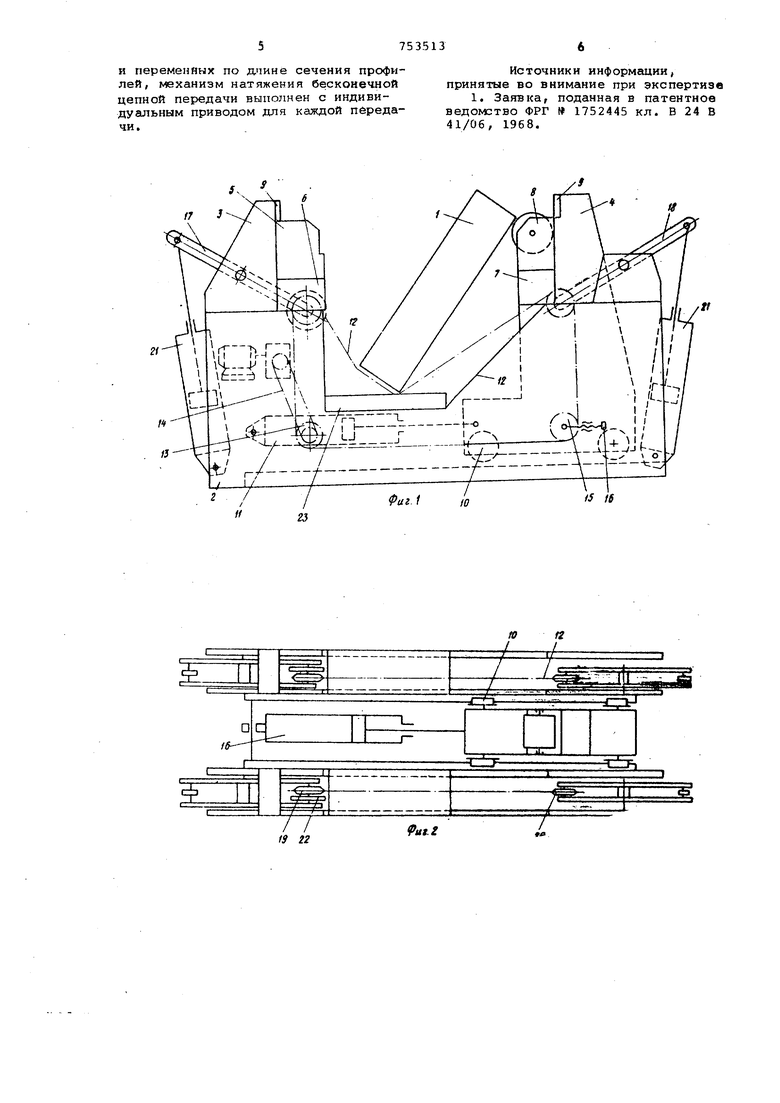
Изобретение относится к устройствам для кантования слитков либо проката квадратного и прямоугольного се чения и может выть использовано на предприятиях черной металлургии. Известны кантователи различных ти пов, в которых кантование заготовки производится при помощи рычагов либо цепей. Недостатком кантователей рычажного типа являются удары заготовок при кантовании. В цепныхкантователях удары при кантовании гасятся целью. Известен кантователь прямоугольных профилей в линии их обработки, выполненный в виде рамл с кантующим проемом, двух зажимных щек, одна из которых жестко, а другая с возможностью поперечного переьющения смойтированы на paiMe, в которой по длине размещены, по меньшей мере, две бесконечныё цепные передачи, перекра вающие кантующий проем рамы, средст ва привода и натяжения цепных передач через звездочки; 1. . Недостатком известного кантователя является невозможность обеспечения постоянного уровня обработки .всех плоскостей кантуемого проката,а а также кантовки профилей, переменных по длине сечения. Целью изобретения является обеспечение постоянного уровня обработки всех плоскостей кантуемого проката, а также обеспечение кантсЖки профилей, переменных по длине сечения. Для этого бесконечные цепные передачи снабжены механизмом изменения их контура, выполненным в виде установленных на раме по обе стороны кантующего проема приводных рычагов, на которых размещены отклоняющие звездочки механизма их натяжения«Кантователь отличается также тем,что механизм натяжения бесконечной цепной передачи выполнен с индивидуальным приводом для каждой передачи. На фиг. 1 изображен описываемай кантователь, вид сбоку; на фиг. 2 тоже, вид в плане; на фиг. 3 и 4 схемы кантования; на.фиг. 5-11 - схемы натяжения цепного контура и кантования. Кантователь прямоугольных профилей 1 в линии их обработки выполнен в виде рамы 2 с кантующим проемом посередине. На верхней,части рама выполнены две зажимные щеки 3 и 4. Щека 3 жестко С1 юнтирована на раме, щека 4-подвижна, щека 3 снабжена подставкой 5 и регулируемой по высоте опорой 6 , Щека . 4 снабжена регу лируемой по высоте подставкой 7, на которой установлен -ролик 8. Обе щеки снабжены зажимными губками 9. Щека 4 катками 10 установ лена в направляющих ра1«и и соединена с силовыми цилиндрами 11 ее перемещения. Кантователь имеет несколько бесконечных цепных передач 12 по длине сечения профиля. Каждая передача включает звездочки 13/связанные с их приводом через цепную передачу 14. Отклоняющие звездочки 15 цепных передач имею наладочное перемещение от винтов 16. Цепные передачи 12 имеют механизмы измерения их контура, выполненные в виде приводных рычагов 17 и 18, на которых-размещены отклоняющие звездочки 19 и 20 г«ханизма натяжения цепных передач-12. Механизма натяжения выполнень} с индивидуальным приводом для каждой передачу. Рычаги 17 и 18 шарнирно установлены в щека и. связаныло штокамн силовых иилиндров 21 шарнирно монтированных на раме. На рычаге 17 соосно монтированы с отклоняющими звездочками 19 и роликами 22. В кантующем проеме рамы установлены регулируемые по высоте подставки 23.
На натянутые при помощи цилиндров
20цепные передачи 12 укладывается обрабатываемая заготовка 1, при этом зажимная подвижная щека 4 стоит в крайнем правом положении.
Затем зажимная подвижная щека перемещается цилиндром 11, одновременно включая пере1«кщение цепи передачи при помощи привода звездочек 10 до тех пор, пока заготовка не будет зажата между щеками, при этом Jлoжнo производить зачистку верхней грани заготовки.
Заготовка лежит на ролике 8 подвижной щеки и на подставке.5, причем цепные передачи при помода ци линдров
21и рычагов 17 и 18 опускают, давая цепи небольшое провисание.
По окончании зачистки заготовку необходимо прокантовать,для чего цепи при помощи цилиндров 21 и рычагов 17 и 18 натягивают, а подвижной щекой 4 сообщают при помощи цилиндра 11 перемещение вправо на требуемую величину, пока ролик В не выедет изпод заготовки, а она не ляжет своим концам на цепь. После чего выдвигают шток цилиндра 21 рычагом 18 с отклоняквдей звездочкой 20, цепной контур опускается, сообщая цепи провисание и тем сагФлм опускает конец заготовки лежащей.на цепи. Если размеры заготоки таковы, что прсдаисание цепи недостаточно для полного опускания заготоки, то включают выдвижение штоков цилиндров 21 со стороны неподвижной
щеки, что дает опускание отклоняющих звездочек 19 с роликами 22, что еще больше увеличивает провисание цепи, а, следовательно, и опускание заготовки,
5 При изменении размеров обрабатываемой заготовки происходит переналадка кантователя для того, чтойл сохранить уровень обработки на одной и той же высоте. Заготовку для этого
Q кладут одним концом на неподвижную щеку 3, заранее отрегулированной по высоте при помощи регулируемой подстав.ки б , а другим концом-на ролик 8, отрегулированным по высоте при помощи подставки 7. Сообщая перемещение
поршням цилиндров 21, подводят ролики к заготовке, а рычаги подвижной щеки так, чтобы верхняя часть отклоняющей звездочки 20 с цепью была выше нижней заготовки порядка
0 50-70 мм Натяжейие цепи производят за счет натяжной звездочки 15 при помощи винта 16. ..
При необходимости кантовки квад5 рата его можно кантовать также, как и прямоугольник, только все грани СТЕ1ВЯТСЯ на неподвижную щеку 3 и ролик 8 подвижной щеки..
Возможен вариант кантования квадратов (это относится к квадратам
больших размеров) в проеме кантователя на провисших цепях. Для этого сообщают при помощи привода звездочек 13 перемещение цепи и устанавли вают для обработки грани на регулируемую подставку 23.
Формула изобретения
,1 «Кантователь прямоугольных профилей в линии их обработки, выполненный в виде рамы с кантирующим проемом, двух зажимных щек, одна из которых жестко, а другая с возможностью их поперечного перемещения смэнтированы на раме, в которой по длине размещены по меньшей мере две бесконечные цепные передали, перекрывающие кантующий проем рамы, средства привода и натяжения цепных передач через звездочки, отличающийс я тем, что, с целью обеспечения постоянного уровня обработки всех плоскостей кантуемого проката, бесконечные цепные передачи снабжены механизмом изменения их контура, выполненным в виде установленных на раме по обе стороны сантующего -. проема приводных рычагов, на которых размещены отклоняющие звездочки механизма натяжения,
2. Кантователь прямоугольных профилей в линии их обработки по п. 1, отличающийся тем, что, с целью обеспечения кантовки также
и переменных по дашне сечения профилей, механизм натяжения бесконечной цепной передачи выполнен с индивидуальным приводом для каждой передачи.
Источники информации, принятые во внимание при экспертизе
1. Заявка, поданная в патентное ведомство ФРГ 1752445 кл. В 24 В 41/06, 1968.

| название | год | авторы | номер документа |
|---|---|---|---|
| Кантователь листов на рольганге | 1979 |
|
SU804037A2 |
| КАНТОВАТЕЛЬ ПРЯМОУГОЛЬНОГО ПРОКАТА | 2012 |
|
RU2489222C1 |
| Кантователь сортового проката | 1980 |
|
SU961547A3 |
| Кантователь проката | 1988 |
|
SU1532110A1 |
| Цепной кантователь | 1981 |
|
SU1058751A1 |
| Кантователь квадратных и плоских заготовок | 1982 |
|
SU1115825A1 |
| Кантователь сортового проката | 1985 |
|
SU1289576A1 |
| Подвесной кантователь | 1977 |
|
SU716759A1 |
| Кантователь плоского проката | 1985 |
|
SU1296252A1 |
| Узел задачи и выдачи кантуемого изделия в роторном кантователе | 1990 |
|
SU1738402A1 |


Ф
ю п
4-JI I
19 22
Put.Z
ta
jQ
Q4
t2L.i
