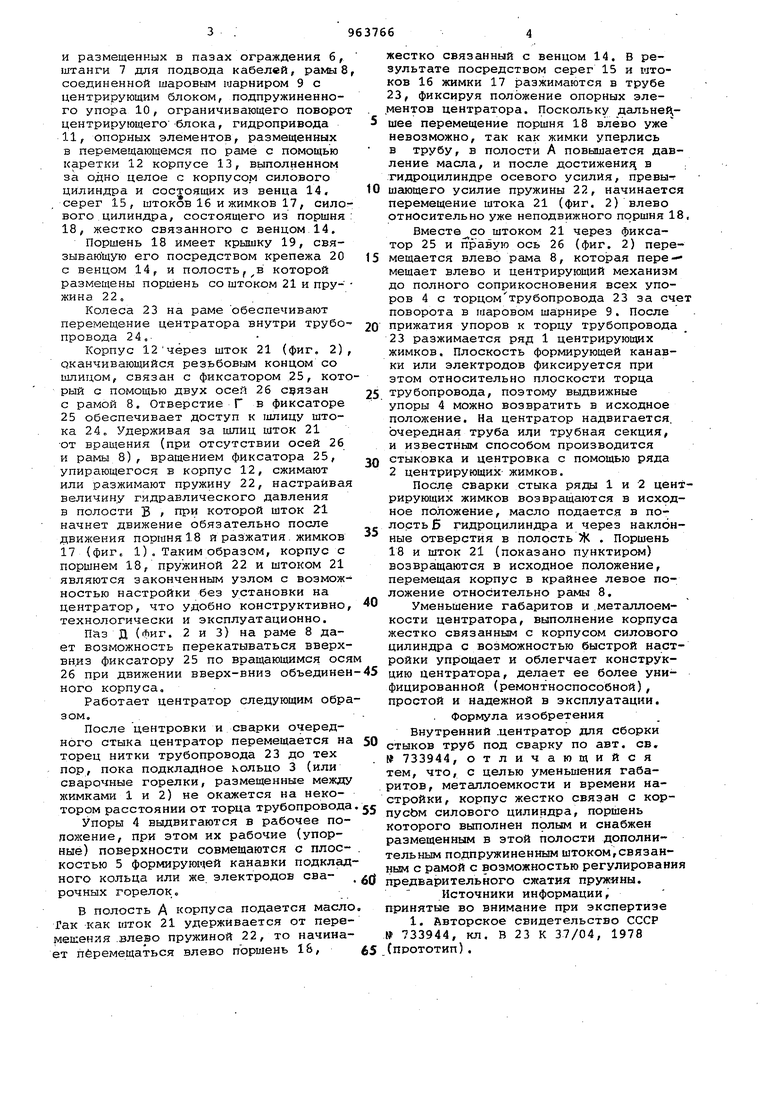
и размещенных в пазах ограждения 6, штанги 7 для подвода кабелей, рамы 8 соединенной шаровым шарниром 9 с центрирующим блоком, подпружиненного упора 10, ограничивающего поворо центрирующего блока, гидропривода 11, опорных элементов, размещенных в перемещающемся по раме с помощью каретки 12 корпусе 13, выполненном за одно целое с корпусом силового цилиндра и состоящих из венца 14, . серег 15, штоков 16 и жимков 17, сило вого цилиндра, состоящего из поршня 18, жестко связанного с венцом 14, Поршень 18 имеет крышку 19, связывагощую его посредством крепежа 20 с венцом 14, и полость,в которой размещены поршень со штоком 21 и пружина 22. Колеса 23 на раме обеспечивают перемещение центратора внутри трубопровода 24,Корпус 12через шток 21 (фиг. 2) оканчивающийся резьбовым концом со шлицом, связан с фиксатором 25, кото рый с помощью двух осей 26 сдязан с рамой 8. Отверстие Г в фиксаторе 25обеспечивает доступ к шлицу штока 24. Удерживая за шлиц шток 21 от вращения (при отсутствии осей 26 и рамы В), вращением фиксатора 25, упирающегося в корпус 12, сжимают или разжимают пружину 22, настраивая величину гидравлического давления в полости Б , при которой шток 21 начнет движение обязательно после движения поршня 18 и разжатия, жимков 17 (фиг. 1) . Таким образом, корпус с поршнем 18, пружиной 22 и штоком 21 являются законченным узлом с возможностью настройки без установки на центратор, что удобно конструктивно технологически и эксплуатационно. паз Д (фиг. 2 и 3) на раме 8 дает возможность перекатываться вверхвниз фиксатору 25 по вращающимся ося 26при движении вверх-вниз объединен ного корпуса. Работает центратор следующим обра зом. После центровки и сварки очередного стыка центратор перемещается на торец нитки трубопровода 23 до тех пор, пока подкладное кольцо 3 (или сварочные горелки, размещенные между лсимками 1 и 2) не окажется на некотором расстоянии от торца трубопровода Упоры 4 выдвигаются в рабочее попожение, при этом их рабочие (упорные) поверхности совмещаются с плоскостью 5 формирующей канавки подклад ного кольца или же электродов сварочных горелок. В полость А корпуса подается масло Гак как шток 21 удерживается от перемешен эя .влево пружиной 22, то начинает перемещаться влево поршень 1&, жестко связанный с венцом 14. В результате посредством серег 15 и штоков 16 жимки 17 разжимаются в трубе 23, фиксируя положение опорных элементов центратора. Поскольку дальне{ шее перемещение поршня 18 влево уже невозможно, так как жимки уперлись в трубу, в полости А повышается давление масла, и после достижени; в . гидроцилиндре осевого усилия, превы-г Шсцощего усилие пружины 22, начинается перемещение штока 21 (фиг. 2) влево относительно уже неподвижного поршня 18, Вместе со штоком 21 через фиксатор 25 и правую ось 26 (фиг. 2) перемещается влево рама 8, которая перемещает влево и центрирующий механизм до полного соприкосновения всех упоров 4 с торцомтрубопровода 23 за счет поворота в luapOBOM шарнире 9. После прижатия упоров к торцу трубопровода 23 разжимается ряд 1 центрирующих жимков. Плоскость формирующей канавки или электродов фиксируется при этом относительно плоскости торца трубопровода, поэтому выдвижные упоры 4 можно возвратить в исходное положение. На центратор надвигается, очередная труба или трубная секция, и известным способом производится стыковка и центровка с помощью ряда 2 центрирующих жимков. После сварки стыка ряды 1 и 2 центрирующих жимков возвращаются в исходное положение, масло подается в полость 5 гидроцилиндра и через наклонные отверстия в полость Ж . Поршень 18 и шток 21 (показано пунктиром) возвращаются в исходное положение, перемещая корпус в крайнее левое положение относительно pahtta 8. Уменьшение габаритов и.металлоемкости центратора, выполнение корпуса жестко связанным с корпусом силового цилиндра с возможностью быстрой настройки упрощает и облегчает конструкцию центратора, делает ее более унифицированной (ремонтноспособной), простой и надежной в эксплуатации. Формула изобретения Внутренний .центратор для сборки стыков труб под сварку по авт. ев, № 733944, отличающийся ем, что, с целью уменьшения габаитов, металлоемкости и времени настройки, корпус жестко связан с корусЬм силового цилиндра, поршень которого выполнен полым и снабжен азмещенным в этой полости дополниельным подпружиненным штоком,связаным с рамой с возможностью регулирования редварительного сжатия пружины. Источники информации, ринятые во внимание при экспертизе 1. Авторское свидетельство СССР 733944, кл. В 23 К 37/04, 1978 (ПРОТОТИП).
| название | год | авторы | номер документа |
|---|---|---|---|
| Внутренний центратор для сборки стыков труб под сварку | 1978 |
|
SU733944A1 |
| Внутренний центратор для сборки труб и деталей трубопроводов под сварку | 1975 |
|
SU616097A1 |
| УСТРОЙСТВО для КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ТРУБ БОЛЬШОГО ДИАМЕТРА | 1966 |
|
SU182266A1 |
| Устройство для сборки под сварку цилиндрических изделий | 1978 |
|
SU753574A1 |
| ЦЕНТРАТОР ВНУТРЕННИЙ ГИДРАВЛИЧЕСКИЙ | 2003 |
|
RU2249145C1 |
| ВНУТРЕННИЙ ЦЕНТРАТОР | 1969 |
|
SU247431A1 |
| Внутренний центратор для сборки труб под сварку | 1983 |
|
SU1123813A1 |
| ВНУТРЕННИЙ ЦЕНТРАТОР | 1970 |
|
SU266975A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПОВОРОТНЫХ СТЫКОВ ТРУБLL :'.и.и^ .•; ..i-^ r;v,:;iTi;3 -•>& 1;::;:-:^;[:с::;п р';5л:;о1^;:А | 1965 |
|
SU173358A1 |
| Самоходный внутренний центратор | 1979 |
|
SU872126A1 |

2S
5
Виде
25
f
г.З
Фм.2
