Предлагаемый станок предназначается для изготовления фарфоровых изоляторов, преимущественно для автосвечей, механической обработкой соответственно отформованных заготовок.
Для изготовления фарфоровых изоляторов уже известны автоматические станки с использованием периодически поворачивающегося барабана со шпинделями, расположенными в нем по окружности для последовательной пооперационной обработки отформованных заготовок.
Станок, составляющий предмет настоящего изобретения, отличается от известных станков подобного рода тем, что в нем кроме главного карусельного стола для обработки наружной поверхности заготовок, применен еще второй карусельный стол, служащий для обработки заготовок с торцев. Ось второго стола расположена параллельно оси первого. Второй стол снабжен зажимными приспособлениями для захвата заготовок с первого стола и подвода их к инструментам, осуществляющим торцевую обработку. Торцевая обработка может заключаться, например, в выемке шлица на головке изолятора, нарезке внутренней или внешней резьбы и т.п. Специально для автосвечных изоляторов станок должен производить кроме обточки боковой и торцевой частей изолятора рассверловку канала свечи и нарезку в нем резьбы.
При предлагаемом устройстве станка достигается высокая производительность благодаря тому, что весь процесс производства, например, автосвечного изолятора, разбит на ряд отдельных операций (восемь операций), причем одновременно обрабатывается несколько (например, одиннадцать) изделий.
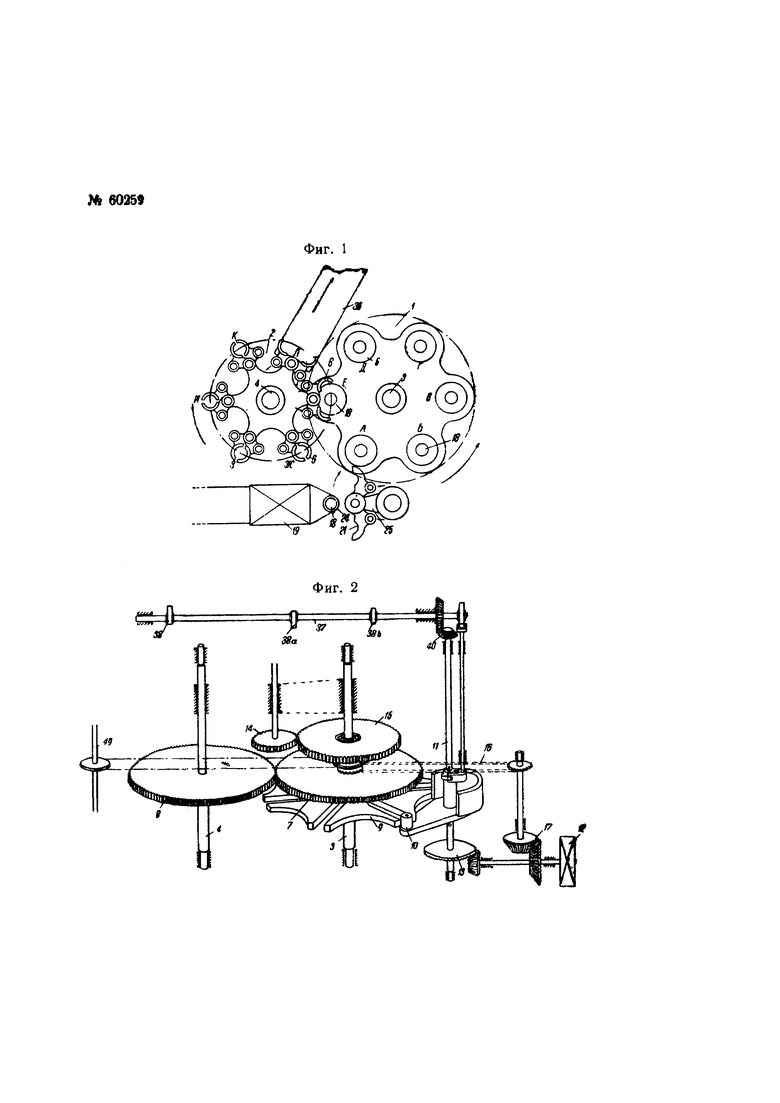
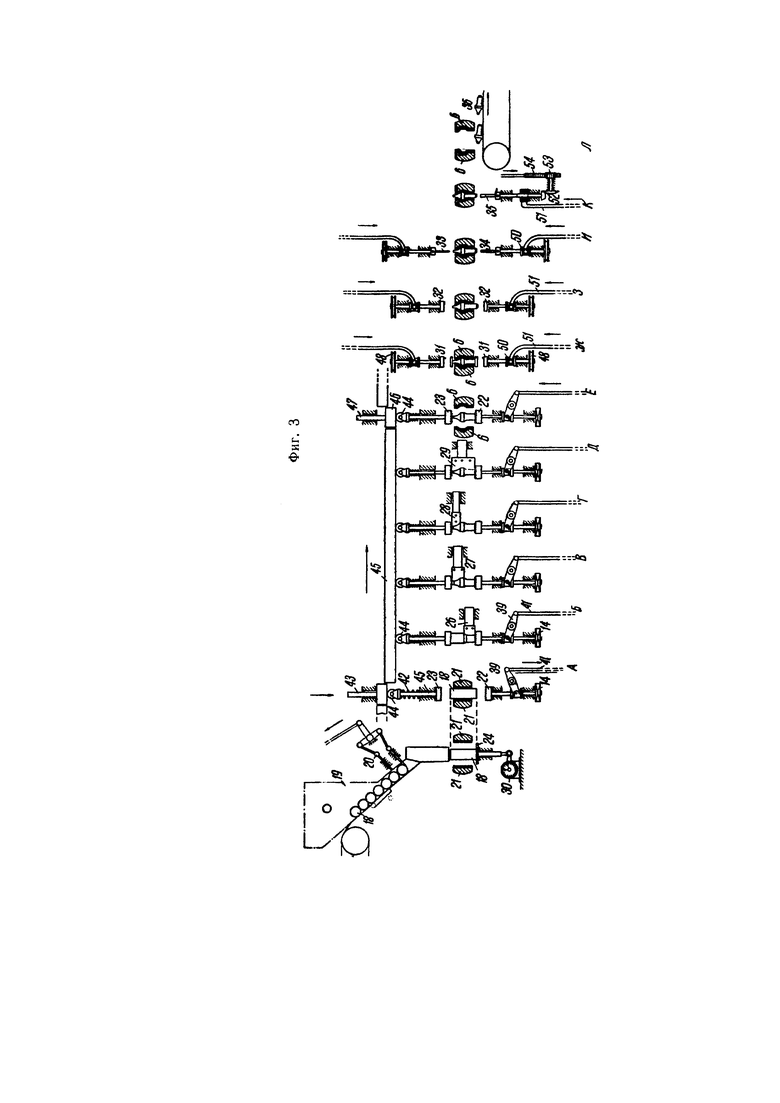
На фиг. 1 дана общая схема предлагаемого станка в форме выполнения его, предназначенной, как уже упоминалось выше, для обработки изоляторов для автосвечей; на фиг. 2 - кинематическая схема привода станка; на фиг - 3 - развернутая схема станка в различных положениях рабочих органов в течение одного полного цикла действия.
Основной частью станка являются два карусельных стола 1 и 2 (фиг. 1), периодически поворачивающиеся каждый раз на 60° вокруг параллельных вертикальных осей 3 и 4 (фиг. 1 и 2).
Стол 1 имеет шесть гнезд 5, а стол 2 такое же количество зажимов 6.
Взаимное согласование вращения обоих столов получается при помощи сцепляющихся между собой шестерен 7 и 8 (фиг. 2), насаженных на вертикальные оси 3 и 4 столов 1 и 2.
Столы 1 и 2 периодически поворачиваются каждый раз на 60° механизмами мальтийского креста 9, вращаемого кулачком 10, который укреплен на оси 11, получающей вращение от привода 12 через пару конических шестерен 13.
Стол 1 несет шесть пар патронов 22 и 23, расположенных в каждой паре один над другим, причем ведущими являются нижние. Патроны непрерывно вращаются (100 об/мин) шестернями 14, сцепляющимися с общим зубчатым колесом 15, свободно вращающимся на вертикальной оси 3 и приводимым во вращение цепной передачей 16 через коническую передачу 17 оси привода 12. В этих патронах укрепляется обрабатываемая заготовка.
Автосвеча на предлагаемом станке обрабатывается следующим образом (фиг. 3).
Заготовка 18 из бункера 19 или с транспортера сушилпитателем 20 подается на горизонтальную площадку 24, с которой рычагом 25 с захватами 21 подается в патроны 22 и 23 первого стола. При этом оси заготовки и патронов совпадают.
Каждое поступление новой заготовки на площадку 24 отмечается счетчиком 30, дающим таким образом непрерывный учет производства автосвечей.
Как только заготовка расположится между патронами 22 и 23, последние сходятся и зажимают ее с торцев (положение А). Захваты 21 подающего рычага 25 освобождают заготовку и становятся в исходное положение, готовые к очередной подаче.
При следующем повороте стола 1 патроны 22 и 23 начинают вращаться, и в положении Б боковая поверхность заготовки подвергается обработке резцом 26. Такая же операция обработки резцами 27 и 28 повторяется при последующих поворотах стола и положениях В и Г. При положении Д может быть введено заглаживание изделия инструментом 29. При дальнейшем повороте стола вращение патронов 22 и 23 прекращается, и изделие оказывается между зажимами стола 2 (положение Е). Зажимы 6 немедленно сходятся и зажимают неподвижное изделие, после чего патроны отходят в исходное положение, готовые при следующем повороте стола 1 из положения Е в положение А снова принять очередную заготовку. Таким образом, незаконченное изделие передается со стола 1 на стол 2 для дальнейшей обработки.
Заготовка, обработанная с боков и зажатая в зажиме 6, при вращении стола 2 попадает последовательно в положения Ж и З и обрабатывается с торцев вращающимися резцами 31 и 32, принимая окончательно профиль автосвечи.
Затем в следующем положений 11 сверлами 33 и 34 с обеих сторон одновременно рассверливается канал свечи, и в положении К поднимающимся снизу метчиком 35 нарезается резьба в канале свечи.
При дальнейшем повороте стола 2 в положение Л зажимы 6 расходятся, и освободившееся готовое изделие выпадает на транспортер 36.
Для выполнения всех операций сверху над обоими столами проходит горизонтальный кулачковый вал 37, который управляет подачей резцов, зажимом заготовки и подобными операциями. Кулачковый вал 37 делает один оборот за 2 сек., после чего все операции повторяются.
Кулачковый вал 37 получает вращение через коническую передачу 40 от вертикального валика 11, приводимого во вращение от привода 12 через коническую пару шестерен 13.
Перемещение нижних патронов 22 стола 1 при его переходе от положения А через все промежуточные Б, В, Г, Д, Е снова в А происходит при помощи рычажков 39 с тягами 41, получающими вертикальное перемещение от кольцеобразной неподвижной кулачковой направляющей, расположенной под столом 1.
Верхний патрон 23, стремящийся под действием пружины 42 занять наивысшее положение, в положении А стола 1 отводится вниз действием одного из кулачков 38 валика 37 на штангу 43, нажимающую на ролик 44 шпинделя 45 патрона 23.
Выйдя из положения А, ролик 44 попадает под неподвижное направляющее кольцо 45, по которому катится до положения Е, заставляя патроны 22 и 23 зажать заготовки 18. В таком положении ролик 44 упирается в подвижную в вертикальном направлении площадку 46 до тех пор, пока полуобработанная заготовка не будет захвачена зажимами 6. Затем шток 47 площадки 46, удерживавшийся в замкнутом положении эксцентриком 38а валика 37, отходит кверху, и патроны 22 и 23 разжимаются и переходят в таком состоянии в положение А. Заготовка, удерживаемая зажимами 6-6, переходит на другой стол последовательно из положения Е в положения З, И, К и Л.
Вращение торцевых резцов и сверл производится при помощи желобчатых шкивов 48, получающих вращение посредством бесконечных шнуров от вертикальной оси 49 (фиг. 2), в свою очередь получающей привод от шестерни 15, которая приводится во вращение через цепную передачу 16 и коническую 17 от главного привода 12. Резцы и сверла перемещаются вверх и вниз передвижными муфтами 50 и штангами 51 от кольцевых кулачковых на-направляющих, расположенных под столом 2 и над ним.
Метчик 35, нарезающий внутреннюю резьбу, получает движение вверх и вниз также от штанги 51, вращение же сообщается ему через коническую передачу 52 шестерней 53, сцепляющейся с рейкой 54, управляемой эксцентриком 38 на валике 37.
Станок для изготовления фарфоровых изоляторов путем механической обработки отформованных заготовок с использованием периодически поворачиваемого карусельного стола для обработки наружной поверхности заготовки, отличающийся тем, что, с целью обработки заготовки с торцев применен второй карусельный стол с осью, расположенной параллельно первому, снабженный зажимными приспособлениями для захвата изделия с первого стола и подвода его к инструментам, осуществляющим торцевую обработку.
