(5) УСТРОЙСТВО ДЛЯ ГИБКИ ЗАГОТОВОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления кольцевых изделий типа поршневых колец | 1978 |
|
SU763025A1 |
| Способ изготовления поршневых колец | 1989 |
|
SU1719186A1 |
| Способ изготовления разрезных колец из прямолинейных заготовок | 1980 |
|
SU925478A1 |
| Устройство для гибки кольцевых деталей | 1978 |
|
SU749512A1 |
| УСТРОЙСТВО ДЛЯ ТОКАРНОЙ ОБРАБОТКИ ПОРШНЕВЫХ КОЛЕЦ | 1991 |
|
RU2024358C1 |
| Способ изготовления стопорных колец | 1978 |
|
SU770624A1 |
| Способ и устройство для изготовления на токарных станках изделий с фасонными продольными и поперечным сечениями | 1942 |
|
SU63564A1 |
| Устройство для термофиксации листовых заготовок | 1980 |
|
SU945448A1 |
| Способ изготовления колец переменного сечения | 1987 |
|
SU1740093A1 |
| СПОСОБ ОБРАБОТКИ ФАСОННЫХ ДЕТАЛЕЙ | 2005 |
|
RU2292978C2 |
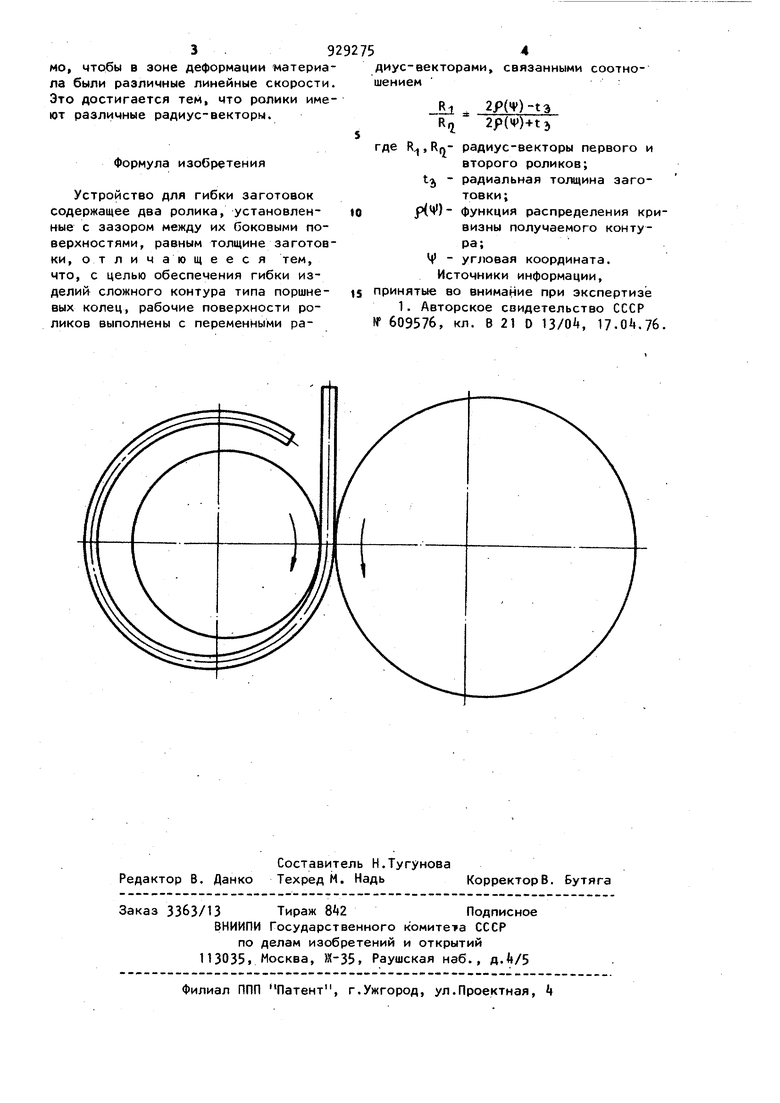
Изобретение относится к обработ металлов давлением, в частности к оборудованию для гибки. Известно устройство для гибки з готовок, содержащее два ролика, ус новленные с зазором между их боков поверхностями, равными толщине заго товки 1. Использование известного устрой ства не обеспечивает гибку изделий замкнутого контура. Цель изобретения - обеспечение гибки изделий сложного контура тип поршневых колец. Эта цель достигается тем, что рабочие поверхности роликов выполнены с переменными радиус-векторами, связанными соотношением Jll 2p()-t3 RQ 2p(4) + t3 где R,R(- радиус-векторы первого второго роликов; tg - радиальная толщина заготовки;fW - функция распределения кривизны получаемого контура;Ц - угловая координата. На чертеже изображено взаимное расположение роликов. Гибка изделия типа поршневого кольца происходит следующим образом. Ролики установлены в нулевое положение, в рабочую зону между ними подается проволока прямоугольного сечения мерной длины. Ролики вращаются встречно с одинаковыми угловыми скоростями (вращение можно осуществить, например, от электродвигателя через редуктор). Обжимая материал проволоки с различными усилиями с каждой стороны, ролики изгибают проволоку, например в криволинейную заготовку поршневого кольца. Для обеспечения тангенциальных обжимных усилий необходиМО, чтобы в зоне деформации материала были различные линейные скорости. Это достигается тем, что ролики имеют различные радиус-векторы.
Формула изобретения
Устройство для гибки заготовок содержащее два ролика, установленные с зазором между их боковыми поверхностями, равным толщине заготовки, отличающееся тем, что, с целью обеспечения гибки изделий сложного контура типа поршневых колец, рабочие поверхности роликов выполнены с переменными радиус-векторами, связанными соотношением
El i 2P(4)-t3
R,j 2p(4)-bt3
где R, радиус-векторы первого и
второго роликов; tj - радиальная толщина заготовки;
р(Ч1) - функция распределения кривизны получаемого контура;Ц - угловая координата.
Источники информации, принятые во внимание при экспертизе
