Изобретение относится к области обработки металлов давлением, в частности, к способам обработки сварных соединений и может быть использовано для снижения остаточных напряжений в сварных соединениях.
Известны способы использования импульсного воздействия для снижения остаточных напряжений, заключающиеся в нагружении сварного шва и околошовной зоны импульсами давления.
Однако эти способы недостаточно универсальны, поскольку рациональная область их применения ограничена особенностями конструкционного материала формой и габаритами изделий, техническим оснащением предприятия.
Наиболее близким к предлагаемому изобретению является способ обработки сварных соединений, заключающийся в нагружении сварного шва и околошовной зоны многократными импульсами давления, возбуждаемыми высоковольтными электрическими разрядами в жидкости, осуществляемыми между электродом и поверхностью сварных соединений в районе шва.
Однако эффективность известного способа ограничена энергетическими возможностями применяемого оборудования. Кроме того, вследствие поглощения и рассеивания энергии ударных волн в металле, этот способ позволяет наиболее эффективно снижать остаточные напряжения в основном с обрабатываемой стороны, с обратной стороны их снижение менее заметно. Поскольку интенсивность снижения остаточных напряжении зависит от их начального уровня, то с их снижением она падает. Вследствие этого последовательная обработка соединений с двух сторон не позволяет значительно повысить эффективность снижения остаточных напряжении. Кроме того, обработка за два прохода (с одной и с другой сторон) снижает производительность процесса.
Целью настоящего изобретения является интенсификация снятия остаточных напряжений и производительности процесса снижения остаточных напряжений.
Поставленная цель достигается тем, что в способе обработки сварных соединений путем воздействия многократных импульсов давления возбуждаемых электрическими разрядами в жидкости, осуществляемыми между электродом и закрепленным сварным соединением, воздействие импульсами давления осуществляют поочередно с обеих сторон сварного соединения с помощью двух электродов, причем каждый очередной разряд производят в момент максимального изгиба сварного соединения, создаваемого действием предыдущего разряда с противоположной стороны.
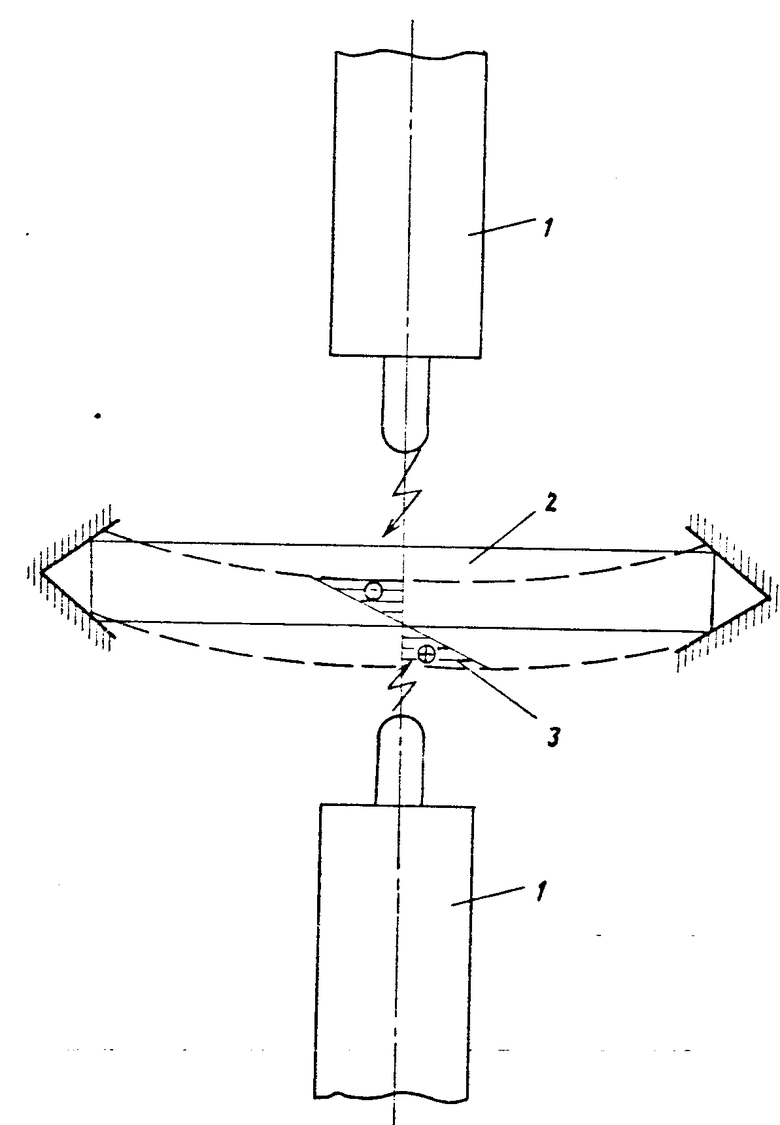
На чертеже показано устройство для реализации способа. На схеме показано расположение электродов 1 относительно сварного соединения 2 и характер его деформирования, показанный эпюрой 3.
Способ осуществляется следующим образом.
При электрическом разряде с одной из сторон, например с верхней, импульс давления, возбуждаемый этим разрядом вызывает некоторое снижение остаточных напряжений преимущественно с верхней стороны. Затем под действием этого импульса и гидропотока, сопровождающего разряд, сварное соединение 2 начинает изгибаться в противоположную сторону. При этом с нижней стороны возникает дополнительные растягивающие напряжения от изгиба (см. эпюру 3), которые, складываясь с остаточными растягивающими напряжениями в шве, вызывают пластическую деформацию удлинения, которая после разгрузки приводит к снижению остаточных напряжении. Увеличение пластической деформации удлинения с нижней стороны происходит до прекращения увеличения прогиба, т.е. снижение остаточных напряжений под действием изгиба с этого момента прекращается. В этот момент, т.е. когда растягивающие напряжения максимальны, производят очередной разряд с нижней стороны, импульс давления от которого также вызывает дополнительную пластическую деформацию сварного шва, обеспечивая при этом дополнительное снижение остаточных напряжений. Затем происходит упругая разгрузка сварного соединения, а под действием импульса давления и гидропотока, возбуждаемых разрядом с нижней стороны, сварное соединение изгибается вверх. При этом дополнительные растягивающие напряжения возникают с верхней стороны и описанные явления повторяются на этой стороне. Очередной разряд с верхней стороны, производимый в момент максимального прогиба вверх, вызывает очередной цикл деформирования сварного соединения и т.д.
Использование предлагаемого способа обеспечивает по сравнению с известным следующие преимущества:
повышает эффективность снижения напряжений за счет создания очередным разрядом дополнительной пластической деформации с выпуклой стороны сварного соединения;
повышает производительность процесса за счет обработки с двух сторон.
Это в свою очередь позволяет повысить надежность, усталостную прочность и коррозионную стойкость сварных соединений.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ и устройство защиты от коррозионного растрескивания сварной металлоконструкции | 2015 |
|
RU2626705C2 |
| Способ получения сварных соединений | 1982 |
|
SU1052357A1 |
| Способ изготовления сварных соединений | 1989 |
|
SU1682100A1 |
| СПОСОБ СНИЖЕНИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В СВАРНЫХ СОЕДИНЕНИЯХ МЕТАЛЛОВ | 2009 |
|
RU2424885C1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ УДАРНОЙ ОБРАБОТКИ ДЛЯ СНИЖЕНИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В СТЫКОВЫХ СОЕДИНЕНИЯХ ТРУБ КЛАССА ПРОЧНОСТИ К60 | 2023 |
|
RU2821463C1 |
| СПОСОБ ОБРАЗОВАНИЯ СТЫКОВЫХ СВАРНЫХ ШВОВ НА ТРУБАХ | 2005 |
|
RU2296657C2 |
| СПОСОБ ОБРАЗОВАНИЯ СТЫКОВЫХ СВАРНЫХ ШВОВ НА ТРУБАХ | 2005 |
|
RU2296658C2 |
| Способ изготовления сварных конструкций | 1983 |
|
SU1127726A1 |
| СПОСОБ ОБРАЗОВАНИЯ СТЫКОВЫХ СВАРНЫХ ШВОВ НА ТРУБАХ | 2005 |
|
RU2285595C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРНОГО СОЕДИНЕНИЯ МЕТАЛЛОВ | 2018 |
|
RU2683990C1 |
Способ обработки сварных соединений путем воздействия многократными импульсами давления, возбуждаемыми электрическими разрядами в жидкости, осуществляемыми между электродом и закрепленным сварным соединением, отличающийся тем, что, с целью интенсификации процесса снятия остаточных напряжений и производительности процесса, воздействие импульсами давления осуществляют поочередно с обеих сторон сварного соединения с помощью двух электродов, причем очередной разряд производят в момент максимального изгиба сварного соединения, создаваемого действием предыдущего разряда с противоположной стороны.
Способ обработки сварных соединений путем воздействия многократными импульсами давления, возбуждаемыми электрическими разрядами в жидкости, осуществляемыми между электродом и закрепленным сварным соединением, отличающийся тем, что, с целью интенсификации процесса снятия остаточных напряжений и производительности процесса, воздействие импульсами давления осуществляют поочередно с обеих сторон сварного соединения с помощью двух электродов, причем очередной разряд производят в момент максимального изгиба сварного соединения, создаваемого действием предыдущего разряда с противоположной стороны.
