Изобретение относится к переработке пластмасс, в частности к литьевым машинам для пластмасс.
Цель изобретения - повышение надежности машины в работе.
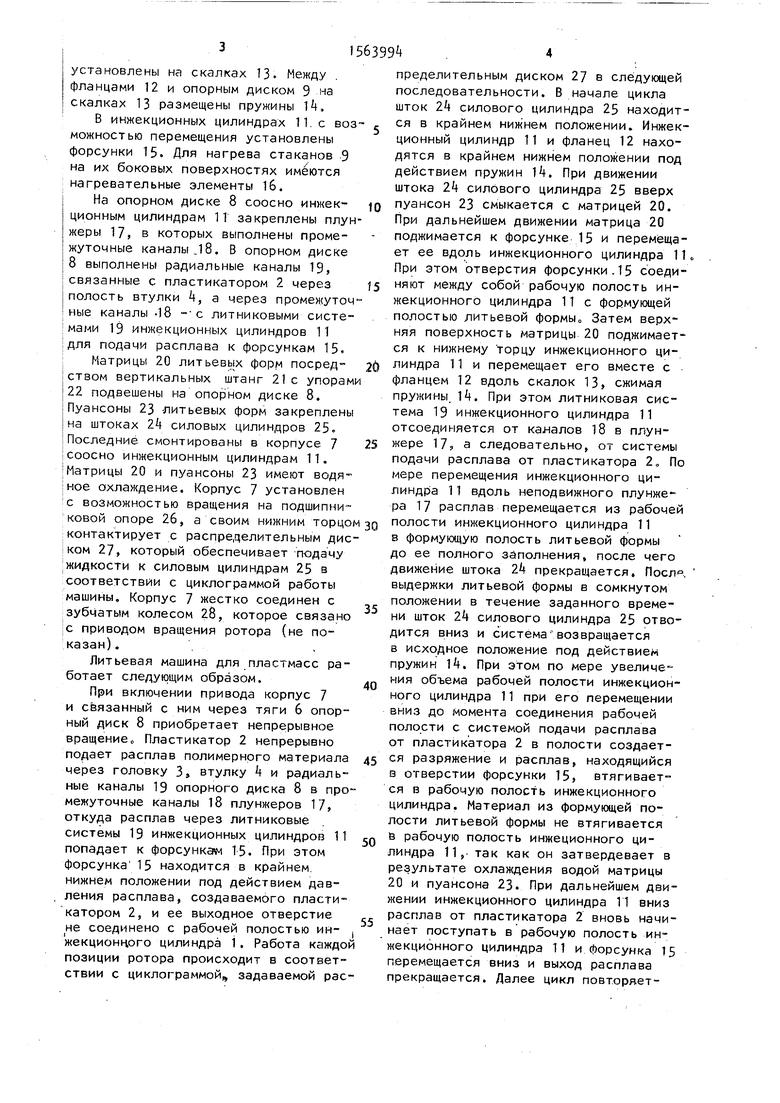
На фиг. 1 схематически изображена предлагаемая машина; на фиг, 2 разрез А-А на фиг. 1.
Литьевая машина для пластмасс содержит установленный на станине 1 пластикатор 2, жестко соединенный с переходной головкой 3 и втулкой 4 и связанный со втулкой с возможностью
относительного вращения ротор 5, посредством тяг 6 жестко соединенный с цилиндрическим корпусом 7.
Ротор 5 выполнен в виде опорного диска 8 с закрепленными на его периферии параллельно центральной оси ротора обогреваемыми стаканами 9. Опорный диск 8 связан со втулкой 4 через гильзу 10, В стаканах 9 с возможностью относительного аксиального перемещения смонтированыинжекционные цилиндры 11, имеющие на верхних торцах фланцы Ь . Фланцы 12 подвижно
ел
а
со со
QO
-U
10
установлены на скалках 13. Между фланцами 12 и опорным диском 9 на скалках 13 размещены пружины 14.
В инжекционных цилиндрах 11 с возможностью перемещения установлены форсунки 15. Для нагрева стаканов 9 на их боковых поверхностях имеются нагревательные элементы 16.
На опорном диске 8 соосно инжек- ционным цилиндрам 11 закреплены плунжеры 17, в которых выполнены промежуточные каналы ,18. В опорном диске 8 выполнены радиальные каналы 19, связанные с пластикатором 2 через 15 полость втулки 4, а через промежуточные каналы -18 - с литниковыми системами 19 инжекционных цилиндров 11 для подачи расплава к форсункам 15.
Матрицы 20 литьевых форм посред- 2U ством вертикальных штанг 21 с упорами 22 подвешены на опорном диске 8. Пуансоны 23 литьевых форм закреплены на штоках 24 силовых цилиндров 25. Последние смонтированы в корпусе 7 соосно инжекционным цилиндрам 11. Матрицы 20 и пуансоны 23 имеют водяное охлаждение. Корпус 7 установлен с возможностью вращения на подшипни156399 +4
пределительным диском 27 в следующей последовательности. В начале цикла шток 2k силового цилиндра 25 находится в крайнем нижнем положении. Инжек- ционный цилиндр 11 и фланец 12 находятся в крайнем нижнем положении под действием пружин 14. При движении штока 2k силового цилиндра 25 вверх пуансон 23 смыкается с матрицей 20. При дальнейшем движении матрица 20 поджимается к форсунке 15 и перемещает ее вдоль инжекционного цилиндра И. При этом отверстия форсунки. 15 соединяют между собой рабочую полость инжекционного цилиндра 11 с формующей полостью литьевой формы Затем верхняя поверхность матрицы 20 поджимается к нижнему торцу инжекционного цилиндра 11 и перемещает его вместе с фланцем 12 вдоль скалок 13 сжимая пружины. 14. При этом литниковая система 19 инжекционного цилиндра 11 отсоединяется от каяалов 18 в плунжере 17, а следовательно, от системы подачи расплава от пластикатора 2, По мере перемещения инжекционного цилиндра 11 вдоль неподвижного плунжера 17 расплав перемещается из рабочей
25
ковой опоре 26, а своим нижним торцом зо полости инжекционного цилиндра 11
в формующую полость литьевой формы до ее полного заполнения, после чего движение штока 24 прекращается. Посл°, выдержки литьевой формы в сомкнутом положении в течение заданного времени шток 24 силового цилиндра 25 отводится вниз и система возвращается в исходное положение под действием пружин 14. При этом по мере увеличения объема рабочей полости инжекционного цилиндра 11 при его перемещении вниз до момента соединения рабочей полости с системой подачи расплава от пластикатора 2 в полости создается разряжение и расплав, находящийся в отверстии форсунки 15, втягивается в рабочую полость инжекционного цилиндра. Материал из формующей полости литьевой формы не втягивается в рабочую полость инжеционного цилиндра 11,- так как он затвердевает в результате охлаждения водой матрицы 20 и пуансона 23. При дальнейшем движении инжекционного цилиндра 11 вниз расплав от пластикатора 2 вновь начинает поступать в рабочую полость инжекционного цилиндра 11 и форсунка 15 перемещается вниз и выход расплава прекращается. Далее цикл повторяетконтактирует с распределительным диском 27, который обеспечивает подачу жидкости к силовым цилиндрам 25 в соответствии с циклограммой работы машины. Корпус 7 жестко соединен с зубчатым колесом 28, которое связано с приводом вращения ротора (не показан).
Литьевая машина для пластмасс работает следующим образом.
При включении привода корпус 7 и связанный с ним через тяги 6 опорный диск 8 приобретает непрерывное вращение Пластикатор 2 непрерывно подает расплав полимерного материала через головку 3 втулку 4 и радиальные каналы 19 опорного диска 8 в промежуточные каналы 18 плунжеров 17, откуда расплав через литниковые системы 19 инжекционных цилиндров 11 попадает к форсункам 15. При этом форсунка 15 находится в крайнем нижнем положении под действием давления расплава, создаваемого пласти- катером 2, и ее выходное отверстие не соединено с рабочей полостью ин- жекционного цилиндра 1. Работа каждо позиции ротора происходит в соответствии с циклограммой,, задаваемой рас
о полости инжекционного цилиндра 11
0
5
0
5
в формующую полость литьевой формы до ее полного заполнения, после чего движение штока 24 прекращается. Посл°, выдержки литьевой формы в сомкнутом положении в течение заданного времени шток 24 силового цилиндра 25 отводится вниз и система возвращается в исходное положение под действием пружин 14. При этом по мере увеличения объема рабочей полости инжекционного цилиндра 11 при его перемещении вниз до момента соединения рабочей полости с системой подачи расплава от пластикатора 2 в полости создается разряжение и расплав, находящийся в отверстии форсунки 15, втягивается в рабочую полость инжекционного цилиндра. Материал из формующей полости литьевой формы не втягивается в рабочую полость инжеционного цилиндра 11,- так как он затвердевает в результате охлаждения водой матрицы 20 и пуансона 23. При дальнейшем движении инжекционного цилиндра 11 вниз расплав от пластикатора 2 вновь начинает поступать в рабочую полость инжекционного цилиндра 11 и форсунка 15 перемещается вниз и выход расплава прекращается. Далее цикл повторяется и аналогичен для всех рабочих позиций ротора инжекциио
Предлагаемая литьевая машина позволяет снизить энергоемкость получения продукции и повысить ее качество.
формула изобретения
1. Литьевая машина для пластмасс, содержащая ротор, жестко соединенный со связанным с приводом вращения цилиндрическим корпусом, смонтированные на роторе инжекционные Цилиндры с форсунками для подачи расплава в литьевые формы, расположенные в инжекционных цилиндрах с возможностью относительного аксиального перемещения плунжеры, связанный с ротором ин- жекции посредством втулки пластикатор соединенные с последним через полость гильзы и радиальные каналы литниковые системы для подачи расплава к форсункам и смонтированные на корпусе соосно с инжекционными цилиндрами
0
0
силовые цилиндры, отличающаяся тем, что, с целью повышения надежности машины в работе, ротор выполнен в виде опорного диска с закрепленными по его периферии параллельно центральной оси ротора обогреваемыми стаканами, инжекционные цилиндры смонтированы в стаканах с возможностью относительного аксиального перемещения и подпружинены относительно опорного диска, а плунжеры закреплены на опорном диске соосно с инжекционными цилиндрами, причем 5 матрицы литьевых форм посредством вертикальных штанг с упорамиЧюдве шены на опорном диске, а пуансоны литьевых форм закреплены на штоках силовых цилиндров.
2. Машина по п. 1, отличающаяся тем, что радиальные каналы выполнены в опорном диске и связаны с литниковой системой ю- средством промежуточных каналов, выполненных в плунжерах.
5

| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая машина для пластмасс | 1990 |
|
SU1713822A1 |
| Литьевая машина для пластмасс | 1976 |
|
SU695834A1 |
| Литьевая машина для пластмасс | 1987 |
|
SU1694406A1 |
| Роторная литьевая машина для термопластов | 1990 |
|
SU1722854A1 |
| Роторная машина для литья изделий из термопластов | 1990 |
|
SU1763222A1 |
| Роторно-конвейерная линия для литья деталей из термопластичных материалов | 1989 |
|
SU1680540A1 |
| Установка для литья деталей из термопластичных материалов | 1983 |
|
SU1130490A1 |
| Роторная литьевая машина | 1990 |
|
SU1717389A1 |
| Ротор инжекции роторно-конвейерной литьевой машины | 1989 |
|
SU1703474A1 |
| ЛИТЬЕВОЙ ИНЖЕКЦИОННЫЙ РОТОР | 1992 |
|
RU2097188C1 |
Изобретение относится к переработке пластмасс, в частности к литьевым машинам для пластмасс. Цель изобретения - повышение надежности машины в работе. Для этого ротор выполнен в виде опорного диска 8 с закрепленными по его периферии параллельно центральной оси ротора обогреваемыми стаканами 9. Инжекционные цилиндры 11 смонтированы в стаканах 9 с возможностью относительного аксиального перемещения и подпружинены относительно опорного диска 8. Плунжеры 17 закреплены на диске 8 соосно цилиндрам 11. Матрицы 20 литьевых форм посредством вертикальных штанг 21 с упорами 22 подвешены на диске 8. Пуансоны литьевых форм закреплены на штоках 24 силовых цилиндров 25. В диске 8 выполнены радиальные каналы 19, связанные с пластикатором 2 и через промежуточные каналы 18 плунжеров 17 с литниковыми системами инжекционных цилиндров. После окончания заливки расплава в литьевую форму расплав из каналов форсунки 15 втягивается в полость инжекционного цилиндра 11, а затем форсунка опускается и запирает выход расплава из цилиндра 11. 1 з.п. ф-лы, 2 ил.
20
Фаг. 2
| ЛИТЬЕВАЯ МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОЦВЕТТТБТХИЗДЕЛИЙ | 0 |
|
SU318482A1 |
| Солесос | 1922 |
|
SU29A1 |
| Литьевая машина для пластмасс | 1976 |
|
SU695834A1 |
| Солесос | 1922 |
|
SU29A1 |
