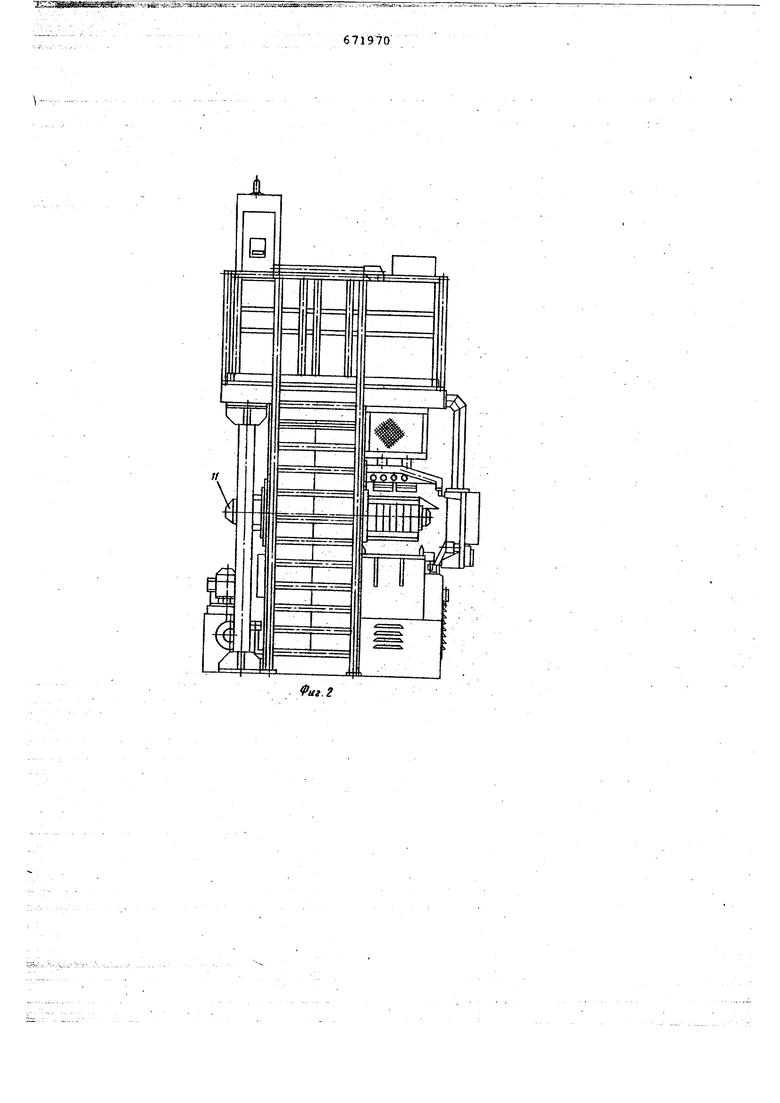
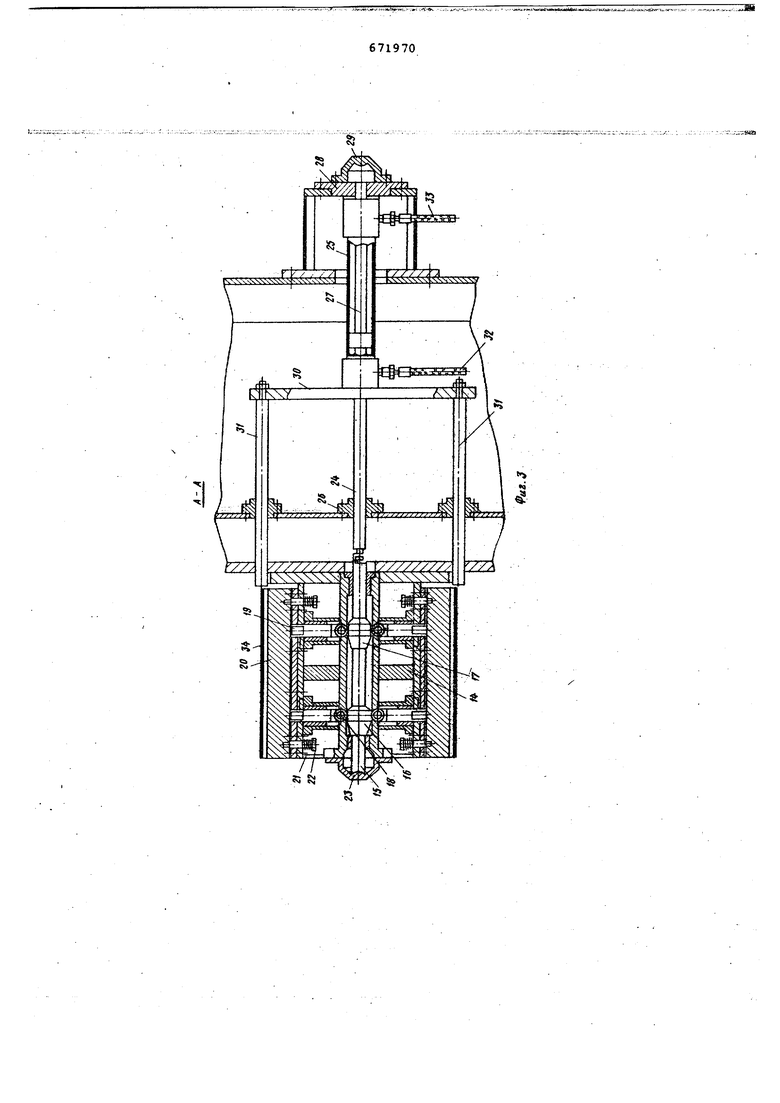
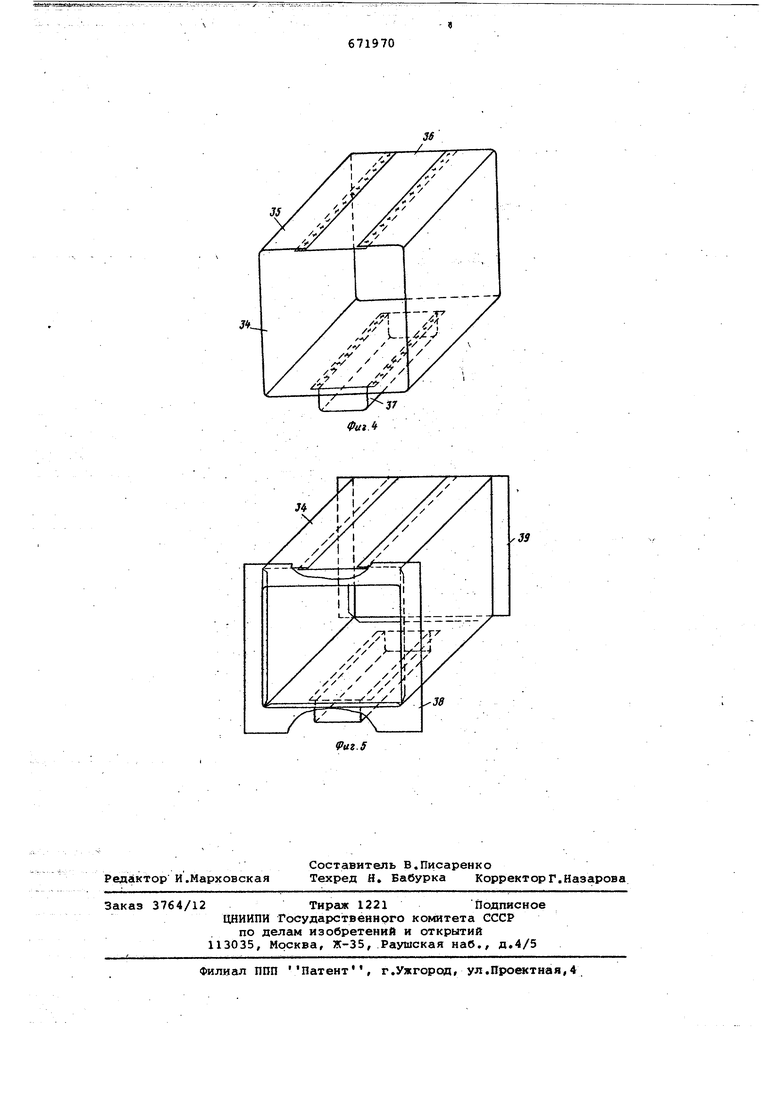
Гибочно-сварочный пресс 2 содержи разжимную; оправку б, механизм 7 гибки, верхний сварочный блок 8, нижний сварочный блок 9, стол 10 для загото вок, маспостанцию 11. Во время работы рабо я зона гибочно-сварочной машины закрывается подвижным щитком 12. На корпусе 1 установлен пульт 13 управления. Разжимная оправка 6 содержит элемент 14, в котором смонтирбёана штан га 15 с выступами 16 и 17f которые взаимодействуют с 8-ю роликами 18, з крепленными на кулачках 19. Эти кулачки вмонтированы в элемент 14 оправки и выдвигают разжимные опо 20 в установленный размер. Пружины 2 смонтиров.аны на пальцах 22 и возвра-: щают раздвижные опоры 20 в исходное положение при отходе выступов 16 и 1 в исходное положение. Упор 23 служит для ограничения перемещения ытангй 15, 111танга 15. ; соединена с основным иггоком 24 стака на 25 силового цилиндра, основной шт 24 смонтирован в неподвижной направл ющей 26, а дополнительный штбк 27 смонтирован в неподвижной направляющей 28. . .-,.,,. -;.;, ,.-,:..,.,:;;. .:,,. Упор 29 служит дл:я ограничения пе мещения дополнительного штока 27 при съеме изделия. На стакане 25 силового цилиндра жестко сидит коромысло 30, к концам которого подсоединены толкатели 31. Стакан 25 силового цилиндра вместе с коромысле 30 и толкателям 31 совер пГаёт возвратно-поступательное движение относительно корпуса 1 гибочносварочной машины.; в стакан 25 силового цилиндра мас ло подается через трубопроводы 32 и 33. При пе ремещении влево толкатели 31 снимают изделие 34 с оправки. Готовое изделие содержит три части: обечайку 35,к которой с помощью 24-х рельефов приваривается iftpbM ty- точная деталь 36 и с помощью 20-ти рельефов - газоотводный канал 37. Изделие 34 посл1е приварки к нему передней 38 и задней 39 стенок образует внутренний шкаф духовки газовой плиты. Разжимная оправка имеет специгшьныё гнезда для закладки в них деталей - гнездо 40 для промежуточной детали 36 и гнездо 41 - для газоотводного канала 37. Промежуточная деталь 36 и газоотводный канал 37 закладываются соответственно в специальные гнезда 40 и 41 разжимной оправки 6. Плоская заготовка обечайки 35 со стола 10 по направляющим подается в рабочую зону, затем подъёмный стол поднимает заготовку вверх до упора D разжимную оправку б, которая в этот момент находится в розжатом положении (штан га 1.5 находится в положении, покаванном на фиг.З), затем заготовка обечайки 35 с помощью механизма 7 гибки, размещенном на подъемном столе, гнется вокруг разжимной оправки 6, и ей придается прямоугольная форма. После окончания гибки с помощью сварочных блоков 8 и 9 к обечайке рельефной сваркой поочередно привариваются газоотводный канал 37 и промежуточная деталь 36. Рельефы на деталях наносятся предварительно. После окончания сварки сварочные головки, механизм гибки и подъемный стол возвращаются в исходное положение. Масло ho трубопроводу 32 подается в левую полость стакана 25 силового цилиндра, основной шток 24, увлекая штангу 15, отходит в правое положение до упора 29. Под действием пружин 21 раздвижные опоры 20 возвращаются в положение сжато и деталь высво.бождается; - .,..;.. Как только дополнительный tiproK 27 достигает упора 29 начинается движение влево стакана 25 силового цилиндра BMecte с корслщюлом 30 и толкателями 3i, которые и снимают изделие 34 с оправки. После масла в трубопровод 33 основной шток 24, увлекая штангу 15V зани1мает левое положение, а раздвижные опоры 20 пасходятся и занимают положение разжато. После тОго как штайга 15 дойдет до упора 23, толкатели 31 вместе с корокыслом 30 и стаканом 25 силового цилиндра возвращаются в правое положение. Гибочно-сварочная машина готова к повторению цикла. Отличительной особенностью этого устройства является то, что два механизма - разжимная оправка и толкатели для съема изделия снабжены общим приводом - одним силовым цилиндром. Применение данного привода дает возможность упростить конструкцию гибочно-сварочной машины, повысить надежность ее работы, снизить трудоемкость и стоимость ее изготовления. Формула изобретения Гибочно-сварочная машина для изготовления металлоконструкций, преимущественно обечаек прямоугольного сечения духовок газовых плит, содержащая корпус, в котором размещены сварочные блоки, механизм гибки, разжимная оправка с приводом в виде силового цилиндра, состоящего из стакана и поршня, с одной стороны которого расположен шток, а также толкатели для съема с оправки сваренной металлоксжструкции, отличающа яс я тем, что, с целью повьяиения надежности работы гибочно-сварочной машины путем 567 использования привода разжимной оправки в качестве привода толкателей, поршень оснащен дополнительньш штоком, расположенным на noixmie соосно с основным штоком со стороны обратной размешению основного штока, при этом стакан силового цилиндра установлен 8 корпусе машины с возможностью возвратно-поступательного перемещения 0 вдоль его оси и соединен с толкателями, а на корпусе гибочно-сваро ной машины в конце хода дополнительного штока установлен упор. Источники информации, принятые во внимание при экспертизе 1. Севбо П.И. Кс 1биннрованные машины для сварочного производства, Киев,Наукова Думка с.170-182.


| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления изделий типа колец | 1982 |
|
SU1094644A1 |
| Гибочно-сварочная машина для изготовления обечаек прямоугольной формы | 1978 |
|
SU753575A1 |
| Устройство для изготовления обечаек | 1988 |
|
SU1641485A1 |
| Устройство для изготовления гофрированной зубцово-пазовой зоны магнитопровода электрической машины | 1985 |
|
SU1387109A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ АРМАТУРНЫХ СЕТОК | 1993 |
|
RU2043802C1 |
| Автоматическая линия для изготовления изделий типа ободов мотоциклетных колес | 1977 |
|
SU742014A1 |
| Устройство для сварки продольных швов обечаек | 1977 |
|
SU727385A1 |
| Гибочно-отрезной автомат для изготовления проволочных изделий | 1984 |
|
SU1414493A1 |
| Устройство для изготовления замкнутых коробчатых изделий | 1986 |
|
SU1342560A1 |
| Устройство для изготовления замкнутых строповочных петель из мерного отрезка заготовки | 1990 |
|
SU1787618A1 |
671970
« J
35
J,
М
V39
