Изобретение относится к области металлургического машиностроения и может быть использовано в станах холодной прокатки труб.для уравновешивания возвратно-поступательно перемещаемых масс клети. Известно устройство для-уравновешивания возвратно-поступательно перемещаемых масс клети стана холодной прокатки труб, содержащее соединенные с рабочей клетью поршневые цилиндры, питаемые от магистрали чере редукционный клапан 1 . Недостаток такого устройства заключается в необходимости создания большого начального давления в tiopui невых цилиндрах, что приводит к их интенсивному нагреву и к уменьшению срока службы. Наиболее близким техническим решением к предложенному является уст ройство для уравновешивания возврат но-поступательно перемещаемых масс клети стана холодной прокатки труб содержащее поршневые цилиндры, связанные штоками через рычаги с клетью зубчато-реечные пары, оси шестерен которых закреплены на клети, и им«ются ролики прижима шестерен к рейке H. В этом устройстве уравновешивающая сила больше, чем сила,инерции клети, так как рычаг, соединенный со штоком цилиндра, поворачиваясь, передает дополнительное усилие на шток, вызванное от момента сил инерции рабочих валков, кроме того, работа этого устройства осуществляется при повьаиенном давлении в цилиндрах. Увеличенная величина уравновешивающей силы иг повышенное давление в поршневых цилиндрах увеличивают нагрузку на шток поршня и на уравновешивающее устройство в целом, что приводит к перегреву цилиндров и снижению срока службы. Целью изобретения является повышение срока службы уравновешивающего устройства. Для достижения этой цели в предложенном устройстве, содержащем порш.невые цилиндры, связанные штоками с клетью, зубчато-реечные пары, оси шестерен которых закреплены на клети ч ролики прижима, согласно изобретению соединение каждого штока с клетью выполнено в виде связанной с роИКОМ прижима и установленной на токе пары фрикционных роликов с пруинами кручения внутри и диска, имещего поочередный контакт с каждым из фрикционных роликов и сидящего на одной оси с шестерней зубчато-реечной пары, рейка которой установлена стационарно.
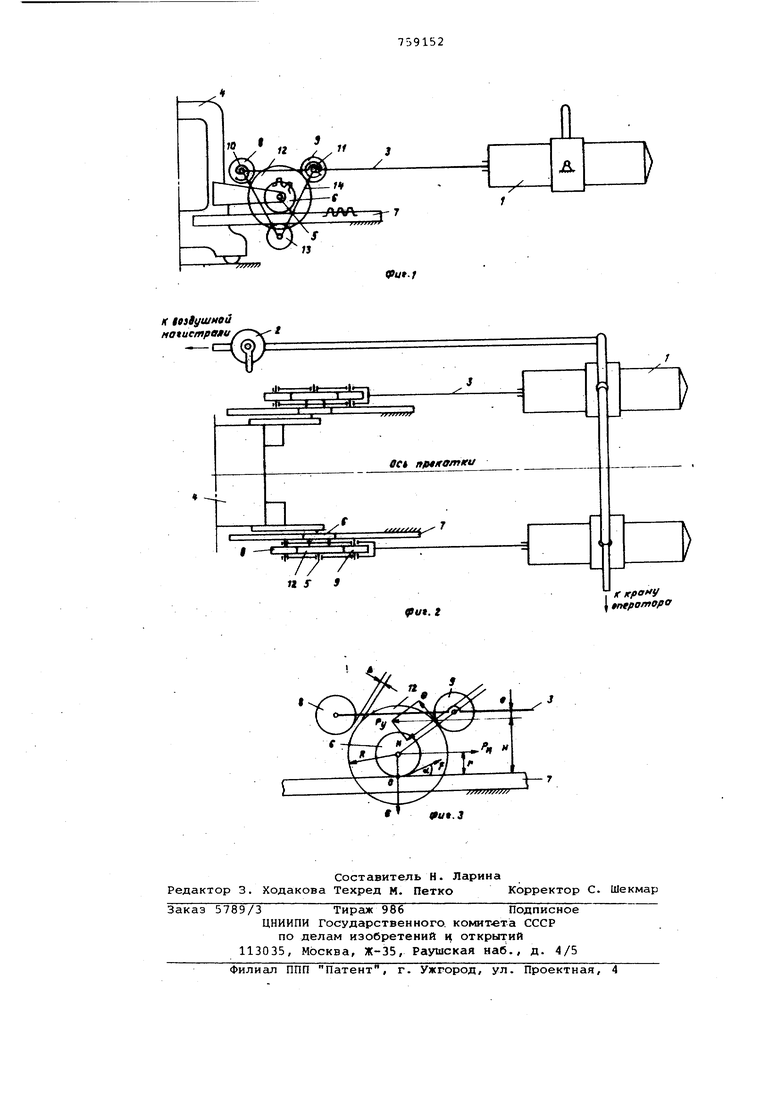
На фиг. 1 представлена кинематическая схема предлагаемого усхройстBaj на фиг. 2 - то же, вид сверху; на фиг. 3 - равновесное состояние сил, ействующих на диск и шестерню.
Устройство для уравновешивания возвратно-поступательно перемещаеNWX масс клети стана холодной прокатки труб содержит поршневые пневматические цилиндры 1, питаемые от воздушной магистрали через редукционный клапан 2 и имеющие штоки 3, связанные с клетью 4, зубчато-реечные пары, оси 5 шестерен 6 которых закреплены на приливе клети а взаимодействующие с ними рей|си 7 установлены
стационарнрг
Соединение каждого штока с клетью выполнено в виде установленной на штоке пары фрикционных роликов 8 и 9 с пружинами кручения 10 и 11 и размещенного между ними диска 12, сидящего на одной оси 5 с шестерней 6.Фрикционные ролики установлены с возможностью вращения вокруг собственной оси и имеют поочередный контакт с диском 12, при этом линия центров фрикционных роликов смещена от центра диска. Для предотвращения прогиба каждого штока 3 поршневого цилиндра 1 предусмотрен ролик прижима 13, который связан через корпус 14 с фрикционными роликами 8 и 9 н находится в контакте с направляюаей опорной поверхности стационарной рейки 7.
Работа устройства для уравновешивания возвратно-поступательно перемещаемлх масс клети осуществляется следующим образом.
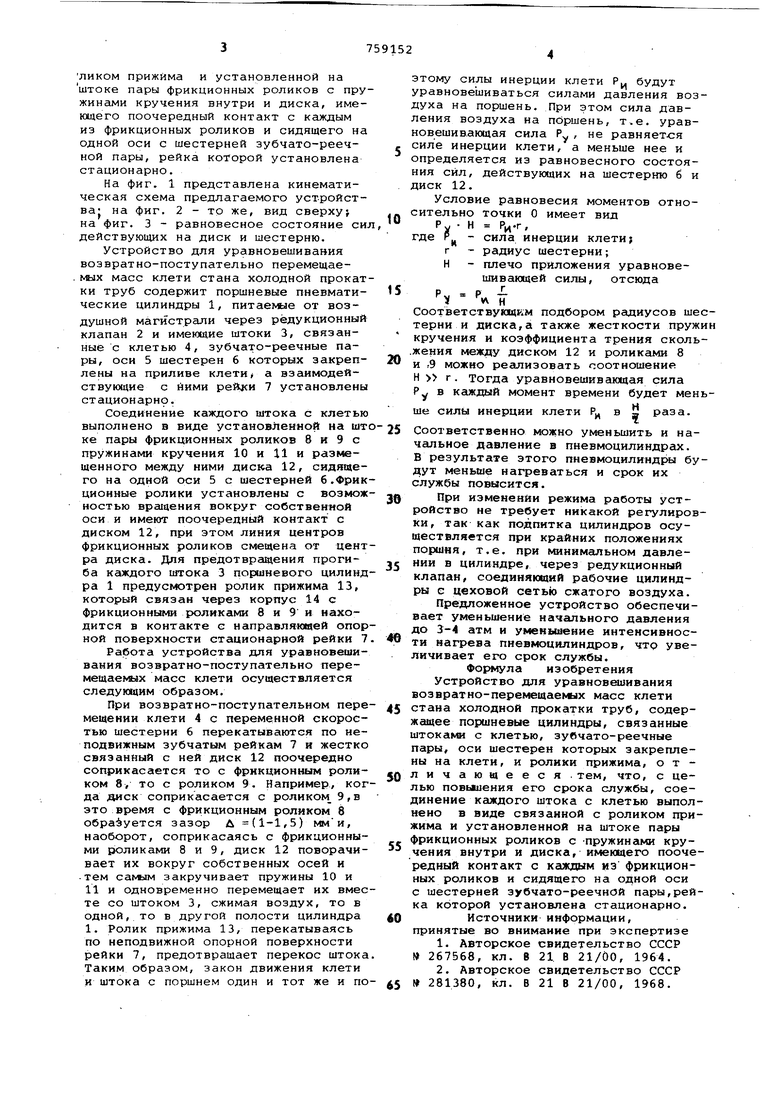
При возвратно-поступательном перемещении клети 4 с переменной скоростью шестерни 6 перекатываются по неподвижным зубчатым рейкам 7 и жестко связанный с ней диск 12 поочередно соприкасается то с фрикционным роликом 8, то с роликом 9. Например, когда диск соприкасается с роликом 9,в это время с фрикционным роликом 8 образуется зазор Д (1-1,5) мм и, наоборот, соприкасаясь с фрикционными роликами 8 и 9, диск 12 поворачивает их вокруг собственных осей и тем caNaaM закручивает пружины 10 и 11 и одновременно перемещает их вместе со штоком 3, сжимая воздух, то в одной, то в другой полости цилиндра 1. Ролик прижима 13, перекатываясь по неподвижной опорной поверхности рейкн 7, предотвращает перекос штока. Таким образом, закон движения клети и штока с поршнем один и тот же и поэтому силы инерции клети Р. будут уравновешиваться силами давления воздуха на поршень. При этом сила давления воздуха на поршень, т.е. уравновешивающая сила Ру, не равняется силе инерции клети, а меньше нее и определяется из равновесного состояния сил, действующих на шестерню б и диск 12.
Условие равновесия моментов относительно точки О имеет вид
РуцГ,
сила инерции клети
г - радиус шестерни;
Н - плечо приложения уравновешивающей силы, отсюда
-Л
Соответствующкм подбором радиусов шетерни и диска,а также жесткости пруж кручения и коэффициента трения скол.жения между диском 12 и роликами 8 и г9 можно регшизовать соотношение Н г. Тогда уравновешивающая сила Ру в кёикдый момент времени будет менше силь инерции клети Рц в И раза.
Соответственно можно уменьшить и начальное давление в пневмоцилиндрах. В результате этого пневмоцилнндры будут меньше нагреваться и срок их службы повысится.
При изменении режима работы устройство не требует никакой регулировки, так как подпитка цилиндров осуществляется при крайних положениях ПО1Х11НЯ, т.е. при минимальном давлении в цилиндре, через редукционный клапан, соединяющий рабочие цилиндры с цеховой сетью сжатого воздуха.
Предложенное устройство обеспечивает уменьшение начального давления до 3-4 атм н уменьшение интенсивности нагрева пневмоцилиндров, что увеличивает его срок службы.
Формула изобретения
Устройство для уравновшиивания возвратно-перемещаемых масс клети стана холодной прокатки труб, содержащее поршневые цилиндры, связанные штоками с клетью, зуЛчато-реечные пары, оси шестерен которых закреплены на клети, и ролики прижима, отличающееся, тем, что, с целью повышения его срока службы, соединение каждого штока с клетью выполнено в виде связанной с роликом прижима и установленной на штоке пары фрикционных роликов с -пружинами кручения внутри и диска, имеющего поочередный контакт с каждым из фрикционных роликов и сидящего на одной оси с шестерней зубчато-реечной пары,рейка которой установлена стационарно.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР 267568, кл. В 21 В 21/00, 1964.
2.Авторское свидетельство СССР 281380, кл. В 21 В 21/00, 1968.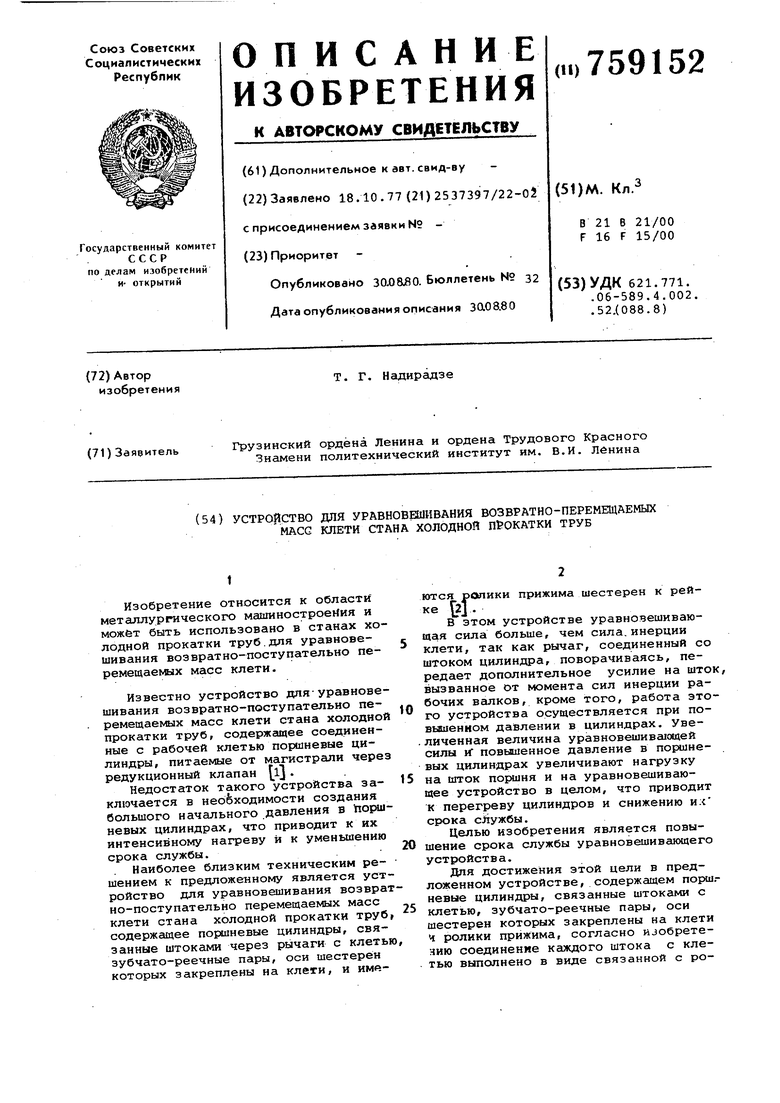
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для УРАВНОВЕШИВАНИЯ СИЛ ИНЕРЦИИ И МОМЕНТОВ СИЛ ИНЕРЦИИ МЕХАНИЗМОВ ПРОКАТНЫХСТАНОВ | 1970 |
|
SU281380A1 |
| Стан холодной прокатки труб | 1986 |
|
SU1338911A1 |
| Поворотно-подающий механизм стана холодной прокатки труб | 1972 |
|
SU500828A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ХОЛОДНЫМ ПИЛЬГЕРОВАНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2205075C2 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2014 |
|
RU2578883C1 |
| Привод возвратно-поступательного перемещения частей стана холодной прокатки труб | 1982 |
|
SU1069889A1 |
| Привод клети стана холодной прокатки труб | 1979 |
|
SU772629A1 |
| Привод стана холодной прокатки труб | 1987 |
|
SU1482741A1 |
| СИСТЕМА ПРИВОДА ДЛЯ СТАНА ХОЛОДНОЙ ПИЛЬГЕРНОЙ ПРОКАТКИ | 2003 |
|
RU2247613C1 |
| Стан холодной прокатки труб | 2019 |
|
RU2721251C1 |