I
изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении зубчатых колес.
известно устройство для упрочнения зубчатых колес, содержащее привод вращения зубчатого колеса, четыре горелки для подвода горячей смеси и четыре горелки (сопла) для подвода охлаждаюшей жидкости, при этом горелки и сопла установлены неподвижно по периферии зубчатого колеса 1.
Недостатками данного устройства являются:
-большое коробление колес, требующее дополнительной чистовой обработки;
-невысокое качество поверхностного слоя закаленных зубьев, так как не используется явление «упрочнения нагретого металла при его деформации..
Наиболее известным является устройство для упрочнения зубчатых колес, содержащее два установленных на оправке зубообрабатывающего станка и подпружиненных навстречу один другому цилиндрических корпуса с пазами, в которых размещены деформирующие ролики, и токоподводящую систему, электрически связанную с источником питания, регулятором режи.ма работы источника питания и прерывателем. Последний электрически связан с регулятором режима работы; при этом корпуса выполнены токопроводящими, а токоподводящая система выполнена в виде установленных в пазах корпусов щеток, контактирующих с деформирующими роликами 2.
Для получения колес с переменной твердостью регулятор режима работы источника питания выполнен в виде копира, 10 установленного на зубообрабатывающем станке.
Недостатками данного устройства являются:
-малая глубина закаленного слоя (0,15-0,3 мм), обусловленная тем, что при прохождении электрического тока большой плотности через контакт «деформирующий ролик - зуб колеса контактирующая поверхность деформирующего ролика нагревается до закалочной температуры и час20 тично теряет свои механические характеристики;
-наличие электронного прерывателя и регулятора режима источника питания, что значительно усложняет устройство;
- ограниченность размера щетки, через которую проходит электрический ток от токопроводящего корпуса к деформирующему ролику, что вызывает подгорание контакта и ведет к выходу инструмента из строя.
Целью изобретения является повышение качества обработки зубчатых колес.
Указанная цель достигается тем, что корпус, установленный так, что возможно его вращательное движение, выполнен с осевой полостью и с наружными витками резьбы, имеющей профиль исходного контура обрабатываемого зуба. В каждом витке выполнены радиальные каналы для подачи горючей смеси, при этом деформирующие ролики подпружинены и расположены на продолжении витков резьбы, а второй корпус расположен в полости первого и выполнен в виде смесительной камеры горючей смеси.
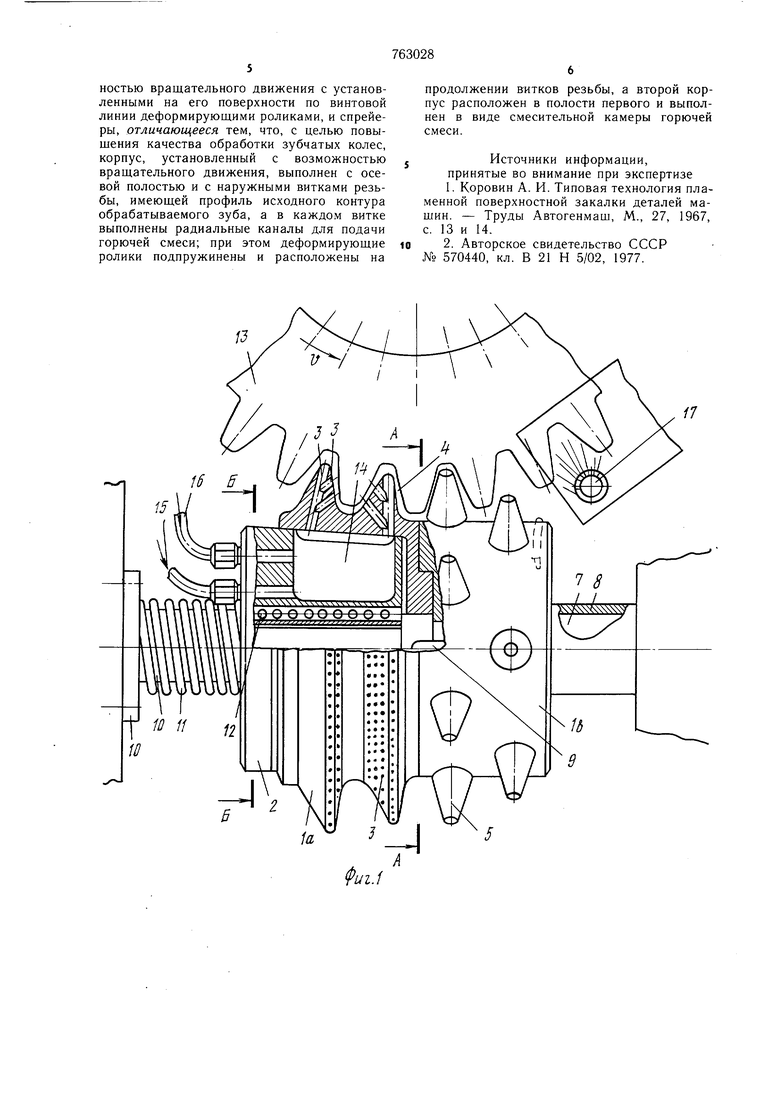
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - разрез А-А фиг. 1; на фиг. 3 - разрез Б-Б фиг. 1; на фиг. 4 - деформирующий ролик, установленный в корпусе устройства; на фиг. 5 - деформирующий ролик, вид сверху; на фиг. 6 - корпус устройства, развертка.
Устройство содержит два корпуса: вращающийся и невращающийся. Вращающийся корпус состоит из двух корпусов 1а и 1в. Корпус 1о выполнен из цветного металла (медь, латунь) и жестко скреплен с корпусом 10, внутри корпуса la размещен невращающийся корпус 2.
На поверхности корпуса 1а нарезан по винтовой линии уменьщенный профиль исходного контура обрабатываемого колеса, образующий гарантированный зазор с зубьями колеса. На всей внутренней поверхности полученного винта просверлены сопла 3, соединенные со сквозными каналами 4.
В щахматном порядке, т. е. со смещением на величину Д относительно продолжения винтовой линии уменьщенного профиля исходного контура обрабатываемого колеса (см. фиг. 6), установлены на вращающемся корпусе деформирующие ролики 5 с подщипниками качения. Эти ролики смонтированы в пружинящей втулке 6 (см. фиг. 4 и 5) , которая за счет вырезов с позволяет деформирующим роликам наклоняться под действием силы от вертикальной оси.
Вращающийся корпус жестко закреплен на оправке фрезерного станка 7 (см. фиг. 1 и 2) с помощью втулки 8 и щпонки 9.
Корпус 2, притерный по наружной конической поверхности к корпусу la, установлен на неподвижной (соединенной с суппортом станка) втулке 10 (см. фиг. 1 и 3) и является неподвижным при вращении корцусов la и 1в. Невращающийся корпус 2 под действием пружины 11 может перемещаться по щариковым щпонкам 12.
На корпусе 2 в зоне зацепления с зубьями обрабатываемого колеса 13 выполнена смесительная камера 14, соединенная через
штуцера 15 - и щланги 15 и 16 с баллонами кислорода и ацетилена (см. фиг. 1). Для закалки разогретого и деформированного профиля зуба установлен спрейер 17, смонтированный на станине станка.
Устройство работает следующим образом.
Зубчатое колесо 13, обработанное с окончательным чистовым размером зуба, устанавливают с минимальным радиальным биением на стол станка и закрепляют. Настраивают станок так, чтобы за один оборот вращающегося корпуса со скоростью V зубчатое колесо повернулось на один зуб со скоростью Vi. Устройство вводят в зацепление с обрабатываемым колесом до получения контакта деформирующих роликов
5 с зубом колеса.
По щлангам 15 и 16 в смесительную камеру 14 под давлением подают кислород и ацетилен, которые смешиваясь, образуют горючую смесь, поступающую по каналам
0 4 и соплам 3 только в зону зацепления кор. пуса la с зубчатым колесом. Вытекающую горючую смесь из сопел поджигают и поверхность зуба нагревается до полного превращения перлита в ацетенит.
При вращении колеса со скоростью Vi
разогретый зуб перейдет в зону работы деформирующих роликов 5. Так как последние смещены относительно винтовой линии и расположены в щахматном порядке, расстояние между соседними роликами будет больP ще щирины впадины Sgn обрабатываемого колеса на величину 2Д (фиг. 6). Поэтому при входе в зацепление с зубьями колеса соседние деформирующие ролики будут сближаться до получения расстояния между ними, равного ширине впадины между зубьями.
5 Такое сближение возможно за счет деформации пружинящей втулки 6. Для получения различной степени деформации поверхностного слоя зуба производят установку сменных пружинящих втулок 6 с различной толщиной стенки (фиг. 5).
0
При дальнейщем вращении колеса с той же скоростью V i разогретый и деформированный зуб подвергается действию охлаждающей жидкости из спрейера 17 и закаливается.
5 С помощью предлагаемого устройства можно проводить термомеханическую обработку крупномодульных колес, используя стандартное простое оборудование.
Применение термомеханической обработки увеличивает прочностные характеристики поверхностного слоя в 2-3 раза и позволяет значительно уменьшать металлоемкость редукторов.
Формула изобретения
Устройство для упрочняющей обработки зубчатых колес, содержащее два корпуса, первый из которых установлен с возможностью вращательного движения с установленными на его поверхности по винтовой линии деформирующими роликами, и спрейеры, отличающееся тем, что, с целью повышения качества обработки зубчатых колес, корпус, установленный с возможностью вращательного движения, выполнен с осевой полостью и с наружными витками резьбы, имеющей профиль исходного контура обрабатываемого зуба, а в каждом витке выполнены радиальные каналы для подачи горючей смеси; при этом деформирующие ролики подпружинены и расположены на
продолжении витков резьбы, а второй корпус расположен в полости первого и выполнен в виде смесительной камеры горючей
смеси.
Источники информации, принятые во внимание при экспертизе
1.Коровин А. И. Типовая технология пламенной поверхностной закалки деталей машин. - Труды Автогенмаш, М., 27, 1967, с. 13 и 14.
2.Авторское свидетельство СССР № 570440, кл. В 21 Н 5/02, 1977.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для упрочняющей обработки зубчатых колес | 1980 |
|
SU869923A1 |
| Устройство для упрочняющей обработки зубчатых колес | 1981 |
|
SU1013065A1 |
| Устройство для упрочняющей обработки конических зубчатых колес с круговым зубом | 1977 |
|
SU751488A1 |
| Узел обкатки зубьев зубчатых колесК зубООбРАбАТыВАющЕМу СТАНКу | 1977 |
|
SU810350A1 |
| Способ упрочняющей обработки зубчатых колес и устройство для его осуществления | 1978 |
|
SU737089A1 |
| Устройство для упрочнения зубчатых колес | 1976 |
|
SU570440A1 |
| РЕЗЬБОФРЕЗЕРНО-НАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2268117C1 |
| ИНСТУМЕНТ ИМПУЛЬСНО-УДАРНОГО ДЕЙСТВИЯ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 2002 |
|
RU2230633C1 |
| Устройство для упрочняющей обработки зубчатых колес | 1982 |
|
SU1031613A1 |
| СПОСОБ ИМПУЛЬСНО-УДАРНОЙ ЧИСТОВОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ КОЛЕС С КРУГОВЫМИ ЗУБЬЯМИ | 2002 |
|
RU2228823C1 |

