10
Изобретение относится к деревообрабатывающей промышленности, в частности к оборудованию для соединения листов шпона в производстве фанеры.
Цель изобретения - повышение производительности и качества соединения листов шпона.
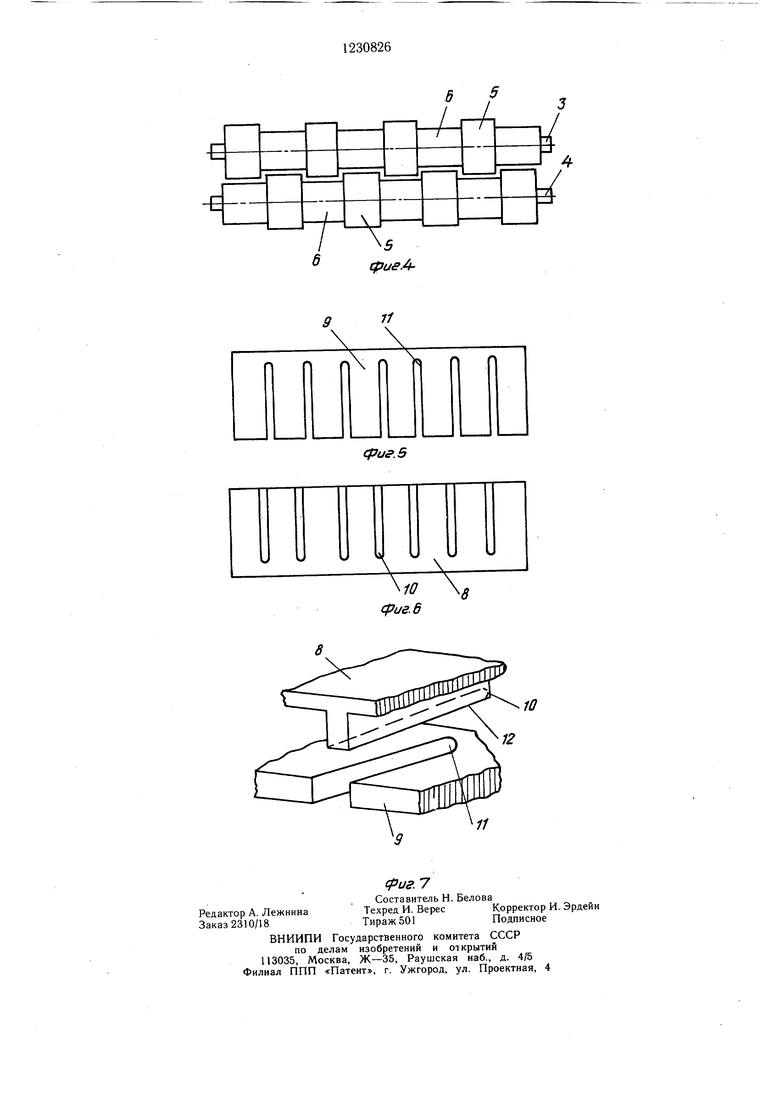
На фиг. 1 изображено предлагаемое устройство, вид спереди; на фиг. 2 - совме- шенные механизмы клеенанесения и отгибания шипов; на фиг. 3 - то же, вид сверху, на фиг. 4 вальцы совмеш.енного механизма; на фиг. 5 - матрица, вид сверху; на фиг. 6 - пуансон, вид снизу; на фиг. 7 - пуансон и матрица, аксонометрия.
Устройство для соединения листов шпо- j на состоит из станины 1, на которой установлен механизм 2 прессования и от него в обе стороны симметрично размещены последующие механизмы. Механизм клеенанесения и отгибания щипов в листах щпона выполнен в виде верхнего 3 и нижнего 4 валь- цев. Вальцы 3 и 4 выполнены с диаметральными выступами 5 и впадинами 6. Выступы 5 нижних вальцев 4 размещены во впадинах 6 верхних, вальцев 3, а выступы 5
20
Листы шпона укладывают на транспортное средство 14, которое подает их в механизмы формирования шипов. Лист шпона останавливают на матрице 9, а пуансон 8, перемещаясь вниз, начинает резать паз в листе шпона от края, постепенно углубляясь в матрицу 9 до полного образования паза. При этом закругленная задняя кромка 10 пуансона 8 образует в пазу закругленную заднюю стенку. Такое получение пазов предохраняет лист от образования трещин, а в дальнейшем, при прессовании шипов, снижает концентрацию напряжений. Затем листы шпона с шипами подают в механизм 7 подачи, который направляет их к вальцам 3 и 4 механизмов клеенанесения и отгибания шипов. Одни шипы листа шпона попадают на выступы 5, а рядом лежащие - во впадины 6.
Проходя в зазорах между выступами 5 и впадинами 6 вальцев 3 и 4, шипы поочередно отгибаются, а на нижнюю пласть отогнутых шипов одновременно наносится клей выступами 5 нижних вальцов 4 из ванночек 13.
По мере прохождения шипов в зазорах
верхних вальцев 3 - во впадинах 6 нижних -, между выступами 5 и впадинами 6 нижние
вальцев 4. Противолежащие механизмы клеенанесения и отгибания шипов выполнены так, что выступы 5 нижнего вальца 4 размещены напротив впадин 6 нижнего вальца 4 противолежащего механизма, а выступы 5 верхнего вальца 3 - напротив зо впадин б верхнего вальца 3 противолежащего механизма. За механизмами клеенанесения и отгибания шипов установлены механизмы 7 подачи листов щпона и механизм формирования шипов, выполненные в виде
вальцы 4 вместе с ванночками 13 опускаются, предотврашая образование трещин в листе шпона.
При выходе листов шпона с шипами и проушинами, образованными отогнутыми шипами, из вальцев 3 и 4 навстречу друг другу происходит вхождение шипов одного листа в проушины другого. При этом щипы входят в проушины свободно, так как пазы, образующие шипы, увеличивают номинальный размер проушины по отношению к номипуансонов 8 и матриц 9. Пуансон 8 выполнен 35 нальному размеру шипа.
с закругленными задними кромками 10, а матрица имеет такую же закругленную кромку 11. Закругленные кромки 10 и 11 при образовании шипа в листе шпона прорезают пазы с закругленными задними стенками, это снижает концентрацию напряжений и увеличивает размер проушины, полученной при отгибании шипов. Режущие кромки 12 пуансона 8 выполнены скошенными. Под нижними вальцами 4 механизма клеенанесения и отгибания шипов расположены ванночки 13 с клеем, которого касаются выступы 5 вальцев 4.
Для перемещения листов шпона устройство содержит транспортные средства 14.
Устройство работает следующим образом.
40
По окончании вхождения шипов в проушины и включения механизма прессования нижние вальцы опускаются ниже уровня плоскости прессования шипов.
Наложение одних шипов на другие происходит с ранее нанесенным на один из шипов клеевым слоем.
Включается механизм 2 прессования, который воздействует на шиповое соединение. При давлении на шпон происходит упрес- совка его и частичное расширение. Расширение происходит до тех пор, пока не заполнятся пазы между шипами. Этим достигается снижение разнотолщинности шипового соединения.
Склеенные листы шпона удаляются из 50 устройства, и цикл повторяется.
45
0
Листы шпона укладывают на транспортное средство 14, которое подает их в механизмы формирования шипов. Лист шпона останавливают на матрице 9, а пуансон 8, перемещаясь вниз, начинает резать паз в листе шпона от края, постепенно углубляясь в матрицу 9 до полного образования паза. При этом закругленная задняя кромка 10 пуансона 8 образует в пазу закругленную заднюю стенку. Такое получение пазов предохраняет лист от образования трещин, а в дальнейшем, при прессовании шипов, снижает концентрацию напряжений. Затем листы шпона с шипами подают в механизм 7 подачи, который направляет их к вальцам 3 и 4 механизмов клеенанесения и отгибания шипов. Одни шипы листа шпона попадают на выступы 5, а рядом лежащие - во впадины 6.
Проходя в зазорах между выступами 5 и впадинами 6 вальцев 3 и 4, шипы поочередно отгибаются, а на нижнюю пласть отогнутых шипов одновременно наносится клей выступами 5 нижних вальцов 4 из ванночек 13.
По мере прохождения шипов в зазорах
между выступами 5 и впадинами 6 нижние
вальцы 4 вместе с ванночками 13 опускаются, предотврашая образование трещин в листе шпона.
При выходе листов шпона с шипами и проушинами, образованными отогнутыми шипами, из вальцев 3 и 4 навстречу друг другу происходит вхождение шипов одного листа в проушины другого. При этом щипы входят в проушины свободно, так как пазы, образующие шипы, увеличивают номинальный размер проушины по отношению к номинальному размеру шипа.
По окончании вхождения шипов в проушины и включения механизма прессования нижние вальцы опускаются ниже уровня плоскости прессования шипов.
Наложение одних шипов на другие происходит с ранее нанесенным на один из шипов клеевым слоем.
Включается механизм 2 прессования, который воздействует на шиповое соединение. При давлении на шпон происходит упрес- совка его и частичное расширение. Расширение происходит до тех пор, пока не заполнятся пазы между шипами. Этим достигается снижение разнотолщинности шипового соединения.
Склеенные листы шпона удаляются из устройства, и цикл повторяется.
Лист ufrroHct
cpua.Z
7
/
tpusA(риг. 5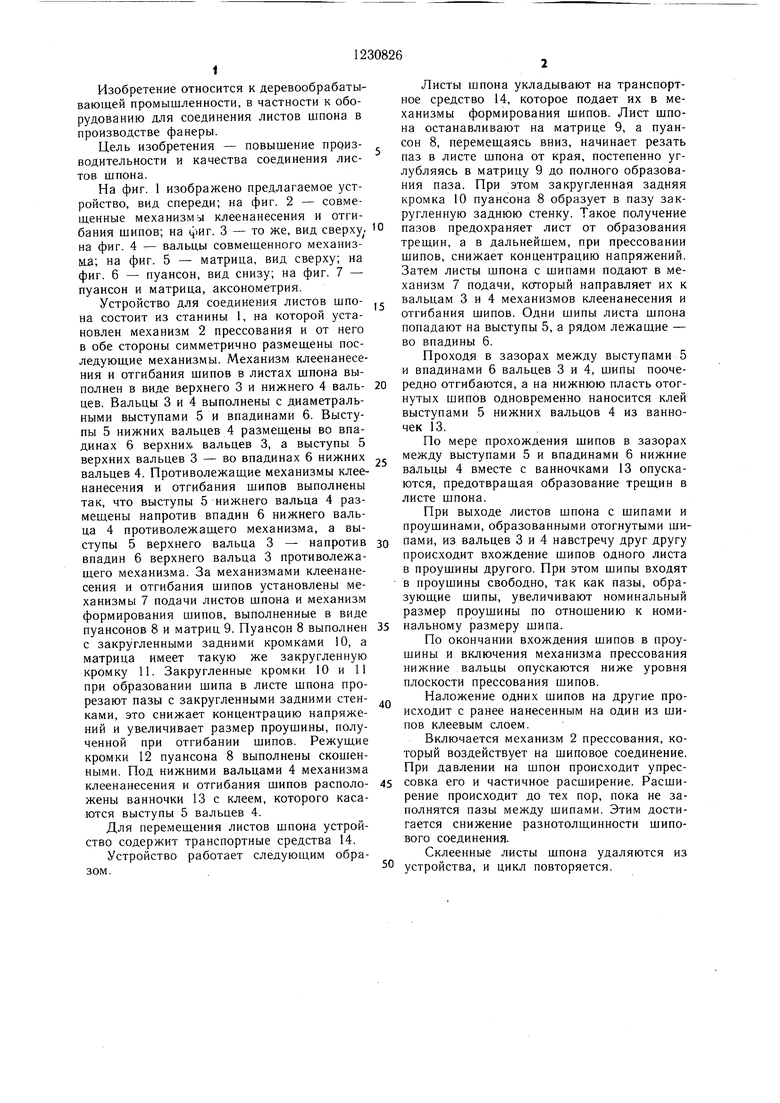
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ соединения листов шпона | 1980 |
|
SU967816A1 |
| Способ изготовления древесного материала большого формата | 1983 |
|
SU1140951A1 |
| Устройство для соединения листов шпона | 1983 |
|
SU1093555A1 |
| СПОСОБ ФОРМИРОВАНИЯ ЭЛЕМЕНТОВ ШИПОВЫХ СОЕДИНЕНИЙ ДЕРЕВЯННЫХ ЗАГОТОВОК | 2011 |
|
RU2471614C1 |
| Шиповая пластина и способ ее получения | 1982 |
|
SU1269747A3 |
| Станок для соединения немерных заготовок по длине | 1985 |
|
SU1265045A1 |
| Способ соединения листов шпона | 1980 |
|
SU967815A1 |
| Сборный пуансон для штампования древесины | 2018 |
|
RU2694434C1 |
| Линия для изготовления большеформатных листовых древесных материалов | 1978 |
|
SU753675A1 |
| КОСТЫЛЬ МЕДИЦИНСКИЙ, УСТРОЙСТВО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2222308C2 |


11
Редактор А. Лежнина Заказ 2310/18
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
риг.7
Составитель Н. Белова Техред И. Верес Тираж 501
Корректор И. Эрдейи Подписное
| Способ соединения листов шпона | 1980 |
|
SU967815A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Способ соединения листов шпона | 1980 |
|
SU967816A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
