Изобретение относится к способам снижения растягивающих остаточных напряжений, возникающих в стыковых соединениях труб класса прочности К60, при сварке трубопроводов северного исполнения больших диаметров, как с большей, так и с малой толщиной стенок, преимущественно в нефтедобывающей и газодобывающей промышленности. Способ предусматривает ультразвуковую ударную обработку стыковых соединений труб класса прочности К60 поверхностным пластическим деформированием с использованием энергии низкочастотных ультразвуковых колебаний.
Соединение труб в единую нитку на трассе чаще всего происходит с применением ручной дуговой сварки, как наиболее эффективного технологического процесса, реализуемого в регионах, находящихся в северо-арктической зоне, где существенный объем сварочных работ производится при отрицательных температурах окружающего воздуха.
Неравномерное распределение температуры нагрева и её быстрое охлаждение при сварке труб в условиях низких климатических температур, особенно при многослойной сварке, приводит к возникновению неоднородных температурных деформаций по зонам монтажного соединения и, как следствие, появлению остаточных сварочных напряжений. При этом возникающие остаточные сварочные напряжения (далее ОСН) существенно влияют на прочность и долговечность сварных соединений [Матохин Г.В., Воробьев А.Ю., Игуменов А.А. Оценка влияния остаточных сварочных напряжений на предел выносливости различных зон сварных соединений феррито-перлитных сталей // Сварка и диагностика. 2015. № 1. С. 32-34.; Винокуров В.А. Сварочные деформации и напряжения. М.: Машиностроение. 1968. 236 с.]. Растягивающие остаточные напряжения способствуют ускоряют процесс зарождения микротрещин, значительно снижают усталостную прочность и повышают склонность к хрупкому разрушению сварных соединений.
Исследованиями распределений остаточных напряжений в сварных соединениях труб установлено, что наиболее высокие растягивающие остаточные напряжения возникают во внутренней поверхности стыка трубы, в зоне корневого шва. С наружной стороны труб в околошовной зоне наблюдаются в основном напряжения сжатия [Сидоров М.М., Голиков Н.И. Остаточные сварочные напряжения монтажных соединений трубопроводов из низколегированных сталей, эксплуатирующихся в северных регионах // Сварка и диагностика, 2022. №5. С.49-52. DOI: 10.52177/2071-5234_2022_05_49].
Снижение уровня высоких растягивающих остаточных напряжений, или их полная трансформация на сжимающие, может быть достигнута за счет применения дополнительного способа послесварочной обработки. Одним из перспективных способов является ультразвуковая ударная обработка (далее УУО), основанная на использовании низкочастотных колебаний в сочетании с поверхностным пластическим деформированием. В результате такого комплексного воздействия на материал, вследствие многократных периодических ударов инструмента, в поверхностных слоях обрабатываемого участка создается упрочненный слой с формированием благоприятного поля сжимающих ОН [Шестаков С.Д. Ультразвуковое поверхностное пластическое деформирование для упрочнения и пассивации наклепом: теория, технологические процессы и оборудование // Упрочняющие технологии и покрытия. 2013. № 7 (103). С. 3-15].
В качестве аналога был рассмотрен способ снятия остаточных сварочных напряжений в сварных соединениях металлов в патенте RU № 2281192 C2. Данное изобретение направлено на использовании способа ультразвуковой ударной обработки после процесса сварки на расстоянии 50-150 мм от оси сварного соединения (в зависимости от режима сварки), устанавливая ультразвуковой излучатель под углом 10-20 градусов к плоскости сварного соединения. В результате ультразвуковые колебания воздействуют на процесс кристаллизации металла сварного шва, измельчая и упорядочивая его структуру. Кроме того, ультразвуковые колебания оказывают влияние на температуру металла, устанавливают тепловое равновесие в решетке, а также производят дегазацию процесса.
Недостатком данного способа является то, что при этом способе обработка производится с наружной стороны стенки трубы в зоне действия сжимающих остаточных напряжений. При данном способе происходит увеличение уровня растягивающих остаточных напряжений в зоне корневого шва.
Наиболее близким аналогом является способ обработки сварочных соединений металлов ультразвуком с целью снятия остаточных напряжений (Холопов Ю.В. «Сварочное производство», обработка сварных соединений металлов ультразвуком с целью снятия остаточных напряжений, 1973, № 12, 20-21) /Д1/. Данный способ относится к области обработки сварных соединений металлов поверхностным пластическим деформированием с использованием энергии ультразвуковых колебаний, включающий снятие остаточных сварочных напряжений.
Недостатком данного способа является то, что при обработке сварного соединения металлов нужен дополнительный стержень привода контактного давления с другой стороны обрабатываемого участка, что требует дополнительных усилий.
Отличительными признаками заявленного изобретения от /Д1/ является то, что снижение уровня растягивающих остаточных напряжений или их полную трансформацию на сжимающие, осуществляют путем УУО с внутренней стороны стенки трубы класса прочности К60 в зоне корневого шва на ширину от 30 до 80 мм со скоростью 0,06 м/мин.
Целью заявленного способа является снижение высоких растягивающих остаточных напряжений, возникающих в стыковых соединениях труб класса прочности К60 путем применения ультразвуковой ударной обработки.
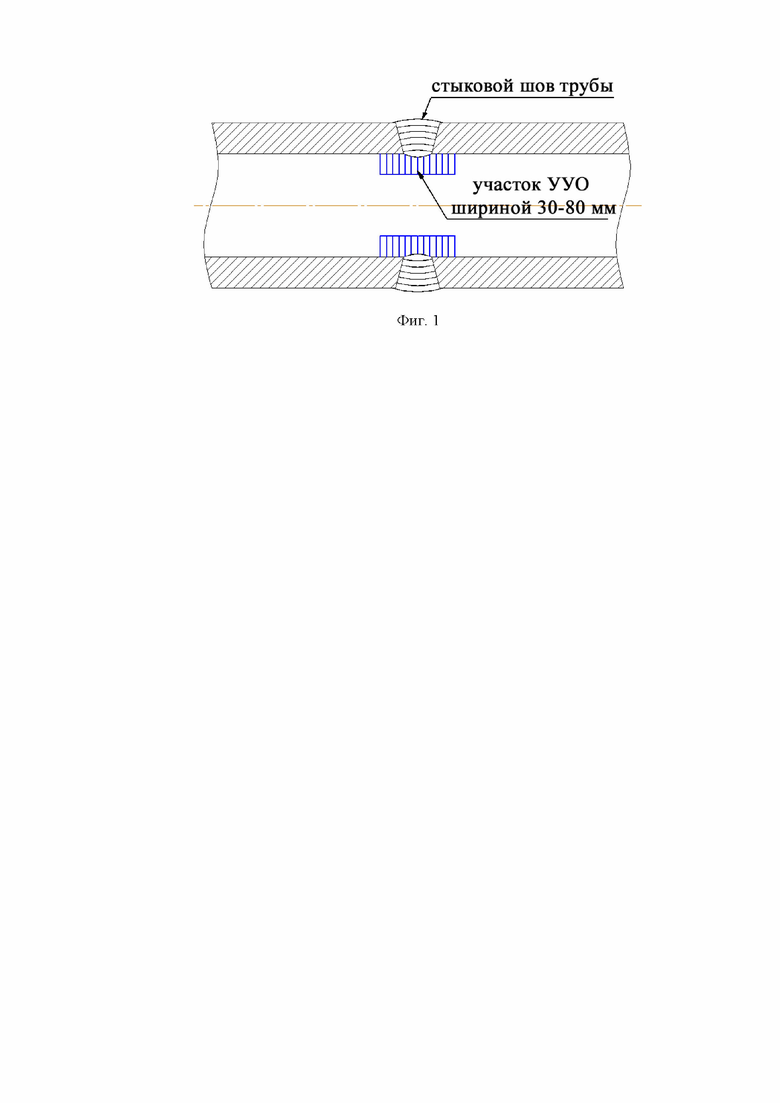
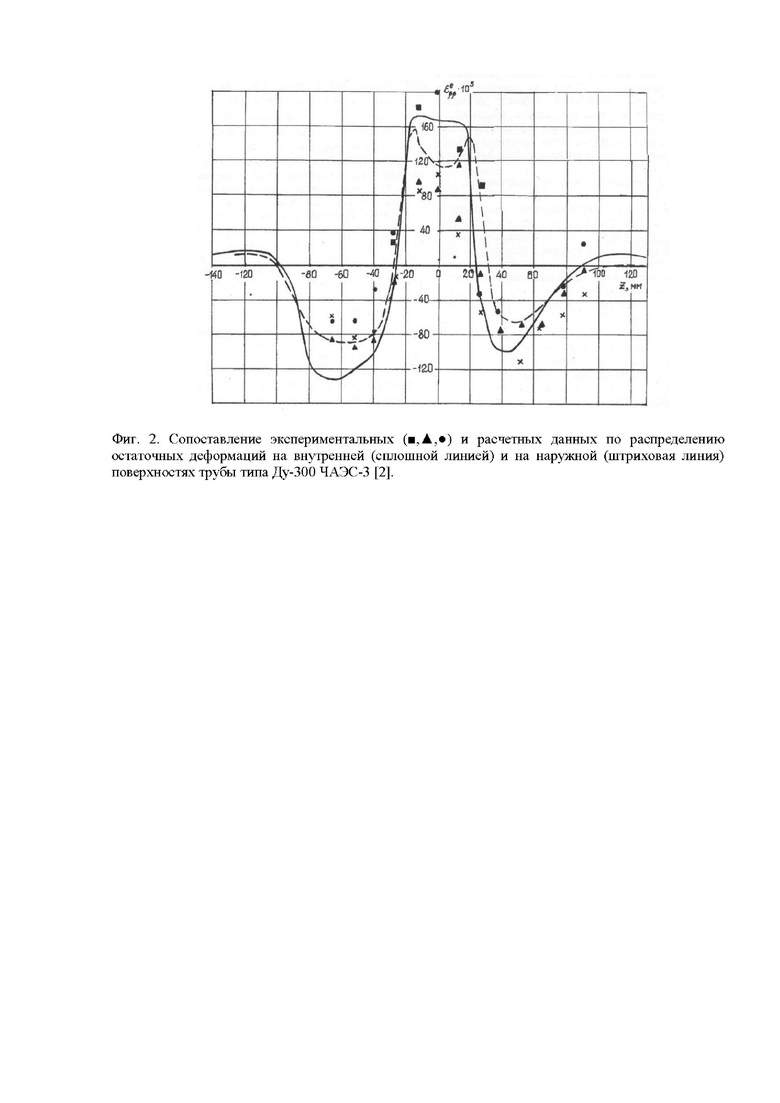
Поставленная цель достигается тем, что УУО производится с внутренней стороны стенки трубы класса прочности К60, в зоне корневого шва, с шириной участка обработки от 30 до 80 мм со скоростью 0,06 м/мин (фиг. 1), соответствующей ширине высоких уровней растягивающих напряжений в зоне корневого шва (фиг. 2) [Махненко В.И., Великоиваненко Е.А. [и др.] Остаточные сварочные напряжения в зоне кольцевых сварных стыков трубопроводов из аустенитной стали // Автоматическая сварка. 1998. № 11. С. 32-39].
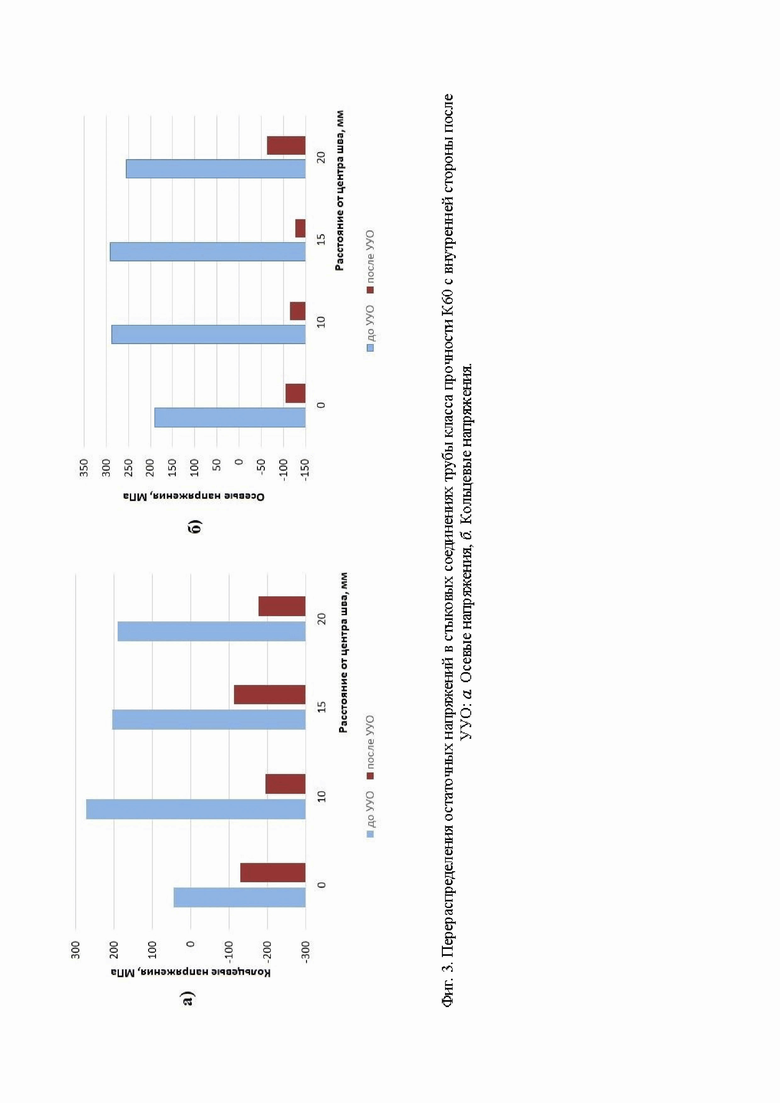
Техническим результатом в результате использования заявленного изобретения является то, что УУО сварного соединения с внутренней стороны стенки трубы на ширине от 30 до 80 мм со скоростью 0,06 м/мин, способствует перераспределению абсолютных значений остаточных сварочных напряжений от 350 МПа до 420 МПа, что обеспечивает формирование напряжений сжатия на внутренней поверхности сварного соединения трубы (фиг. 3 а, б) [Sidorov M.M., Golikov N.I., Saraev Yu.N. Redistribution of residual stresses in girth weld of a pipe of strength class K60 after ultrasonic impact treatment // Procedia Structural integrity. 30C (2020). PP. 149-153. https://doi.org/10.1016/j.prostr.2020.12.023]. В результате на обрабатываемой поверхности измельчаются размеры ферритных зерен структуры, в результате повышается микротвердость обработанного участка [Sidorov M.M., Golikov N.I., Makharova S.N., Tikhonov R.P., Ivanova M.A. Structure and microhardness of constructional steel after ultrasonic impact treatment at negative air temperatures // Key Engineering Materials. 2023. Vol. 942, pp 29-34. DOI:10.4028/p-24xz15].
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СНЯТИЯ ОСТАТОЧНЫХ СВАРОЧНЫХ НАПРЯЖЕНИЙ В СВАРНЫХ СОЕДИНЕНИЯХ СТЫКОВ ТРУБ | 2010 |
|
RU2444423C1 |
| СПОСОБ РЕМОНТНО-ВОССТАНОВИТЕЛЬНЫХ РАБОТ НА ТРУБАХ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ | 2004 |
|
RU2277667C1 |
| СПОСОБ СВАРКИ ТРУБОПРОВОДОВ ИЗ ВЫСОКОПРОЧНЫХ ТРУБ С КОНТРОЛИРУЕМЫМ ТЕПЛОВЛОЖЕНИЕМ | 2014 |
|
RU2563793C1 |
| СПОСОБ СВАРКИ ТРУБОПРОВОДОВ БЕЗ ПРЕДВАРИТЕЛЬНОГО ПОДОГРЕВА СТЫКОВ | 2013 |
|
RU2521920C1 |
| СПОСОБ УПРАВЛЕНИЯ ТЕРМИЧЕСКИМ ЦИКЛОМ МНОГОПРОХОДНОЙ ЛАЗЕРНОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ СОЕДИНЕНИЙ В УЗКОЩЕЛЕВУЮ РАЗДЕЛКУ СО СВАРОЧНОЙ ПРОВОЛОКОЙ | 2020 |
|
RU2754216C1 |
| СПОСОБ ВЫПОЛНЕНИЯ СВАРНОГО СОЕДИНЕНИЯ КОЛЬЦЕВЫХ ОДНОТОЛЩИННЫХ СТЫКОВЫХ СОЕДИНЕНИЙ БИМЕТАЛЛИЧЕСКИХ ТРУБ И/ИЛИ СОЕДИНИТЕЛЬНЫХ ДЕТАЛЕЙ ТРУБОПРОВОДОВ | 2023 |
|
RU2821448C1 |
| Способ комбинированной автоматической двухсторонней лазерно-дуговой сварки неповоротных кольцевых стыковых соединений трубопроводов | 2024 |
|
RU2832257C1 |
| Способ упрочнения сварных конструкций | 1987 |
|
SU1557176A1 |
| Способ и устройство защиты от коррозионного растрескивания сварной металлоконструкции | 2015 |
|
RU2626705C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИИ УЗЛА СОПРЯЖЕНИЯ ДНИЩА РЕЗЕРВУАРА С ЕГО СТЕНКОЙ | 2021 |
|
RU2772702C1 |
Изобретение относится к области послесварочной обработки монтажных стыковых соединений трубопроводов, а именно к ультразвуковой ударной обработке стыковых соединений труб класса прочности К60. Ультразвуковую ударную обработку производят с внутренней стороны стенки трубы в зоне корневого шва с шириной участка обработки от 30 до 80 мм со скоростью 0,06 м/мин с обеспечением снижения уровня растягивающих остаточных напряжений или их полной трансформации на сжимающие. Достигается снижение уровня растягивающих остаточных напряжений в стыковых соединениях труб. 3 ил.
Способ ультразвуковой ударной обработки стыковых соединений труб класса прочности К60, характеризующийся тем, что ультразвуковую ударную обработку производят с внутренней стороны стенки трубы в зоне корневого шва с шириной участка обработки от 30 до 80 мм со скоростью 0,06 м/мин с обеспечением снижения уровня растягивающих остаточных напряжений или их полной трансформации на сжимающие.
| СПОСОБ СНЯТИЯ ОСТАТОЧНЫХ СВАРОЧНЫХ НАПРЯЖЕНИЙ В СВАРНЫХ СОЕДИНЕНИЯХ СТЫКОВ ТРУБ | 2010 |
|
RU2444423C1 |
| СПОСОБ РЕМОНТНО-ВОССТАНОВИТЕЛЬНЫХ РАБОТ НА ТРУБАХ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ | 2004 |
|
RU2277667C1 |
| RU 2013158669 A, 10.07.2015 | |||
| СПОСОБ СНЯТИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В СВАРНЫХ СОЕДИНЕНИЯХ МЕТАЛЛОВ | 2004 |
|
RU2281192C2 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ ОБРАБОТКИ СВАРНЫХ МЕТАЛЛОКОНСТРУКЦИЙ | 2010 |
|
RU2447162C2 |
| СПОСОБ СНЯТИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В СВАРНЫХ СОЕДИНЕНИЯХ МЕТАЛЛОВ | 2010 |
|
RU2451583C2 |
| KR 1020070086532 A, 27.08.2007. | |||

