(54) ГИБОЧНО-СВАРОЧНАЯ МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ОБЕЧАЕК ПРЯЛЮУГОЛЬНОЙ ФОРМЫ

| название | год | авторы | номер документа |
|---|---|---|---|
| ВАЛКОВАЯ ГИБОЧНАЯ МАШИНА | 2006 |
|
RU2308340C1 |
| ВАЛКОВАЯ ГИБОЧНАЯ МАШИНА | 2000 |
|
RU2220804C2 |
| Гибочно-сварочная машина для изготовления металлоконструкций | 1977 |
|
SU671970A1 |
| Устройство для гибки труб | 1989 |
|
SU1731353A1 |
| Фланцегибочная машина | 1978 |
|
SU768522A1 |
| Валковая листогибочная машина | 1978 |
|
SU721161A1 |
| ВАЛКОВАЯ ГИБОЧНАЯ МАШИНА | 1993 |
|
RU2063283C1 |
| Листогибочная машина для изготовления труб намоткой | 1973 |
|
SU501805A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЦИЛИНДРИЧЕСКИХ ОБЕЧАЕК ИЗ МЕТАЛЛИЧЕСКОГО ЛИСТА | 2006 |
|
RU2336965C2 |
| Установка для изготовления изделий типа колец | 1982 |
|
SU1094644A1 |
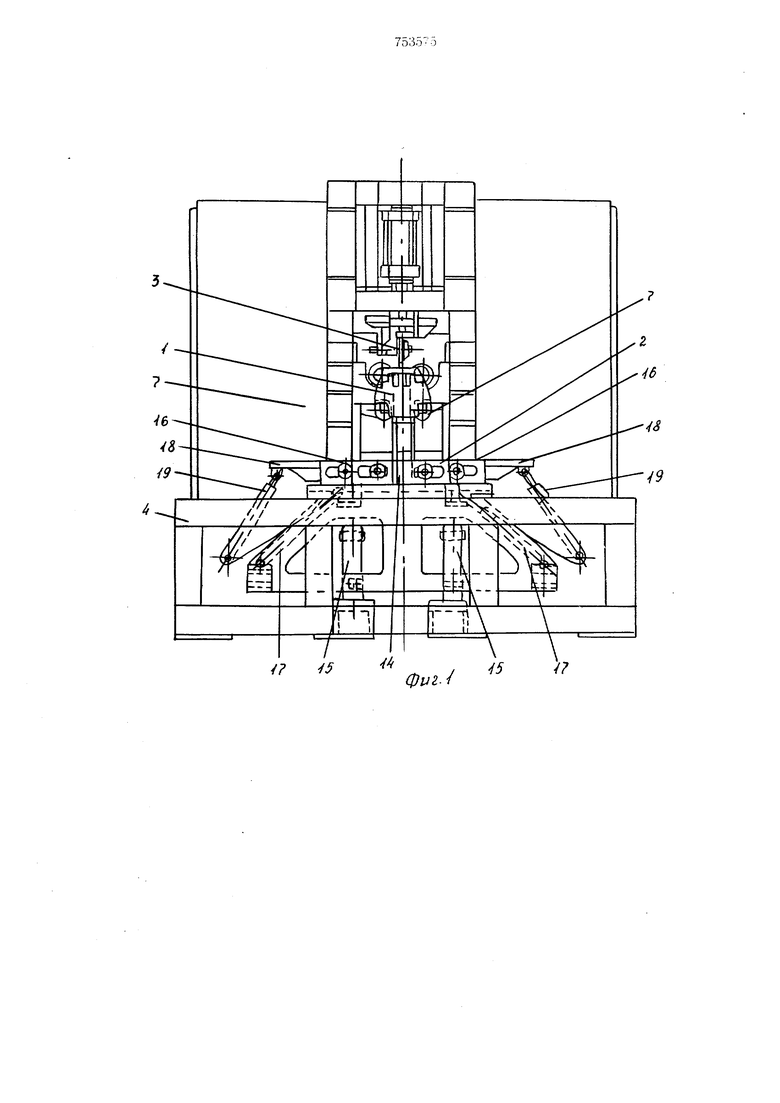



Изобретение относится к сварке, а именно к конструкции гибочно-сварочной машины для изготовления обечаек прямоугольной фор.мы. Наиболее успешно предлагаемое изобретение может быть использовано при гибке и сварке обечаек прямоугольной формы, например стиральных баков полуавтоматических стиральных машин типа СНП-2. Известны гибочно-сварочные машины, предназначенные для изготовления металлоконструкций 1 . Изготовление на них обечаек прямоугольной формы невозможно. Известнатакже гибочно-сварочная машина для изготовления обечаек прямоугольной формы, содержашая станину, на которой смонтированы верхний и нижний роликовые электроды, механизм гибки и гибочная оправка, выполненная в виде смонтированных на валах гибочных валков 2. Недостатком известной машины является то, что она не обеспечивает получение обечаек правильной прямоугольной формы без последующей правки. Цель изобретения - создание такой конструкции гибочно-сварочной машины, которая позволила бы получать обечайки правильной прямоугольной формы без носледуюш,ей правки. Указанная цель достигается тем, что машина оснащена смонтированными на станине вдоль продольной оси направляющей и приводом перемещения нижнего электрода и нижний электрод смонтирован с возможностью перемещения в указанной направляющей, при этом на станине смонтированы приводы для перемещения вдоль валов гибочных валков, при этом на валах с наружных сторон выполнены лыски. На фиг. I изображена машина, вид спереди; на фиг. 2 - то же, вид сбоку; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 2; на фиг. 5-9 - схема и последовательность гибки обечайки. Сварочно-гибочная мащина содержит гибочную оправку 1, механизм 2 гибки, сварочный блок 3, которые смонтированы на станине 4. Еибочная оправка 1 состоит из верхних гибочных валков 5, смонтированных на направляющих валах 6, и нижних неподвижных гибочных валков 7. Валы 6 и валки 7 смонтированы в корпусе 8 оправки. Валы 6 снабжены расположенными с наружных сторон лысками В. В корпусе 8 оправки также размещена направляющая 9 сварочного электрода 10, который закреплен на ползуне П. Для перемещения электрода 10 из рабочего положения в нерабочее и обратно служит цилиндр 12, а для перемещения верхних гибочных валков 5 из рабочего положения в нерабочее служат цилиндры 13. Отвод из зоны гибки верхних гибочных валков 5 и сварочного электрода 10 необходим для того, чтобы гибку заготовки можно было вести с перегибом на 15-20°. Механизм 2 гибки содержит подъемный стол 14 с цилиндрами 15 подъема, боковые гибочные плиты 16 с цилиндрами 17 и верхние гибочные плиты 18 с цилиндрами 19. Сварочный блок 3 содержит сварочный ролик 20, который смонтирован на каретке 21, для перемещения которой служит цилиндр 22. Прижим ролика 20 к свариваемому изделию и сварочное усилие создает цилиндр 23. Электрод 10 и сварочный ролик 20 соединяются с помощью гибких шин 24 и 25 и переходников 26 и 27 со сварочным трансформатором 28. Предлагаемая машина работает следующим образом. Заготовка вручную устанавливается на подъемный стол 14, фиксируется на нем. В исход}1ом положении верхние гибочные валки 5 и сварочный электрод 10 выведены из lOHui гибки цилиндрами 12 и 13. После нажатия кнопки «Пуск стол с заготовкой, гибочными плитами 16 и 18 и цилиндрами 17 и 19 поднимается до упора в нижние исччхишжные валки 7, производится первый 14:6 боковыми гибочными плитами 16 за счет срабатывания цилиндров 17. Причем гибка ведется на угол 90° с учетом пружинения металла. Затем производится частичный отвод боковых плит 16, в зону гибки вводятся цилиндрами 13 верхние гибочные валки 5 и производится дожим боковых гибочных П.1ИТ 16 (они занимают положение под угол 90 по отношению к столу). Затем производится второй гиб верхними гибочными плитами 18 за счет срабатывания цилиндров 19. Причем гибка ведется также на угол больте 90° с учетом пружинения металла (сварочный электрод 10 при этом выведен из зоны гибки) и затем производится частичный отвод верхних гибочных плит. В рабочую зону вводится нижний сварочный электрод 10, производится дожим верхних гибочных плит 18 (они занимают положение под углом 90° по отношению к боковым гибочным плитам 16). На этом заканчивается цикл гибки. Заготовка принимает прямоугольную форму, причем оба гиба сделаны с перегибами на угол пружинения для того, чтобы после снятия сваренной заготовки с машины изделие не теряло формы, полученной при гибке. После дожима верхних гибочных плит срабатывает цилиндр 23, верхний сварочный ролик 20 прижимается к свариваемому изделию и каретка 21 вместе с роликом 20 перемещается по изделию цилиндром 22. Во время перемещения ролика 20 включатся сварочный трансформатор 28 и через вторичный контур трансформатора 28, гибкие шины 24 и 25, сварочный электрод 10, верхний сварочный ролик 20 и изделие пропускается сварочный ток и производится сварка всего продольного щва обечайки. После сварки сварочный ролик 20 поднимается вверх, отводятся верхние 18, боковые 16 гибочные плиты, сварочный электрод 10 и верхние гибочные валки 5. Стол 14 отпускается в нижние рабочие положения, сварочная обечайка снимается с гибочной оправки 1 и машина готова к повторению рабочего цикла. Отличительной особенностью предложенной мащины является то, что в ней предусмотрена возможность гнуть обечайки прямоугольного сечения с учетом пружинения металла заготовки, т. е. вести гибку с перегибом. Это дает возможность получать на мащине готовые обечайки правильной прямоугольной формы. Получение обечайки правильной формы исключает дальнейшую правку, а также дает возможность вести дальнейшую сборку без применения специальных инструментов и приспособлений. Это позволит снизить трудоемкость на сборочных работах, а также исключить потребность в дополнительных орудиях труда. Формула изобретения Гибочно-сварочная машина для изготовления обечаек прямоугольной формы, содержащая станину, на которой смонтированы верхний роликовый и нижний плоский электроды, механизм гибки и гибочная оправка, выполненная в виде смонтированных на валах гибочных валков, отличающаяся тем, что, с целью получения обечайки правильной прямоугольной формы без последующей правки, машина оснащена смонтированными на станине вдоль продольной оси машины направляющей и приводом перемещения нижнего электрода, и нижний электрод смонтирован с возможностью перемещения в указанной направляющей, при этом на станине смонтирован привод для перемещения гнбочных валков вдоль валов, а на валах с наружных сторон выполнены лыски. Источники информации, принятые во внимание при экспертизе 1.Севбо П. И. «Комбинированные мащины для сварочного производства. Киев, «Наукова Думка, 1975, с. 170-182. 2.Авторское свидетельство СССР по заявке № 2470595/25-27, кл. В 23 К 37/04, (прототип).
26
2
H+
ll
to o
l II
cvX-s
l
L:I
V
I т
4I
|l II 111
I
j
|1
.,aij
-If
ll
to
tL S
,f
Фиг в
Фиг-
6-20
фиг.&
Фиг. S
