(54) СТАН ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поперечно-клиновойпРОКАТКи | 1979 |
|
SU806215A1 |
| Стан для накатки зубчатых колес | 1989 |
|
SU1613232A1 |
| Стан для поперечно-клиновой прокатки изделий плоскими клиньями | 1975 |
|
SU648315A1 |
| Стан поперечно-клиновой прокатки | 1978 |
|
SU759187A1 |
| Прокатный стан | 1989 |
|
SU1724400A1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ. | 2013 |
|
RU2532214C1 |
| УСТРОЙСТВО ДЛЯ ПОПЕРЕЧНОГО ПЕРЕМЕЩЕНИЯ РЕЕК ЗУБЧАТО-РЕЕЧНОГО ПРИВОДА ВАЛКОВ РАБОЧЕЙ КЛЕТИ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2011 |
|
RU2460597C1 |
| Стан для поперечно-клиновой прокатки | 1985 |
|
SU1319989A1 |
| Устройство для прокатки изделий с переменным профилем | 1976 |
|
SU617143A1 |
| Стан для поперечно-клиновой прокатки | 1986 |
|
SU1417980A1 |
1
Изобретение относится к обработке металлов павлением и может быть использовано при производстве иапелий типа ступенчатых ваЛЬв.
Известен стан поперечно-клиновой прокатки изоелий типа ступенчатых валов, сопержаший две инструментальные плиты, . установленные в направляющих станины с возможностью возвратно-поступательного относительного перемещения, а также механизм синхронизации перемещения плит, выполненный в вице шестерни и цвух зубчатых реек, закрепленных соответственно на кажцой из плит и.находящихся в запепленни с
шестерней t.
Недостатком известного устройства является неточность и сложность переналадки расстояния между инструментами.
Цель изобретения - упрощение И повьпиение точности переналадки станка;
Это достигается тем, что плиты расположены под острым углом одна к другой, а шестерня выполнена составной из двух частей, соосно соединенных между собой с возможностью относительного регулировочкого поворотнрго перемещения, причем колцая часть связана зацеплением с соответствующей рейкой.
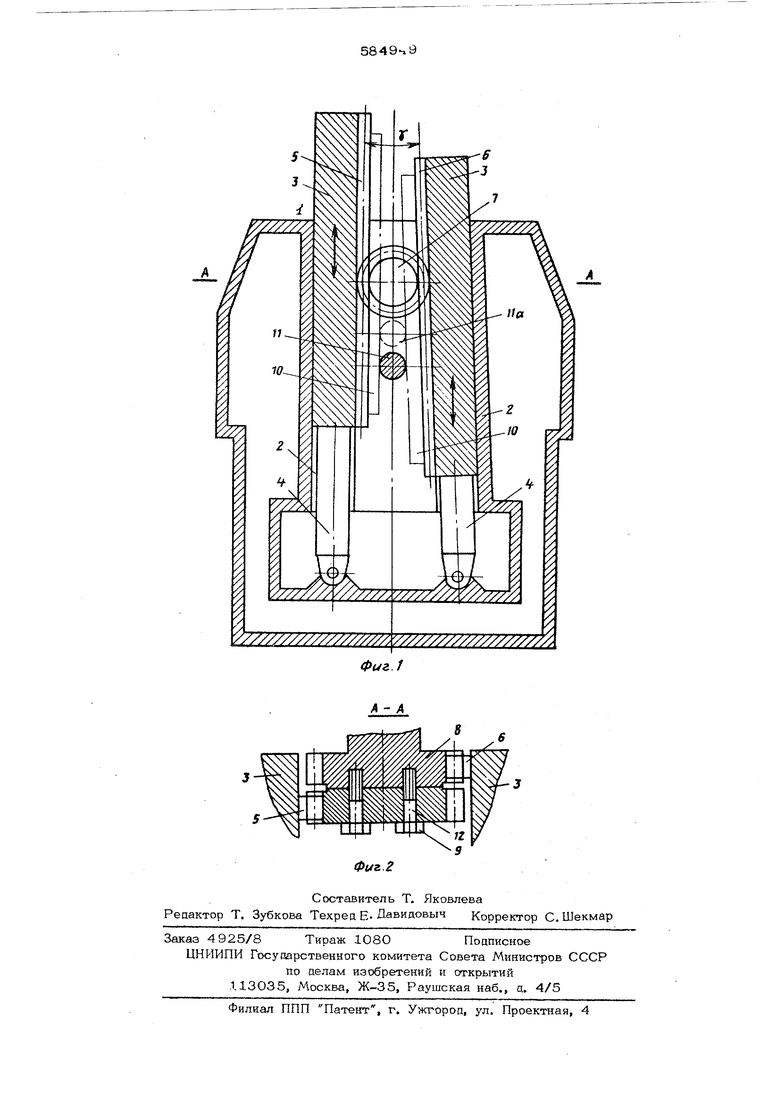
На фрп. 1 показан предлагаемый стан, продольный разрез; на фиг. 2 - сечение А-чА на фиг. 1.
Стан поперечно-клиновой прокатки содержит станину 1, в которой выполнены ове противолежащие направляющие 2. В направ0ляющих 2 размещены с возможностью относительного перемещения инструментальные плиты 3. Продольные оси плит 3 разS
1-8 одна к
мещены под углом другой. .
5
Привод инструментальных плит 3 осуществляется посредством гидроцилиндров 4, закрепленных в станине 1. На инструментальных плитах 3 жестко закреплены зубчатые рейки 5 и 6, размешенные параллель0но направляющим 2; Зубчатые рейки 5 и 6 взаимодействуют с паразитной шестерней, выполненной составной из двух частей 7 и 8, соприкасающихся торцовыми поверхностями. Паразитная шестерня установлена а станине 1 между направляющими2. Час1ГИ 7 и 8 паразитной выполнены с возможностью регулировочного поворота одна относительно hpyrofi. Угол поворота фиксируется с помощью винтов 9. Часть 7 параантной шестерни взаимодействует с зуб чатой рейкой 5, часть 8 - с зубчатой рейкой 6. На инструментальных плитах 3 закреплены клиновые элементы Ю для деформирования заготовки 11. Для относительного поворота частей 7 и 8 паразитной шестерни в части 7 выполнены пазы 12, размешенные по дуге окружности. Устройство работает следующим образом Между клиновыми элементами 10 помещают заготовку 11, С помощью гидроцилиндров 4 перемешают инструментальные плиты, 3: одну - вверх, «другую - вниз, При этом клиновые элементы Ю внедряются в заготовку 11 и, вращая, уменьшают ее диаметр и увеличивают длину, образуя профиль получаемой детали. При движении инструментальных плит 3 вращается паразитная шестерня, синхронизируя их перемещение. Расположение направляющих 2 под углом i - В не оказывает влия ния на процесс прокатки заготовки 11, продольная ось которой остается в одном положении на всем протяжении процесса прокатки. По окончании прокатки заготовка 11 удаляется из рабочей зоны и инструмеЕ1таль ные плиты 3 возвращаются в исходное пол жение. При выполнении угла более 8клиновые элементы 1О могут зацепиться один за другой при движении инструментальных плит. При выполнении угла менее 1 требуется чрезмерно большое смещение инструментальных плит 3 одной относительно другой при наладке стана на требуемый диаметр. Для изменения диаметра получаемой детали ослабляют натяжение винтов 9, по-ворачивают части 7 и 8 паразитной шестер ни на требуемый угол и вновь затягивают винты 9, При пойорсуге частей 7 и 8 паразитной шестерни происходит относительяое смешение инструментальных плит 3 и закрепленных на них клиновых элементов 10 посредстЁом реек 5 и 6, Это приводит к тому, что внедрение клиновых элементов 10 в заготовку 11 осуществляется в новом относительно станины 1 положении, как показано на фиг. 1, В этом положении расстояние между клиновыми элементами 10, уменьшилось на размер Д Р относительное смещение инструментальных плит 3 при повороте частей 7 и 8 паразитной шестерни; - угол наклона направляющих 2, На этот же размер д уменьшается и диаметр получаемой детали. Для увеличения диаметра получаемой детали части 7 и 8 паразитной шестерни поворачивают одна относительно другой в противоположном направлении. Формула изобретения Стан поперечно-клиновой прокатки изделий типа ступени-атых валов, содержащий две инструментальные плиты, установленные в направляющих станины с возможностью возвратно-поступательного относительного перемещения, а также механизм синхронизации перемещения плит, выполненный в виде шестерни и двух зубчатых реек, закрепленных соответственно на каждой из плит и находящихся в зацеплении шестерней, отличаюшийс я тем, что, с целью упрощения и повышения точности переналадки стапа, плиты расположены под острым углом одна к другой, а шестерня выполнена составной из двух частей, соосно соединенных Между собой с возможностью относиельного регулировочного поворотного перемещения, причем каждая часть связана зацеплением с соответствующей рейкои. Источники информации, при1гятые во вниание прк экспертизе: 1, Патент ГДР № 5848О, кл; 7а, 1967.
