2001 |
|
RU2268807C2 |
| УЗЕЛ ЦИЛИНДРА ПОДГОТОВКИ МАТЕРИАЛА | 2001 |
|
RU2254993C2 |
| Машина для литья под давлениемАРМиРОВАННыХ издЕлий | 1979 |
|
SU821176A1 |
| Литьевая машина для пластмасс | 1987 |
|
SU1694406A1 |
| УЗЕЛ ЦЕНТРАЛЬНОГО ЛИТНИКОВОГО КАНАЛА | 2003 |
|
RU2297303C2 |
| СТЕНД, ЛИТЕЙНАЯ ФОРМА И СПОСОБ ЛИТЬЯ, В ЧАСТНОСТИ, ГОЛОВОК БЛОКОВ ЦИЛИНДРОВ ДВИГАТЕЛЕЙ | 2003 |
|
RU2328360C2 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ БЕЗЛИТНИКОВОГО ФОРМОВАНИЯ ТЕРМОРЕАКТИВНОЙ СМОЛЫ И РЕЗИНЫ | 2002 |
|
RU2283229C2 |
| СПОСОБ И УСТРОЙСТВО СОПРЯЖЕНИЯ ТРУБОПРОВОДОВ С РАСПЛАВОМ В ФОРМОВОЧНОЙ МАШИНЕ И/ИЛИ ЛИТНИКОВОЙ СИСТЕМЕ | 2005 |
|
RU2335395C1 |
| Литьевая машина для пластмасс | 1988 |
|
SU1563994A1 |