Станки ДЛЯ сборки сердечников запальных свечей двигателей внутреннего сгарания, состоящие из круглого верстака с отверстиями, над которыми для выполнения отдельных операпий по сбор.ке размещены соответствующие приспособления, а под верстачной доской расположен периодически вращаемый диск с гнездами для изоляторов, известны.
В предлагаемом станке диск выполнен периодически переставным по вертикали порредством эксцентрика, который одновременно управляет съемником готовых сердечников, причем перемещение последнего происходит при помощи рычага, взаимодействующего с эксцентриком.
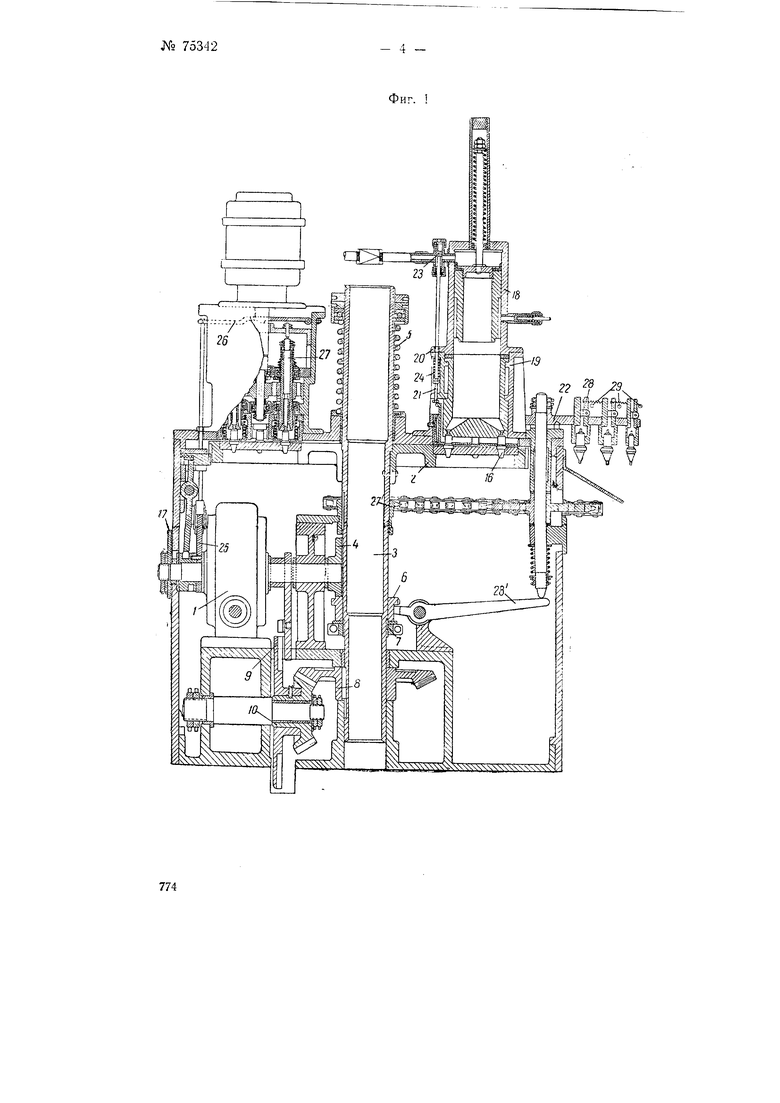
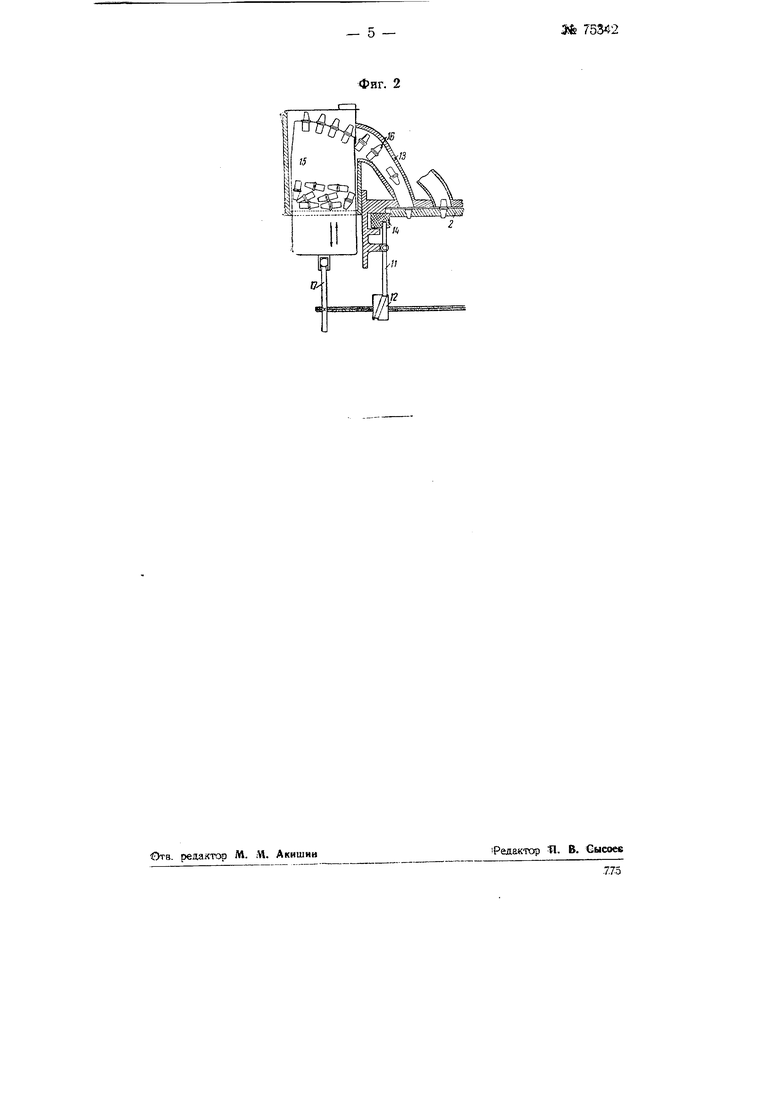
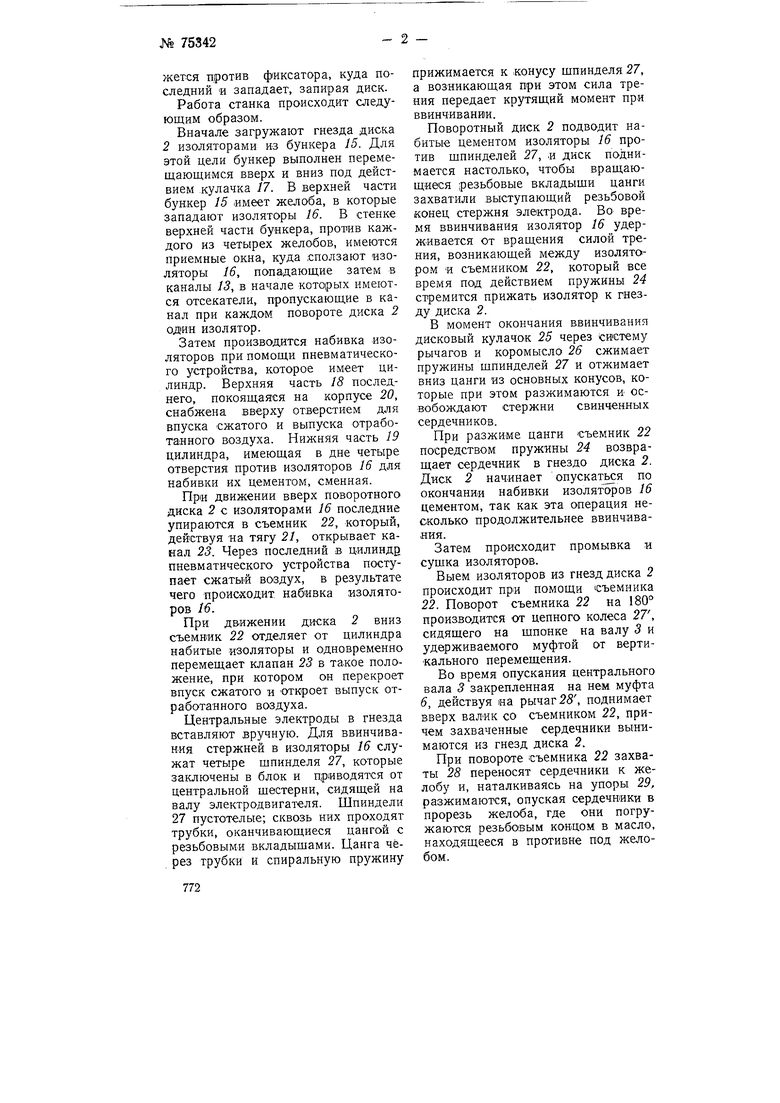
На фиг. 1 .изображен общий вид предлагаемого станка с частичным разрезом; на фиг. 2 - загрузка гнезд диска изоляторами из бункера.
Предлагаемый станок для сборки сердечников запальных свечей двигателей внутреннего сгорания состоит из диска 2, жестко закрепленного на центральном валу 5, который поворачивается мальтийским крестом 9 ,и перемещается вверх под действием спиральной пружины 5, а 49
вниз под действием эксцентрика 4, который через муфту 6 и резьбовое упорное кольцо 7 отжимает центральный вал 3 и диск 2 вниз; червячного редуктора /, приводимого во вращение от электромотора, причем на валу редуктора, являющегося распределительным валом, закреплены кулачки, управляющие движениями станка; мальтийского креста 9, через конические щестерни 10 и 8 поворачивающего диск 2 на Vs часть окружности.
Во время , подъема и. опускания поворотного диска 2 последний фиксируется относительно верстака в таком положении, при котором находящиеся в гнездах диска 2 изоляторы располагаются точно против приспособлений, выполняющих отдельные операции.
Когда диск 2 займет нижнее положевие, барабанный кулачок 12 (фиг. 2) посредством рычага // выводит фиксатор 14 из гнезда диска. Затем, как было указано выще, диск поворачивается на Vs часть окружности. Перед окончанием поворота кулачок 12 освобождает пружину фиксатора, а последний под действием пружины прижимается к диску и скользит по его поверхности до тех пор, пока гнездо диска не ока771
жегся против фиксатора, куда последний И западает, запирая диск.
Работа станка происходит следующим образом.
Вначале загружают гнезда диска 2 изоляторами из бункера 15. Для этой цели бункер выполнен перемещающимся вверх и вниз под действием .кулачка 17. В верхней части бункер 15 имеет желоба, в которые западают изоляторы 16. В стенке верхней части бункера, пробив каждого из четырех желобов, имеются приемные окна, куда сползают изоляторы 6, попадающие затем в каналы 13, в начале которых имеются отсекатели, пропускающие в канал при каждом повороте диска 2 один изолятор.
Затем производится набивка изоляторов при помощи пневматического устройства, которое имеет цилиндр. Верхняя часть 18 последнего, покоящаяся на корпусе 20, снабжена вверху отверстием для впуска -сжатого и выпуска отработаиного воздуха. Нижняя часть 19 цилиндра, имеющая в дне четыре отверстия против изоляторов 16 для набивки их цементом, сменная.
При движении вверх поворотного диска 2 с изоляторами 16 последние упираются в съемник 22, который, действуя на тягу 21, открывает канал 23. Через последний в цилиндц пневматического устройства поступает сжатый воздух, в результате чего происходит набивка изоляторов 16.
При движении диска 2 вниз съемник 22 отделяет от цилиндра набитые изоляторы и одновременно перемещает клапан 23 в такое положение, при котором он перекроет впуск сжатого и откроет выпуск отработанного воздуха.
Центральные электроды в гнезда вставляют вручную. Для ввинчивания стержней в изоляторы 16 служат четыре шпинделя 27, которые заключены в блок и приводятся от центральной шестерни, сидящей на валу электродвигателя. Шпиндели 27 пустотелые; сквозь них проходят трубки, оканчивающиеся цангой с резьбовыми вкладышами. Цанга через трубки и спиральную пружину
прижимается к конусу шпинделя 27, а возникающая при этом сила трения передает крутящий момент при ввинчивании.
Поворотный диск 2 подводит набитые цементом изоляторы 16 против шпинделей 27, .и диск поднимается настолько, чтобы вращающиеся -резьбовые вкладыши цанги захватили выступающий резьбовой конец стержня электрода. Во время ввинчивания изолятор 16 удерживается от вращения силой трения, возникающей между изолятором и съемником 22, который все время под действием пружины 24 стремится прижать изолятор к гнезду диска 2.
В момент окончания ввинчивания дисковый кулачок 25 через систему рычагов и коромысло 26 сжимает пружины шпинделей 27 и отжимает вниз цанги из основных конусов, которые при этом разжимаются и освобождают стержни свинченных сердечников.
При разжиме цанги съемник 22 посредством пружины 24 возвращает сердечник в гнездо диска 2. Диск 2 начинает опускаться по окончании набивки изоляторов 16 цементом, так как эта операция несколько продолжительнее ввинчивания.
Затем происходит промывка и сушка изоляторов.
Выем изоляторов из гнезд диска 2 происходит при помощи съемника 22. Поворот съемника 22 на 180° производится от цепного колеса 27, сидящего на шпонке на валу 5 и удерживаемого муфтой от вертикального перемещения.
Во время опускания центрального вала 3 закрепленная на нем муфта 6, действуя на рычаг 25, поднимает вверх валик со съемником 22, причем захваченные сердечники вынимаются из гнезд диска 2.
При повороте съемника 22 захваты 28 переносят сердечники к желобу и, наталкиваясь на упоры 29, разжимаются, опуская сердечники в прорезь желоба, где они погружаются резьбовым концом в масло, находящееся в противне под желобом.
Предмет изобретения
1. Станок для сборки сердечников запальных свечей двигателей внутреннего сгорания, выполненный в виде круглого верстака с отверстиями, над которыми размещены приспособления для выполнения отдельных операций по сборке, с расположенным под верстачной доской периодически вращаемым диском с гнездами для изоляторов, отличающийся тем, что диск выполнен периодически переставным по вертикали от эксцентрика, одновременно управляющего съемником готовых сердечников.
2. Форма выполнения станка по п. 1, отличающаяся тем, что для перемещения съемникапредназначен рычаг 28, взаимодействующий, с одной стороны, с муфтой 6, а с другой - со съемником 22.
/7 
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для монтажа сердечников с изоляторами запальных свечей | 1956 |
|
SU109092A1 |
| СТАНОК ДЛЯ СБОРКИ | 1964 |
|
SU162464A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ФАРФОРОВЫХ ИЗОЛЯТОРОВ | 1940 |
|
SU60259A1 |
| Верстачный сверлильный станок | 1922 |
|
SU6282A1 |
| Роторный автомат питания | 1988 |
|
SU1537455A1 |
| Станок для армирования нижнего конца уточного патрона металлической обоймой | 1951 |
|
SU94532A1 |
| ВСЕСОЮЗНА Pi г «rrJifUO ТГ"-??!!.?!'"'";'JC | 1973 |
|
SU369981A1 |
| Токарно-револьверный автомат | 1979 |
|
SU882703A1 |
| ПОЛУАВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ПОЛИРОВАНИЯ ЦАПФ ТРИБОВ ЧАСОВЫХ МЕХАНИЗМОВ | 1949 |
|
SU85337A1 |
| Приспособление в папиросных машинах для сортировки папирос | 1928 |
|
SU14127A1 |