1
Изобретение относится к устройствам для нанесения различного рода покрытий на рулонную основу и может быть использовано для нанесения жидко-текучих покрывающих составов (красок, грунтов, лаков, спецматериалов) на движущиеся ленточные материалы (полимерные пленки, ткани, бумагу) в химической, легкой и других отрас- Q лях промышленности.
Известно устройство для нанесения покрытия на движущуюся основу, содержащее герметичный резервуар для жидкой пасты, соединенный через входной дроссель, снабженный запорным элементом, с пневмосистемой и выходной пнев.матический дроссель LlJ . . ..
В этом устройстве формование пленки или покрытия происходит в ще- Q ли, образованной формующим элементом и основой. Толщина слоя здесь зависит от ширины и поддерживается посто янной заданным уровнем покрывающего состава в резервуаре. При этом сум- j марная толщина слоя определяется зависимостьюга
сГ (РГМ (f -p-co
- ,.L.X, -Н;ГГ 30
де h, - составляющая толщины слоя
покрытия, возникающая вследствие движения покрываемого, материала;
составляющая толщины слоя
Ня покрытия, образующаяся под воздействием перепгща давлений Рд -PJ ;
Ьзсоставляющая толщины слоя покрытия-, стекающего под действием сил гравитации; величина щели между покрываемой основой и формующим элементом;
давление в резервуаре, оп ределяемое уровнем жидкости;
Р«- давление на выходе из
формующей щели (в данном случае атмосферное) ;
у -« вязкость покрывающего состава;
J - линейная скорость движущейся основы;
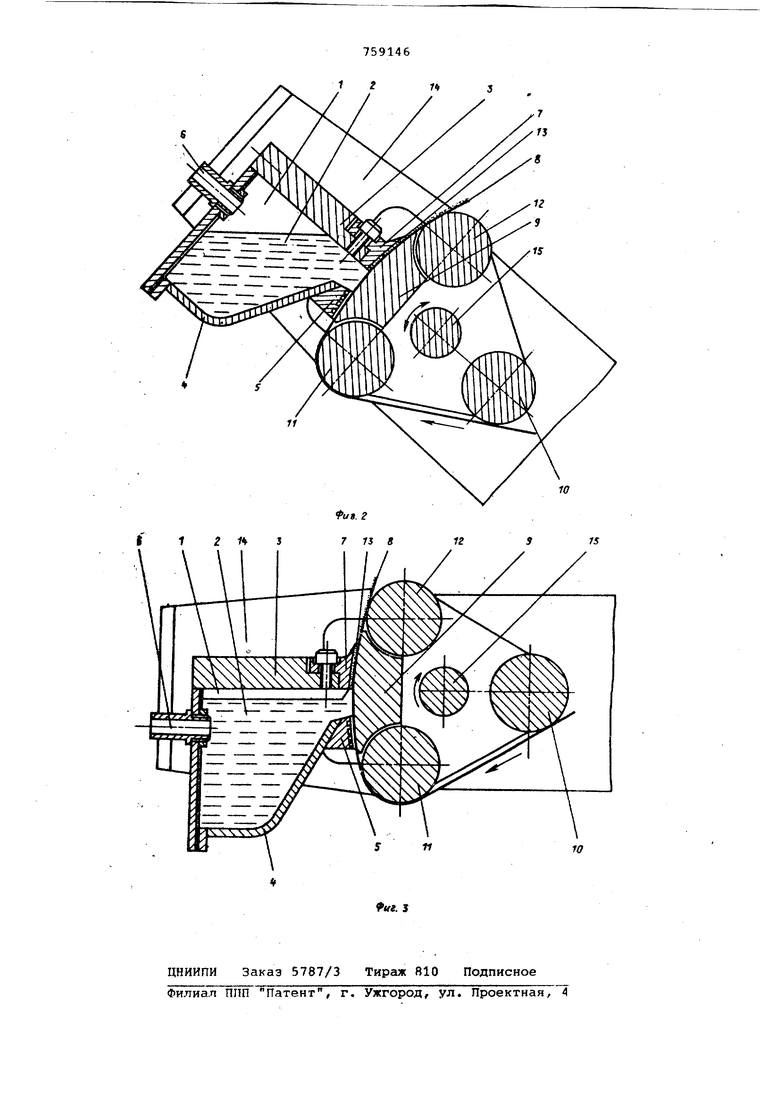
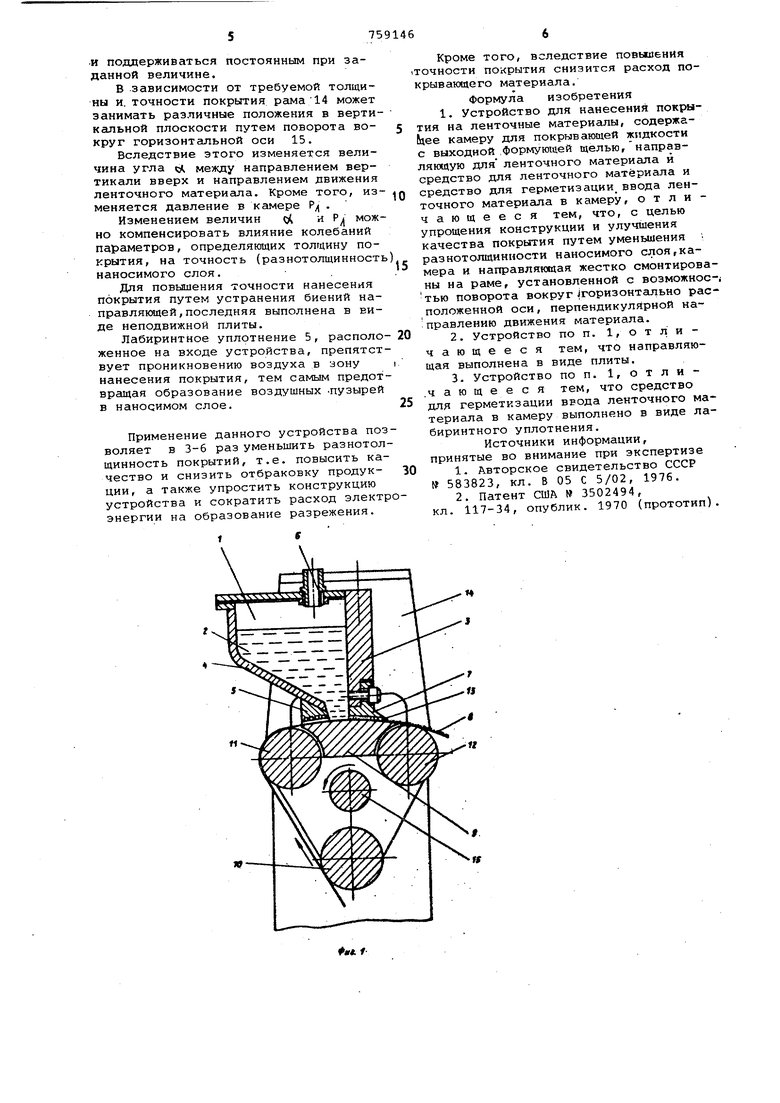
р .. плотность покрывающего состава; е - угол между направлением дви жения основы и направлением вертикали вверх (в данном ti. 90®, случае 0) ; L - длина .формующей поверхности (в направлении движения основы). как уровень жидкости в резервуаре выше уровня на выходе из фор;мующей щели, т.е. Р 0, то суммарная толщина слоя при данном раз.мере щели оказывается большей чем h {иногда в 2-3 раза). Кроме того, неточность , L, V, J P;| вызывает зна чительные колебания толщины i. Отяос тельная погрешность толщины покрытия в таких устройствах достигает 30-35% Более близким к изобретению является устройство для нанесения покрытия на ленточные материалы, содержащее камеру для покрывающей жидкости G выходной формующей щелью, направля нвдуго для ленточного материала и сред ство.для герметизации ввода ленточного материала в камеру 2 . В камере устройства создается ра режение, уменьшающее внутреннее давление Р и, следовательно, толщину нанесенного покрытия при том же зазоре -.б. При РА составляющая толщины слоя .покрытия hij тоже равна нулю. В этом случае наблюдается уменьше ние разнотолщйнности слоя, tal как .почти полностью устраняется влияние факторов сГ L-J|X Р и V. При Р|-Рл О толщина слоя еще боле уменьшается. Однако вновь возрастает влияние указанных факторов и, следов тельно, разнотолщинность слоя. С точки зрения повышения точности слоя более;выгодным является условие когда Р -Р2 0. Вместе с тем достиже ние этого условия с помощью разрежени усложняет конструкцию устройства (на личие вентиляторов, уплотнений и т.п и ведет к излишнему расходу энергии. Кроме того, колебания величины разрежения влекут за собой колебания толщи вы рлоя. Цель изобретения - упрощение конструкции и улучшение качества покрытия путем уменьшения разнотолщинности наносимого слоя. Поставленная цель достигается тем что,7в устройстве для. нанесения покрытия на ленточные материалы, содержащем камеру для покрывающей жидкости с выходной формующей целью, направлякяаую для ленточного материала и средство для герметизации ввода ленточного Материала в камеру, камерами направляющая жестко смонтированы на раме, установленной с возможностью поворота вокруг горизонтально расположенной оси, перпендикулярной направлению движения материала. Кроме того, ,направляющая выполнена в виде плиты, а средство для герметизации ввода ленточного материала в камеру выполнено в виде лабиринтного уплотнения. На фиг. 1-3 схематически изображено предлагаемое устройство для нанесения покрытия, общий вид, с частичным разрезом для лучшего показа конструкции в трех положениях, соответствукндих условиям: Р. -Р.0, Pj -Рл 0 и Р. -P,j 0. А i устройство имеет камеру 1 для покрывающей жидкости 2, состоящую из передней стенки 3 и задней стенки 4 с лабиринтным уплотнением 5. Камера снабжена штуцером 6, через который в нее подается покрывающая жидкость. На выходе из камеры расположен формующий элемент (ракельный нож) 7, служащий одновременно нижней частью передней стенки камеры. Ленточный материал 8 перемещается по направляющей 9 с помощью валков 10, 11 и 12. Камера 1, направляющая 9 с валками 10, 11 и 12 и ракельный нож, который вместе с направляющей образует регулируемую выходную формующую щель 13, жестко закреплены на раме 14.Величина щели может регулироваться перемещением ракельного ножа. Рама 14 выполнена поворотной вокруг горизонтальной оси 15, перпендикулярной направлению движения ленточного материала и закрепленной в станине (на чертеже не показано). Поворотом рамы вокруг оси изменяют давление Р в камере для жидкости. При этом легко можно установить такое положение рамы, чтобы выход находился на уровне покрывающего состава в камере, в этом положении 4 Р.Ч О, а составляющие толщины слоя h и Н также равны нулю. Поэтому . Влияние других факторов ( И L, р ) на толщину слоя устра няется. Поворотом рамы можно достигать также условий Рд-Р2 0, и -Р 0, что дает возможность плавно регулировать толщину покрытия в пределах таким образом, чтобы степень влияния вышеуказанных факторов соотетственно допускаекым колебаниям олщи((|ы покрытия. Устройство работает следующим образом. Покрываемый материал 8 переещается по направляйтеи 9 и вращаюимися . 5 г1лками 10, 11, 12 и увлекат за собой покрывающую жидкость 2. олщина покрытия определяется величиой щели 13 между покрываемым материлом и ракельным ножом 7, а также ругими факторами согласно вышеприеденной зависимости. Уровень покрыадощей жидкости в камере 1 может усанавливаться в необходимых предела И поддерживаться постоянным при заданной величине. В зависимости от требуемой толщины и. точности покрытия рама 14 может занимать различные положения в вертикальной плоскости путем поворота вокруг горизонтальной оси 15. Вследствие этого изменяется величина угла (А между направлением вертикали вверх и направлением движения ленточного материала. Кроме того, изменяется давление в камере Р . Изменением величин ot и Р можно компенсировать влияние колебаний параметров, определяющих толщину покрытия, на точность (разнотолщинност наносимого слоя. . Для повышения точности нанесения покрытия путем устранения биений направляющей, последняя выполнена в виде неподвижной плиты. Лабиринтное уплотнение 5, располо женное на входе устройства, препятст вует проникновению воздуха в зону нанесения покрытия, тем самым предот вращая образование воздушных -пузырей в наносимом слое. Применение данного устройства по воляет в 3-6 раз уменьшить разнотол щинность покрытий, т.е. повысить ка чество и снизить отбраковку продукции, а также упростить конструкцию устройства и сократить расход элект энергии на образование разрежения. Кроме того, вследствие повышения очности покрытия снизится расход порывающего материала. Формула изобретения 1. Устройство для нанесения покрыия на ленточные материалы, содержадее камеру для покрывающей жидкости выходной ,формующей щелью,направяющую для ленточного материала и средство для ленточного материала и средство для герметизации, ввода ленточного материала в камеру, отличающееся тем, что, с целью упрощения конструкции и улучшения качества покрытия путем уменьшения разнотолщинности наносимого слоя,камера и направляющая жестко смонтированы на раме, установленной с возможнос-i тью поворота вокруг горизонтально расположенной оси, перпендикулярной направлению движения материала. 2.Устройство по п. 1, о т л и чающееся тем, что направляющая выполнена в виде плиты. 3.Устройство поп. 1, отли.чающееся тем, что средство для герметизации ввода ленточного материала в камеру выполнено в виде лабиринтного уплотнения. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 583823, кл. В 05 С 5/02, 1976. 2.Патент США 3502494, кл. 117-34, опублик. 1970 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения высоковязких покрытий на длинномерный материал | 1978 |
|
SU712143A1 |
| Устройство для нанесения покрытия на длинномерный материал | 1978 |
|
SU764738A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ КЛЕЯ НА ИЗДЕЛИЕ | 2011 |
|
RU2471570C1 |
| СПОСОБ НАНЕСЕНИЯ ДЕКОРАТИВНОГО ПОКРЫТИЯ НА ТВЕРДУЮ ПОДЛОЖКУ И УСТАНОВКА ДЛЯ ВЫПОЛНЕНИЯ СПОСОБА | 1997 |
|
RU2136395C1 |
| Устройство для герметизации ввода в вакуумную сушилку ленточных материалов | 1978 |
|
SU676794A1 |
| Устройство для нанесения покрытий | 1977 |
|
SU629992A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ТРУДНОВОСПЛАМЕНЯЕМОЙ ИЛИ НЕГОРЮЧЕЙ МНОГОСЛОЙНОЙ ПЛИТЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2026794C1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ЛИПКОЙ ФТОРОПЛАСТОВОЙ ПЛЕНКИ | 2001 |
|
RU2209689C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИНОЛЕУМА | 2000 |
|
RU2171324C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРИГОДНОГО ДЛЯ ПЕЧАТИ ОДНО- ИЛИ МНОГОСЛОЙНОГО ПОЛОТНА МАТЕРИАЛА, А ТАКЖЕ ИЗГОТОВЛЕННОЕ ЭТИМ СПОСОБОМ ПОЛОТНО МАТЕРИАЛА И СООТВЕТСТВУЮЩАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТАКОГО ПОЛОТНА МАТЕРИАЛА | 2014 |
|
RU2661211C2 |