(54) СТАН ПОПЕРЕЧНО-КЛИНОВОЙ ПРО1 :АТКИ
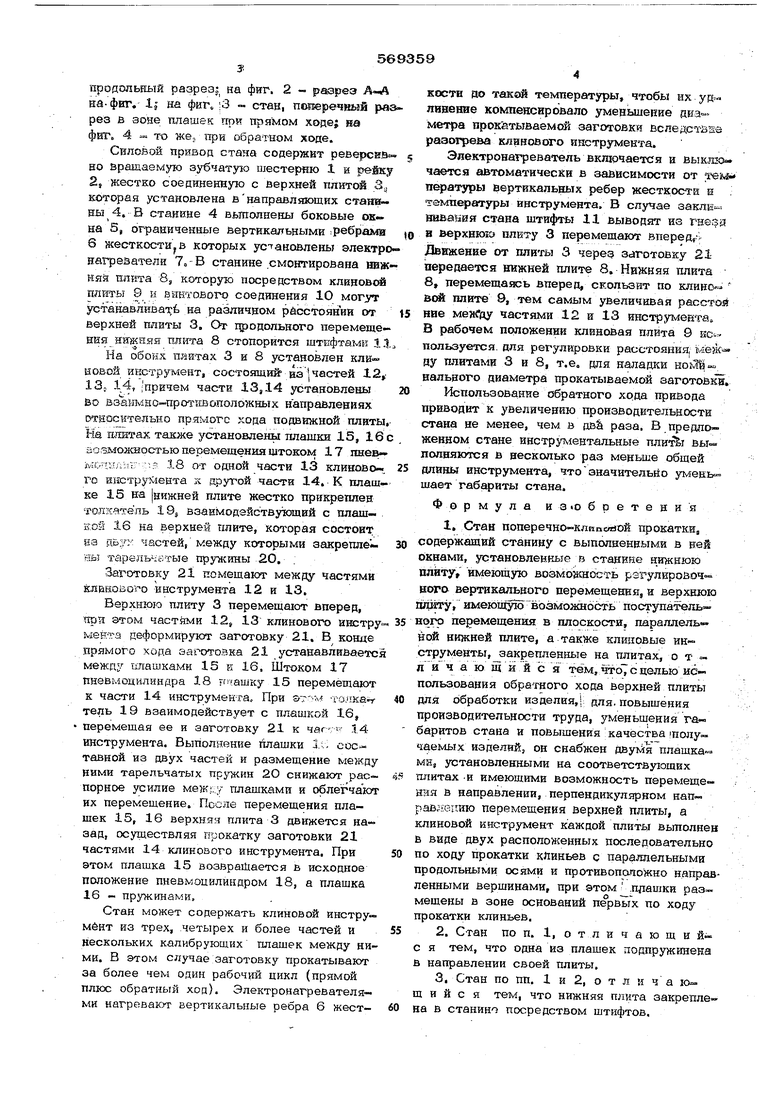
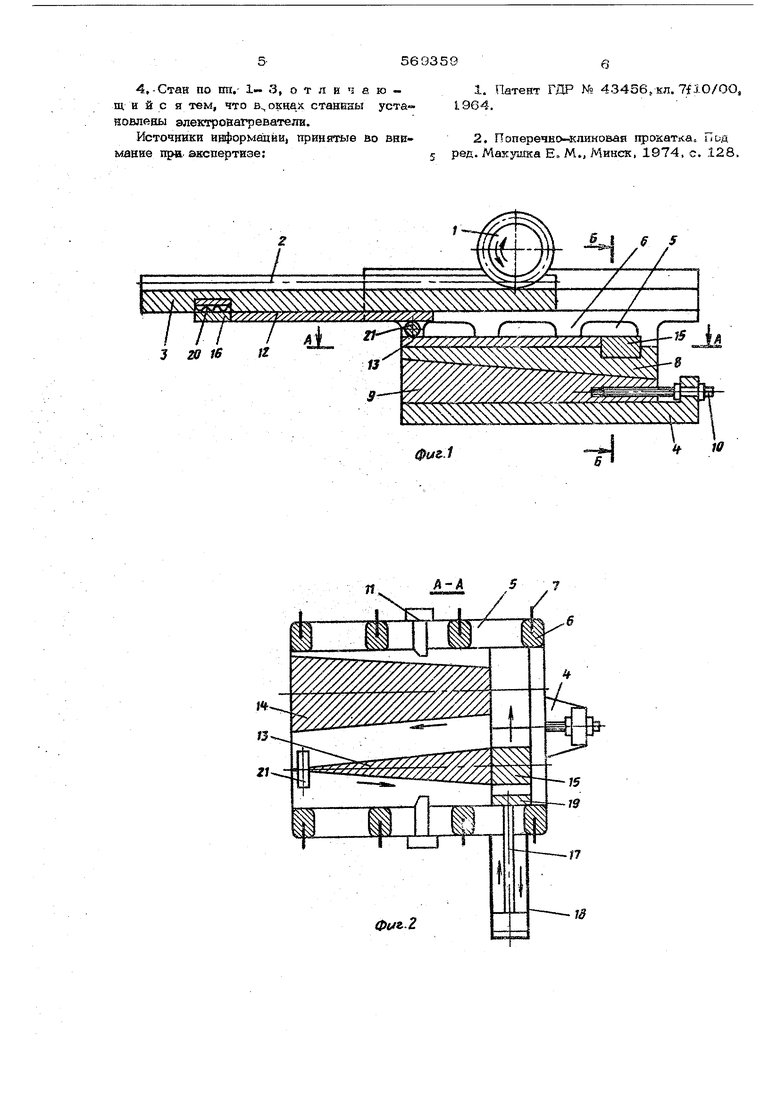
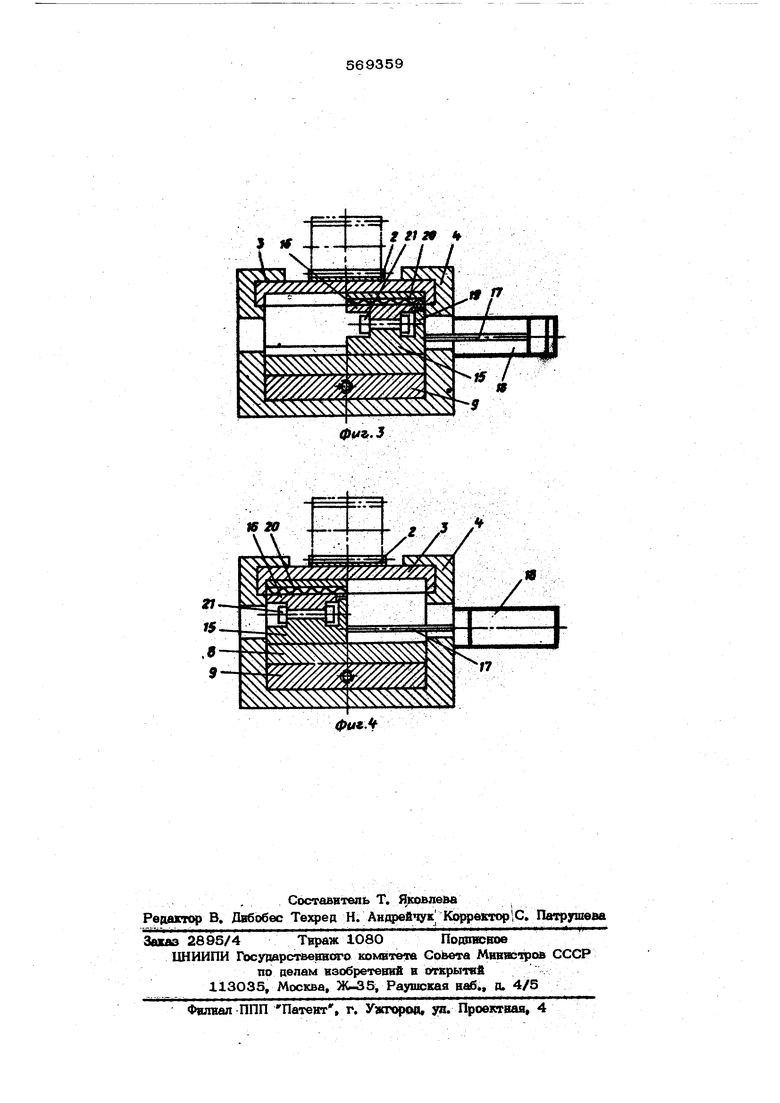
родольщзтй paapeaj на фиг. 2 - разрез А-Л а- фиг, 1| на фиг. ;3 - craHi поаеречвый раз рез в зозе плашек при прямом ходе; ка ЕТ. 4 то же, при обратном ходе.
Силовой привод стана содержит реверсав. § но вращаемую зубчатую шестерню 1 и 2, жестко соединенную с верхней плитой З которая установлена внаправляющих станиы 4, В станине 4 выполнены боковые окна 5, ограниченные вертикальными ; ребрами о 6 жесткости в которых установлены электронагрезатела 7,-В станине смонтирована шж- Кяй ппйта 8s которую посредством клиновой плитьг 9 и винтового соединения 10 могут станавливать на различном расстоянии от 15 ерхней плиты 3. От цродольного перемещения HSfiKHsH плита 8 стопорится штифтамв 1Л.
На обоих Пиитах 3 и 8 установлен кли овой инс-трумент, состояйций- gaj частей 12, 13. 14, прнчем части 13,14 установлены 20 о взаймао-протявополоЖЕЫх направлениях относктельно прямого хода подвижной плиты,На алитах также установлены плашки 15, 16 с . аозмолшостью перемещения штоком 17 пнев- ftf&nwA-i :- 18 от одной части 13 клииово 25 о инструтйента к другой части 14. - К плаш-ке 15 на нижней плите жестко прикреплен олкатель 19, взаимодэйствутощий с плаш- . кой 16 на верхней плите, которая состоит ва дьу- частей, между которыми закрепле - 30 ньз тарельчвтые пружины 20. .
Заготовку 21 помещают между частями кленового инструмента 12 и 13.
Верхнюю плиту 3 перемещают вперед, тфи этом частями 12, 13 клинового инстру™ 35 мента деформируют заготовку 21. В коняе прямого хода эагчзтозка 21 устанавливается межд;. илашками 15 Е 16, Штоком 17 пневмонилиндра 18 15 перемещают к части 14 инструмента. При эт:- толка г 40 тепь 19 взаимодействует с плашкой 16, перемещая ее и заготовку 21 к чаг, - 14 инструмента. Выполнение плашки 3.v. составной из двух частей и размещение между ними тарельчатых пружин 2О снижают рас- 4S порное усилие меж.:у плащками и облегчают их перемещение. После перемещения пла- щек 15, 16 верхняя плита 3 движется назад, осуществляя прокатку заготовки 21 частями 14 клинового инструмента. При50
этом плашка 15 возвращается в исходное положение пневмоцилиндром 18, а плашка 16 - пружинами,
Стан может содержать клиновой инструмент из трех, .четырех и более частей и55 нескольких калибрующих плащек между ними. В этом случае заготовку прокатывают за более чем один рабочий цикл (прямой плюс обратный ход). Электронагревателями нагревают вертикальные ребра 6 жест- 60
кости до такой температуры, чтобы их лввение компенсировало уменьшение метра прокатываемой заготовки вследстзэе разогрева клинового инструмента.
Электронагреватель включается и выкяю чается автоматически в зависимости от тег ператзфы вертикальных ребер жесткосэ-и в температуры инструмента. В случае заклк- шшанйя стана штифты 11 выводят ив гнезд в верхвю плйту 3 перемешают вперед,Движенве от плиты 3 черед заготовку 21 передается нижней плите 8. Нижняя плита 8, перемещаясь вперед, скользит по клиновой плите 9, тем самым увеличивая рассто Н0е метййу частями 12 и 13 инструмента. В рабочем положений клиновая плйта 9 sc пользуется, для регулировки расстояииЯ| меж йу шхитами 3 и 8, т.е. для наладки . нального диаметра прокатываемой заготовгсн
Использование обратного хода привода приводит к увеличению производительности стана не менее, чем в дв& раза. В предложенном стане инструментальные плит&т вы«. полняются в несколько раз меньше обшей длины инструмента, чтозначительно умень шает габариты стана.
Формула из «обретен и я
1,Стан поперечно клипе«ой прокатки, содержаший станину с выполненными в ней окнами, установленные в станине н,ижнюю плиту, имеющую возможность рэгулировоч нога вертикального перемещения, и верхнюю
шиту, имеющую воаможност ь поступатель™ ногр перемещения в плоскости, параллельной нижней плите, а также клиновые инструменты, закрепленные на плитах, о т пи чающийс я тем, о7 с целью ис пользования обрат1аого хода верхней плкты для обработки изделия,; для. повышения производительности труда, уменьшения габаритов стана и повышения : качества /получаемых изделий, он снабжен ДвуьЛя плашка мн, установленными на соответствующих шштах -и имеющими возможность перемещения в направлении, перпендикулярном направ;;:епию перемещения верхней плиты, а клиновой инструмент каждой плиты вьтолнев в виде двух расположенных последовательно по ходу прокатки клиньев с параллельными продольными осями и противопагюжно направленными вершинами, при этом .пдашки размещены в зоне оснований первых по ходу прокатки клиньев.
2,Стан по п. 1, отличающий с я тем, что одна из плашек подпружинена в направлении своей плиты.
3,Стан по пп. 1 и 2, о т л и ч а ю
щ и и с я тем, что нижняя плита закреплена в станино посредством щтифтов.
4,-Стан по пп. 1- 3, о т л и ч а ю щ и и с я тем, что в окнах станвны уста- новлены электровагреватели.
Источники информации, принятые во внвмание пра акспертизе:
1.Патент ГДР № 43456, кл, 7flO/OO, 1964.
2,Поперечно-кликовай прокатла Пь-д
5 ред. Макушка Е М., Минск, 1974. с. 128.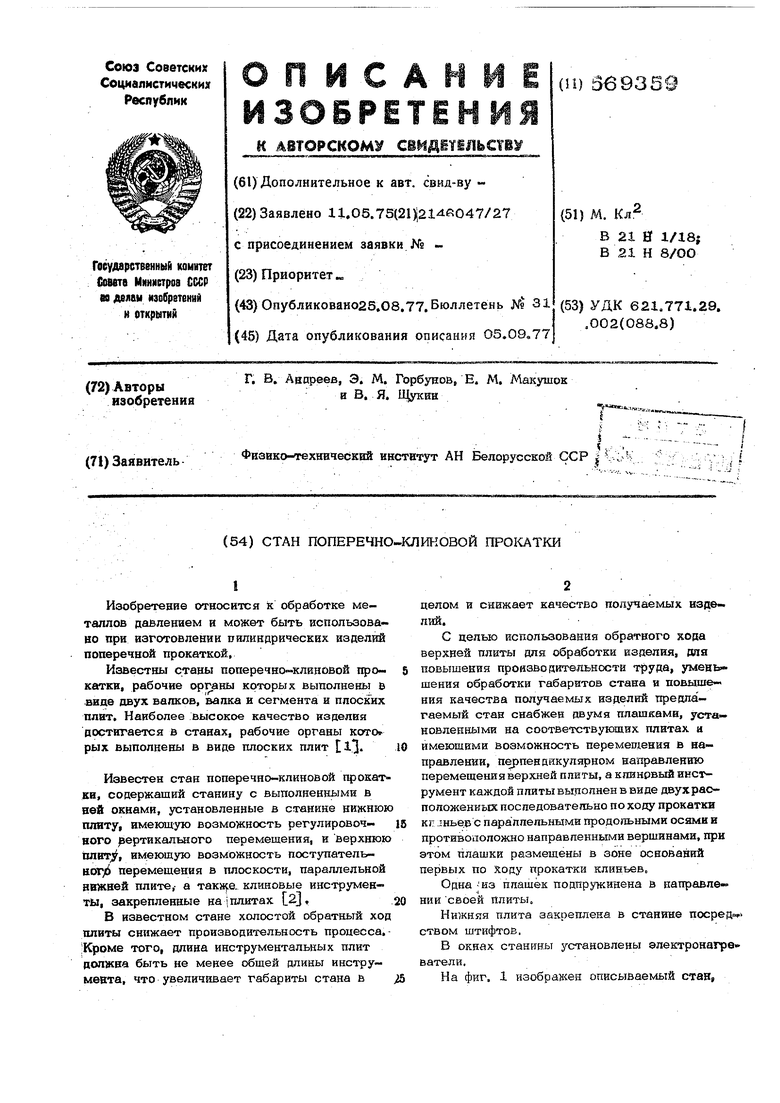
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поперечно-клиновой прокатки | 1977 |
|
SU727288A1 |
| Стан поперечно-клиновой прокатки | 1978 |
|
SU733174A2 |
| Подающе-тянущий механизм непрерывного волочильного стана | 1984 |
|
SU1286311A1 |
| Устройство для прокатки изделий с переменным профилем | 1976 |
|
SU617143A1 |
| Устройство для деформации металла прокаткой | 1989 |
|
SU1734903A1 |
| Устройство для поперечно-клиновой прокатки | 1979 |
|
SU940962A1 |
| Стан поперечно-клиновой прокатки | 1979 |
|
SU814532A1 |
| Стан для поперечно-клиновой прокатки | 1982 |
|
SU1031604A1 |
| СТАН ДЛЯ ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ | 1996 |
|
RU2124958C1 |
| Устройство для поперечно-клиновой прокатки | 1988 |
|
SU1553235A1 |
.Y vvy-V I уч; уЛуух с ух х С Г/ 3 20 16 12
-W
фб/&.2 // // / /
фтг.
4
«
