Изобретение относится к переработке пластмасс методом литья под давлением, в частности к роторно-конвейерным машинам.
Цель изобретения - повышение надежности машины при литье деталей с центральным отверстием.
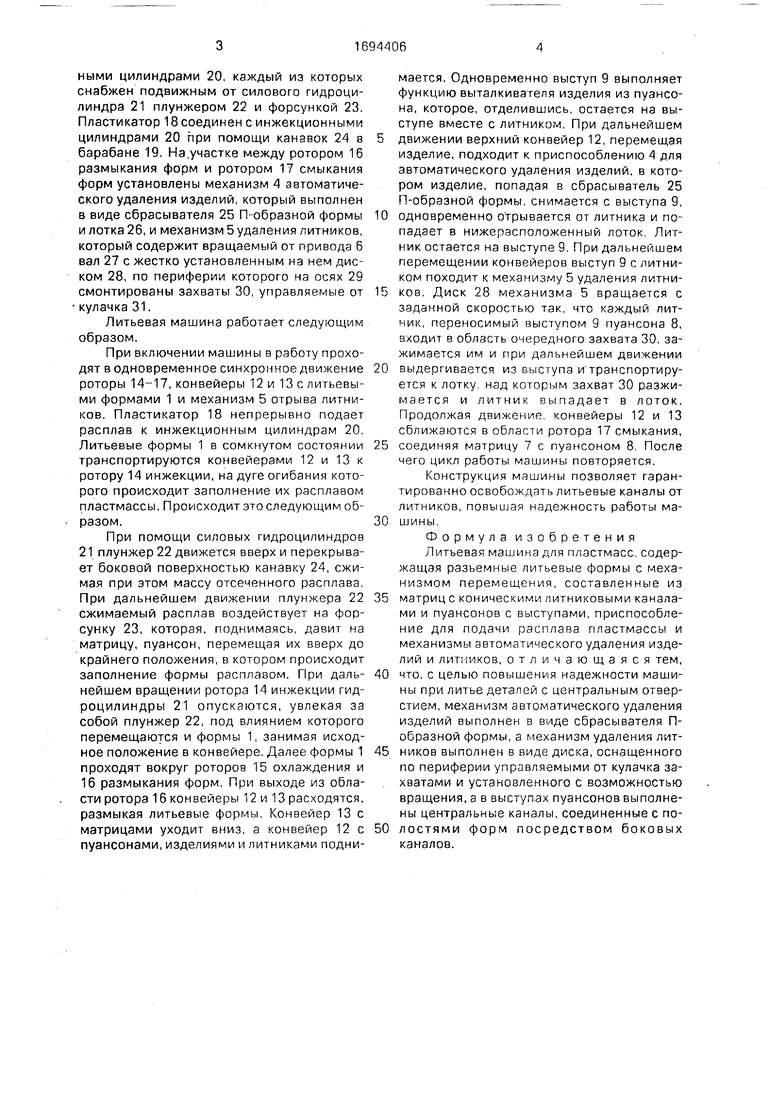
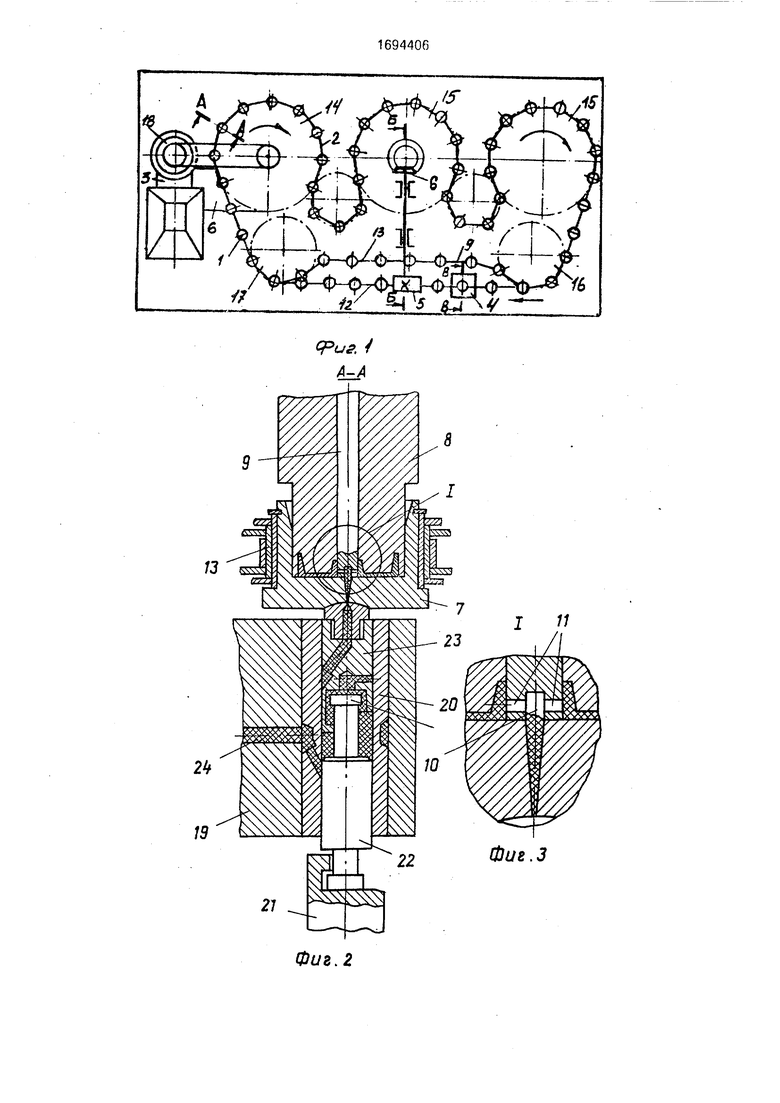
На фиг. 1 изображено устройство, общий вид, схема; на фиг. 2 - разрез А-А на фиг. 1.; на фиг. 3 - выступ пуансона; на фиг. 4 - разрез В-В на фиг. 1, съем изделия; на фиг. 5 - разрез Б-Б на фиг. 1, съем литника.
Литьевая машина для пластмасс пред- ставляет собой роторно-конвейерную машину, которая содержит литьевые формы 1, механизм 2 их перемещения, приспособление 3 для подачи расплава пластмассы, механизм 4 автоматического удаления изделий, механизм 5 удаления литников и
привод 6 синхронного вращения роторов. Литьевые формы 1 состоят из матрицы 7 с коническими литниковыми каналами и пуансона 8 с выступом 9, в котором выполнен центральный канал 10, соединенный с полостью формы канапами 11. Механизм 2 перемещения форм состоит из двух замкнутых цепных конвейеров-верхнего 12 и нижнего 13, которые поспедоватепьно огибают роторы 14 инжекции, 15 охлаждения, 16 размыкания форм и 17 смыкания форм. При этом в шарнирах нижнего конвейера 13 расположены матрицы 7, а в шарнирах верхнего конвейере 12 - пуансоны 8. Приспособление 3 для подачи расплава пластмассы включает пластикатор 18 и ротор 14 инжекции, содержащий барабан 19, на периферии которого выполнены сквозные отверстия с жестко установленными в них инжекционО
ю
4
О
сь
ыми цилиндрами 20, каждый из которых набжен подвижным от силового гидроцииндра 21 плунжером 22 и форсункой 23. ластикатор 18 соединен синжекционными цилиндрами 20 при помощи канавок 24 в арабане 19. На.участке между ротором 16 размыкания форм и ротором 17 смыкания орм установлены механизм 4 автоматичекого удаления изделий, который выполнен в виде сбрасывателя 25 П-образной формы и лотка 26, и механизм 5 удаления литников, который содержит вращаемый от привода 6 вал 27 с жестко установленным на нем диском 28, по периферии которого на осях 29 монтированы захваты 30, управляемые от кулачка 31.
Литьевая машина работает следующим образом.
При включении машины в работу проходят в одновременное синхронное движение роторы 14-17, конвейеры 12 и 13с литьевыми формами 1 и механизм 5 отрыва литников. Пластикатор 18 непрерывно подает расплав к инжекционным цилиндрам 20. Литьевые формы 1 в сомкнутом состоянии транспортируются конвейерами 12 и 13 к ротору 14 инжекции, на дуге огибания которого происходит заполнение их расплавом пластмассы. Происходит эго следующим образом.
При помощи силовых гидроцилиндров 21 плунжер 22 движется вверх и перекрывает боковой поверхностью канавку 24, сжимая при этом массу отсеченного расплава. При дальнейшем движении плунжера 22 сжимаемый расплав воздействует на форсунку 23, которая, поднимаясь, давит на матрицу, пуансон, перемещая их вверх до крайнего положения, в котором происходит заполнение формы расплавом. При дальнейшем вращении ротора 14 инжекции гидроцилиндры 21 опускаются, увлекая за собой плунжер 22, под влиянием которого перемещаются и формы 1, занимая исходное положение в конвейере. Далее формы 1 проходят вокруг роторов 15 охлаждения и 16 размыкания форм. При выходе из области ротора 16 конвейеры 12 и 13 расходятся. размыкая литьевые формы. Конвейер 13 с матрицами уходит вниз, а конвейер 12 с пуансонами, изделиями и литниками поднимается. Одновременно выступ 9 выполняет функцию выталкивателя изделия из пуансона, которое, отделившись, остается на выступе вместе с литником. При дальнейшем
движении верхний конвейер 12, перемеш,ая изделие, подходит к приспособлению 4 для автоматического удаления изделий, в котором изделие, попадая в сбрасыватель 25 П-образной формы, снимается с выступа 9,
одновременно отрывается от литника и попадает в нижерасположенный лоток Литник остается на выступе 9. При дальнейшем перемещении конвейеров выступ 9 с литником походит к механизму 5 удаления литников. Диск 28 механизма 5 вращается с заданной скоростью так, что каждый лит- чик, переносимый выступом 9 пуансона 8, входит в область очередного захвата 30, зажимается им и при дальнейшем движении
выдергивается из выступа и транспортируется к лотку над которым захват 30 разжимается и литник выпадает в лоток. Продолжая движение конвейеры 12 и 13 сближаются в области ротора 17 смыкания,
соединяя матрицу 7 с пуансоном 8 После чего цикл работы машины повторяется.
Конструкция машины позволяет гарантированно освобождать литьевые каналы от литников, повышая надежность работы машины
Формула изобретения Литьевая машина для пластмасс, содержащая разъемные литьевые формы с механизмом перемещения, составленные из
матриц с коническими литниковыми каналами и пуансонов с выступами, приспособление для подачи расплава пластмассы и механизмы автоматического удаления изделий и литников, отличающаяся тем,
что, с целью повышения надежности машины при литье деталей с центральным отверстием, механизм автоматического удаления изделий выполнен в виде сбрасывателя П- образной формы, а механизм удаления литников выполнен в виде диска, оснащенного по периферии управляемыми от кулачка захватами и установленного с возможностью вращения, а в выступах пуансонов выполнены центральные каналы, соединенные с полостями форм посредством боковых каналов.
Ј ЗПф
LZ
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для литья деталей из термопластичных материалов | 1983 |
|
SU1130490A1 |
| Роторно-конвейерная линия для изготовления изделий из термопластов | 1989 |
|
SU1799327A3 |
| Роторная машина для литья изделий из термопластов | 1990 |
|
SU1763222A1 |
| Литьевая форма для изготовления полимерных изделий на роторно-конвейерной литьевой машине | 1989 |
|
SU1692854A1 |
| Литьевая форма для изготовления полимерных изделий на роторно-конвейерной литьевой машине | 1990 |
|
SU1713823A1 |
| Устройство для герметизации секций конденсаторов | 1980 |
|
SU868851A1 |
| Роторная литьевая машина для термопластов | 1990 |
|
SU1722854A1 |
| Литьевая машина для пластмасс | 1990 |
|
SU1713822A1 |
| Роторно-конвейерная линия для литья деталей из термопластичных материалов | 1989 |
|
SU1680540A1 |
| Литьевая машина для пластмасс | 1976 |
|
SU695834A1 |
Изобретение относится к переработке пластмасс методом литья под давлением, в частности к роторно-конвейерным машинам. Цель изобретения - повышение надежности машины при литье деталей с центральным отверстием. Для этого устройство снабжено разъемными литьевыми формами с механизмом перемещения, составленными из матриц с коническими литниковыми каналами, а пуансонов с выступами, приспособлением для подачи расплава пластмассы, механизмом автоматического удаления изделий, который выполнен в виде сбрасывателя П-обрззной формы и лотка, а механизм удаления литников выполнен в виде диска, оснащенного по периферии управляемыми от кулачка захватами и установленного с возможностью вращения, а в выстулач пуансонов выполнены центральные каналы, соединенные с полостями форм посредством боковых каналов. 5 ил. т
9Л
//
г
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ | 0 |
|
SU388861A1 |
| Солесос | 1922 |
|
SU29A1 |
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
