1
изобретение относится к сварке, а именно к оборудованию для кантования профильного и листового проката в поточных линиях при двусторонней сварке,и может быть использовано в линиях прокатных станов и отделки листа в металлургической, литейной и деревообрабатывающей; промышленностях.
По основному авт. св. I 517341 известен кантователь листов на рольганге, содержащий шарнирно связанные между собой кантующие губки, в средней части соединенные шарнир-о с системой рычагов, снабженной шарнирными опорами, установленншли с обеих сторон рольганга, и гидроприводом, причем система рычагов выполнена в виде двух ломаных рычагов, каждый из которых имеет шарнирные соединения, а именно в точке перегиба с соответствующей из упомянутых опор, одного плеча с кантующей губкой, а другого плеча с аналогичным плечом второго ломаного рычага посредством тяги, которая соединена с гидроприводом 1.
Недостатком Taicoro кантователя являются его ограниченные технологи ческие возможности. На нем нельзя
кантовать изделия с большой разницей по толщине (например, лист и швеллер), так как при вертикальном (среднем) положении губок, где происходит передача изделия с одной губки на другую, расстояние между ними постоянное, т.е. не меняется в зависимости от толщины изделия. Изменить это расстояние при переходе с кантовки
0 листа, например на кантовку швеллера можно только путем замены губок. Кроме того, на этом кантователе возможно повреждение изделия во время кантовки, так как при наличии
5 постоянного расстояния между губками при вертикальном их положении в момент передачи изделия с одной губки на другую при толщине его меньше, чем расстояние между губ0ками, происходят удары изделия о губки, что ведет к его повреждению.
Цель изобретения - создание такой конструкции кантователя, которая расширила бы его технологичес5кие возможности и исключила бы возможность повреждения изделия.
Указанная, цель достигается тем, что на каждой кантующей губке шарнирно установлены два шатуна, на
0 свободном конце которых шарнирно
закреплена зажимная Г-образная опора для изделия.
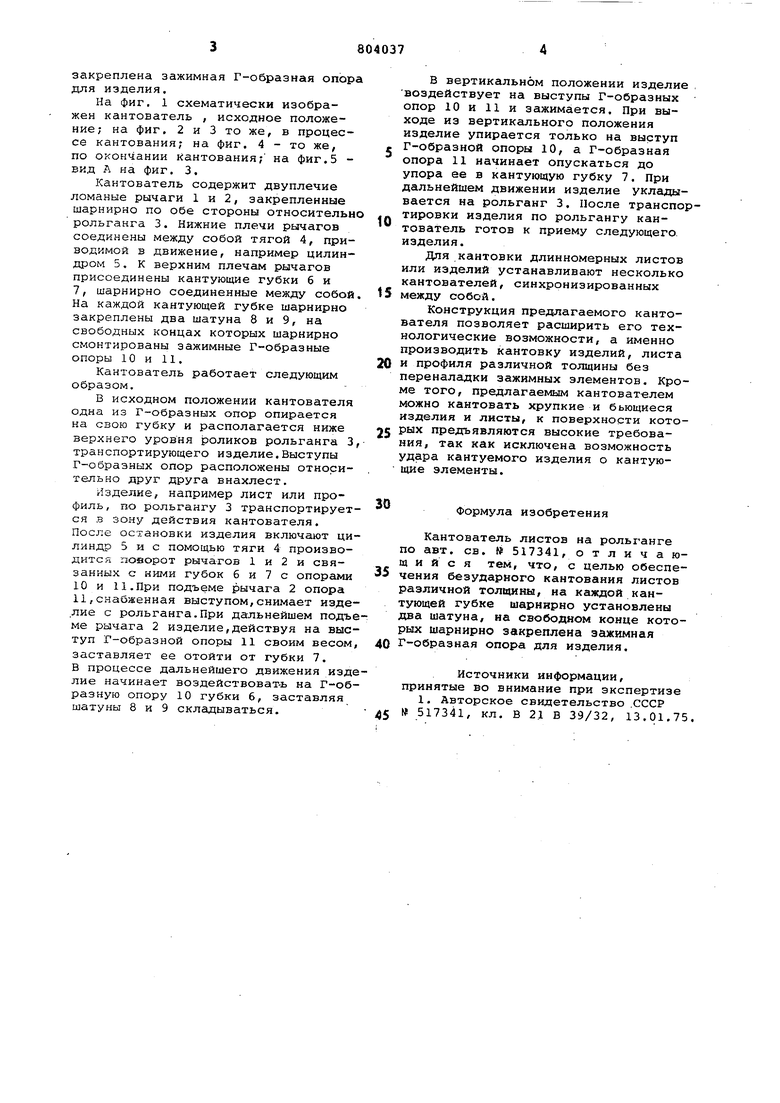
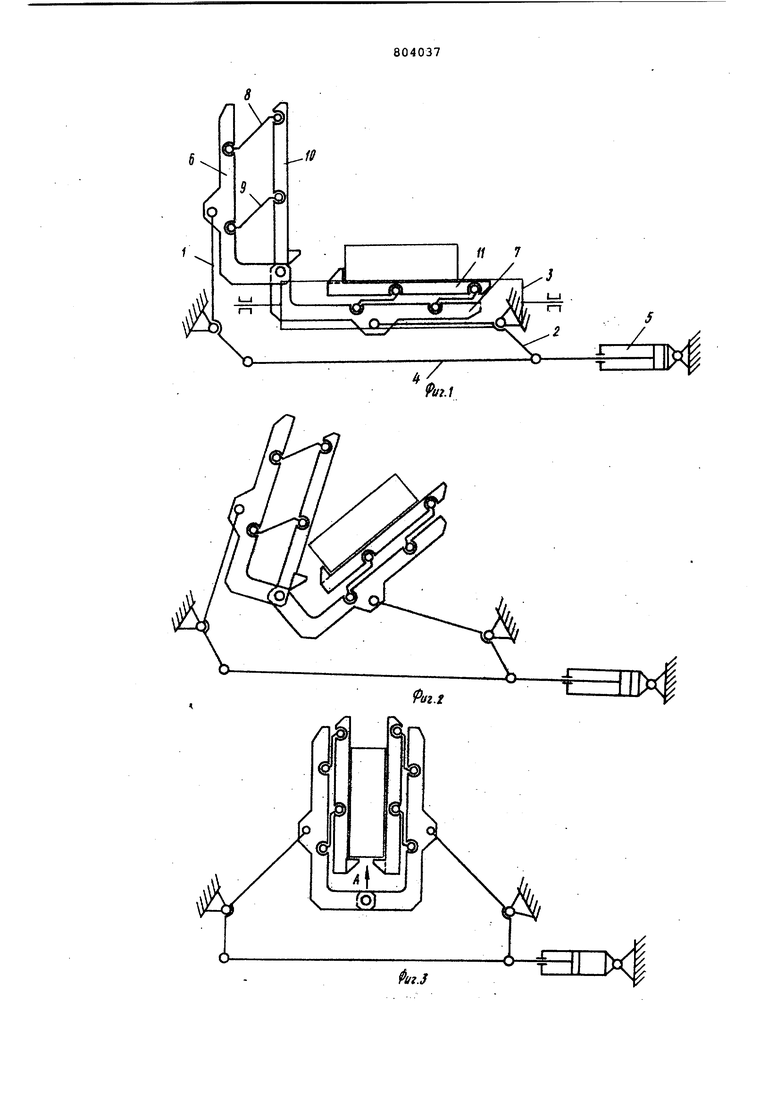
На фиг. 1 схематически изображен кантователь , исходное положение; на фиг. 2 и 3 то же, в процессе кантования; на фиг. 4 - то же, по окончании 1 антования; на фиг.5 вид А на фиг. 3.
Кантователь содержит двуплечие ломаные рычаги 1 и 2, закрепленные шарнирно по обе стороны относительно рольганга 3. Нижние плечи рычагов соединены между собой тягой 4, приводимой в движение, например цилиндром 5. К верхним плечам рычагов присоединены кантующие губки 6 и 7, шарнирно соединенные между собой. На каждой кантующей губке шарнирно закреплены два шатуна 8 и 9, на свободных концах которых шарнирно смонтированы зажимные Г-образные опоры 10 и 11.
Кантователь работает следующим образом.
В исходном положении кантователя одна из Г-образных опор опирается на свою губку и располагается ниже верхнего уровня роликов рольганга 3, транспортирующего изделие.Выступы Г-обраэных опор расположены относительно друг друга внахлест.
Изделие, например лист или профиль, по рольгангу 3 транспортируется в зону действия кантователя. После остановки изделия включают цилиндр 5 и с помощью тяги 4 производится поворот рычагов 1 и 2 и связанных с ними губок 6 и 7 с опорами 10 и 11.При подъеме рычага 2 опора 11,снабженная выступом,снимает изделие с рольганга.При дальнейшем подъеме рычага 2 изделие,действуя на выступ Г-образной опоры 11 своим весом, заставляет ее отойти от губки 7. В процессе дальнейшего движения изделие начинает воздействоват-ь на Г-образную опору 10 губки 6, заставляя шатуны 8 и 9 складываться.
В вертикальном положении изделие , воздействует на выступы Г-образных опор 10 и 11 и зажимается. При выходе из вертикального положения изделие упирается только на выступ , Г-образной опоры 10, а Г-образная опора 11 начинает опускаться до упора ее в кантующую губку 7. При дальнейшем движении изделие укладывается на рольганг 3. После транспортировки изделия по рольгангу кантователь готов к приему следующего, изделия.
Для кантовки длинномерных листов или изделий устанавливают несколько кантователей, синхронизированных
5 между собой.
Конструкция предлагаемого кантователя позволяет расширить его технологические возможности, а именно производить кантовку изделий, листа
0 и профиля различной толщины без
переналсшки зажимных элементов. Кроме того, предлагаемым кантоват-елем можно кантовать хрупкие и бьющиеся изделия и листы, к поверхности которых предъявляются высокие требования, так как исключена возможность удара кантуемого изделия о кантующие элементы.
Формула изобретения
Кантователь листов на рольганге по авт. св. № 517341, о т л и ч а ющ и и с я тем, что, с целью обеспечения безударного кантования листов различной толщины, на каждой кантующей губке шарнирно установлены два шатуна, на свободном конце которых шарнирно закреплена зажимная
40 Г-образная опора для изделия.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство .СССР 5 № 517341, кл. В 21 В 39/32, 13.01.75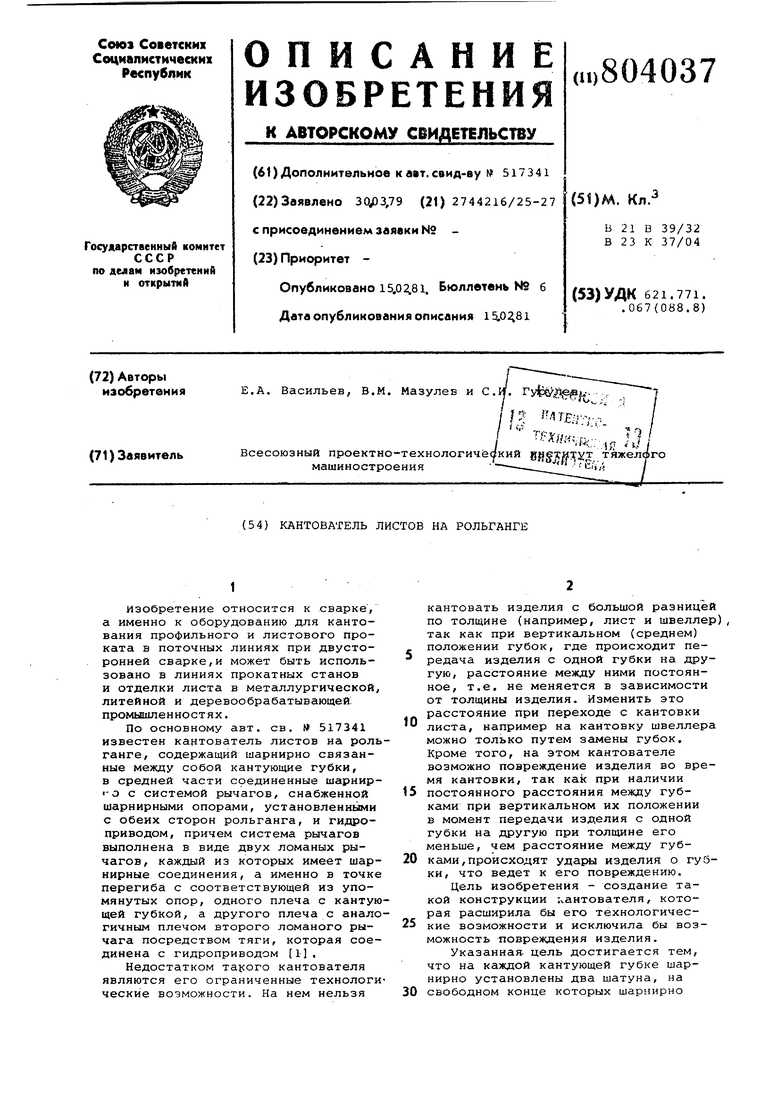
| название | год | авторы | номер документа |
|---|---|---|---|
| Кантователь листов на рольганге | 1975 |
|
SU517341A1 |
| Кантователь сортового проката | 1990 |
|
SU1733144A1 |
| Кантователь | 1979 |
|
SU829380A1 |
| Кантователь листов | 1985 |
|
SU1279695A1 |
| Кантователь листов | 1976 |
|
SU673335A1 |
| Кантователь сортового проката | 1980 |
|
SU961547A3 |
| Кантователь проката | 1987 |
|
SU1444005A1 |
| Кантователь | 1979 |
|
SU804316A1 |
| Кантователь проката | 1988 |
|
SU1532110A1 |
| Устройство для кантовки рулонов | 1980 |
|
SU990367A1 |
n 2
/
lff.1
