Изобретение относится к обработк металлов давлением и может быть использовано при изготовлении зубчаты колес. Известно устройство для упрочняю щей обработки зубчатых колес, которое содержит цилиндрический корпус ус танов лен ньви на нем винтовым индук тором, выполненным в виде двух парал лельных ветвей и соединенных между собой перемычкой. Деформирующие рол кй смонтированы в корпусе в разрезных цанговых втулках с возможностью взаимодействия своей внутренней поверхностью с наружной поверхностью оси ролика, при этом цанговая втулка выполнена с лепестками разной жестко ти 1 . Однако при нагреве индуктором ТВЧ впадины между зубьями противоположных зубьев нагреваются и теряют полу ченную прочность; окружность впадин зубчатого колеса -не подвергается деформации, что снижает изгибную прочность зубьев колеса. Наиболее близким техническим решением к изобретению является устрой ство для упрочняющей обработки зубча тых колес, содержащее корпус с установленными в нем со смещением деформирующими роликами, индуктор с токовед5щими шинами, охладители цилиндрической формы и спрейер, а также механизм крепления обрабатываемого колеса 2} .. Недостатками известного устройства являются невысокая надежность уст ройства, связанная с необходимостью .передачи тока высокой частоты и боль шой мощности через вращающийся контакт; низкое качество обрабатываемого колеса в связи с тем, что отсутст вует устройство для ориентации индуктора ТВЧ относительно впадины обрабатываемого колеса,обеспечивающее рав номерный нагрев впадины зуба. Целью изобретения является повышение надежности устройства и качества обработки. Поставленная цель достигается тем, что устройство для упрочняющей обработки зубчатых колес, содержащее корпус с установленными в нем со смещением деформирующими роликами, индуктор с токоведущими шинами, охладители цилиндрической формы и спрейер, а также механизм крепления обрабатыБаемого колеса, снабжено кулаками, закрепленными на корпусе с возможностью взаимодействия с трковвдуадими шинами, установленными с возможностью поворота, а охладители размещены между токоведущими шинами по разные стороны от индуктора, Причем охладители .размещены на рас стоянии от ИН9УКТОР4, равном шагу зубьев колеса паралЛельно последним, при этом диаметр о ладителей равен половине шага зубьев колеса. На фиг. 1 представлено устройство для упрочняющей обработки зубчатых колес, общий вид устройства в момент нагрева индуктором впадины между зубьями колеса; на фиг. 2 - ТО же, в момент пластической деформации профиля, зубьев колеса; на фиг. 3 - вид А на 1; на фиг. 4 - сечение Б-Б на фиг, фиг. 3; на фиг. 5 - узел I на фиг. 1. Устройство для .упрочняющей обработки зубчатого колеса монтируется на вертикально фрезерном станке, где на столе 1 станка установлен механизм крепления обрабатываемого колеса, а в шпинделе 2 - корпус 3 с кулаком 4 включения индуктора ТВЧ и кулакам 5 поворота индуктора ТВЧ относительно обрабатываемого колеса. На торце корпуса 3 смонтированы со смещением относительно друг друга деформирующие ролики 6. Количество деформирующих роликов выбирается в зависимости от допустимой величины огарки эвольвенты зуба обрабатываемого колеса. БелиЧина смещения последнего деформирующего ролика б -S относительно первого ба равна одному шагу t зубьев обрабатываемого колеса. Как вариант величина смещения может быть равна двум шагам t. В центре корпуса 3 просверлен осевой канал 7, соединенный через радиальный канал 8 со спрейером 9. Зака-. лочная жидкость подводится от насоса к насадке Ю, закрепленной на торце корпуса 3. Механизм крепления обрабатываемоо колеса включает основание И, усановленное на столе 1 станка, внути основания смонтирована подпружиeHHai. пружиной 12 оправка 13, на коорой закреплено обрабатываемое колео 14. Предварительное сжатие пружи- ы 12 выполняют с помощью гайки 15. На основании 11 смонтированы „„„ „, « оведущие шины 16, соединяющие уста ,3134 (не показана) с индуктоом 17. Индуктор 17 в сечении предтавляет собой измененную форму впаины между зубьями колеса. Торцы инуктора приварены к поворотным токоедущим шинам 18 и охватывают обраатываемое колесс5 14. На поворотных оковедущих шинах закреплены оси 19, зготовленные из тОконепроводящего атериала, и контактные пластины 20. онтактные пластины изготовлены из еди и имеют дугообразный паз 21 с ентром вращения-радиуса дуги в центе оси d.9. Через пазы 21 проходят яксри 22 лектромагнитов 23, Электромагниты 23 закреплены на основании 11, при этом электромагниты 23 и якори 22 изолируют токоведущие шины 16 и контактные пластины 20 от основания 11. Меящу поворотными токоведущими ши нами 18 на расстоянии шага зубьев ко леса и параллельно им с двух сторон индуктора закреплены цилиндрические охладители 24 с диаметром, равным по ловине шага зубьев обрабатываемого колеса, в охладителях 24, изготовлен ных из токопроводящего материала, просверлены отверстия для прохода и охлаждающей жидкости. Между поворотными токоведущими ши нами 18 закреплена из токонепроводящего материала вставка 25, связанная через тягу 26 с кулачком 5 поворота .индуктора 17. Электромагниты 23 Элек рически соединены с кулаком 4 включе ния и выключения индуктора ТВЧ через электропереключатель 27. Устройство работает следующим образом.На оправку 13 устанавливают и закрепляют с готовыми зубьями обрабатываемое колесо 14 так, чтобы оно могло проворачиваться вокруг своей оси с некоторым усилием. Затягивают гайку 15 до получения требуемого уси . ЛИЯ деформации при зазоре А между оправкой 13 и основанием 11. Корпус 3 приводят во вращение со скоростью V. При вращении корпуса 3 кулак 5 перемещает влево тягу 26, ко торая поворачивает вставку 25 и повторные токоведущие шины 18 относительно осей 19. Вместе с поворотными шинами, поворачиваясь, поднимаются вверх индуктор 17 и охладители 24, а контактная пластина 20 опускается вниз. Поворотные шины 18 поворачиваются до упора охладителей 24 во впадины зубьями колеса. В случае попадания охладителей 24 в вершину зуба зубчатое колесо 14 повернется вокруг своей оси, охладители 24 войдут во впадину между зубьями колеса и установят .индуктор 17 в заданном положении относительно нагреваемой впадины. В этот момент электропереключател 27 при действии кулака 4 включения и выключения индуктора ТВЧ замыкает две электрические цепи. Первой замкнется электрическая цепь, включающая электромагниты 23, которые обеспечивают надежный контакт между токоведущей шиной 16 и контактной пластиной 2Q, затем замыкается вторая элек трическая цепь, включающая установ-ку ТВЧ. Ток высокой частоты проходит через токоведущие шины 16, контактные пластины 20,.поворотные шины 18 и индуктор 17.. Индуктор 17 создает переменное магнитное поле в поверхностном слое впадины ме;;щу зубьями колеса, которая нагревается до , одновременно противоположные профили зубьев охлаждаются жидкостью, поступанвдёй через сверления в охладителях 24, Кулак 4 включения и выключения индуктора ТВЧ при врацдении корпуса 3 отходит от электропереьглючателя 27, который выключает вначале индуктор ТВЧ, а затем - электромагниты 23. Кулак 5 поворота индуктора, вращаясь вместе с корпусом 3,,перемещает тягу 26 вправ-о, которая .опускает вниз поворотные шины 18, отводя индуктор 17 от обрабатываемого колеса 14, и поднимает вверх контактные пластины 20, при этом кольцевой паз скользит по якорю 22. Продолжая вращаться со скоростью V, корпус 3 вводит в нагретую индуктором ТВЧ впадину между зубьями кО леса деформирующий ролик 6а, который упрочняет впадину и перемещает зубчатое колесо 14 -с оправкой 13 на величину зазора А, сжимая пружину 12, После выхода из впадины деформирующего ролика 6 « под действием пружины 12 оправка 13 возвращается в исходное положение. При входе следующего деформирующего ролика в контакт с зубьями обрабатываемое колесо 14 повернется на некоторый угол со скоростью Vj из-за , смещения деформирующих роликов на шаг зубьев обрабатываемого колёсаQ В результате обработки набором деформирующих роликов впадина между зубьями колеса будет продеформирова- на по всей высоте и .с расчетным усилием. В зависимости от количества деформирующих роликов в наборе обрабатываемое колесо повернется на один или два шага. . После обработки впадины мезкду эубьЯМ1. всеми деформирующими роликами во впадкну входит спрейер 9, и закалоч-г ная жидкость от насоса по осевому 7 и радиальному 8 каналам подается на разогретый и продеформированный по:верхностный слоя зуба, закаливая его. Цикл обработки одной впадины закончен, а затем повторяется для следующего зуба.- По сравнению с известным предлагаемое устройство для упрочняющей обработки зубчатых колес позволяет повысить его надежность, а также качест- во обработки колеса.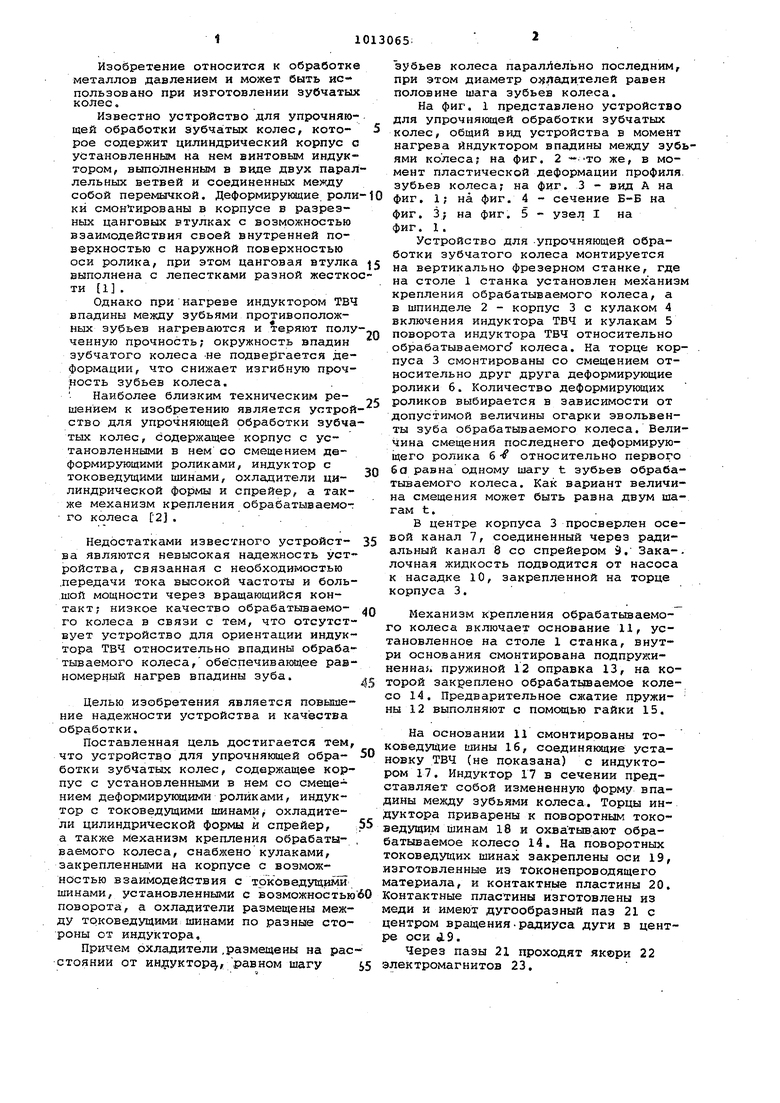
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для упрочняющей обработки зубчатых колес | 1982 |
|
SU1031612A1 |
| Устройство для упрочняющей обработки зубчатых колес | 1980 |
|
SU869923A1 |
| Устройство для упрочняющей обработки зубчатых колес | 1982 |
|
SU1031613A1 |
| Устройство для упрочняющей обработкизубчАТыХ ВЕНцОВ | 1979 |
|
SU829696A1 |
| УСТАНОВКА ДЛЯ ТЕРМООБРАБОТКИ ЗУБЧАТЫХ ПРОФИЛЕЙ | 1996 |
|
RU2136766C1 |
| Устройство для размерной термомеханической обработки зубчатых колес | 1984 |
|
SU1244195A1 |
| Устройство для индукционной закалки крупномодульных зубчатых колес | 1988 |
|
SU1652364A1 |
| Способ упрочняющей обработки зубчатых колес и устройство для его осуществления | 1978 |
|
SU737089A1 |
| Устройство для упрочняющей обработки зубчатых колес | 1978 |
|
SU763028A1 |
| Станок для закалки зубчатых венцов | 1990 |
|
SU1813108A3 |

1. УСТРОЙСТВО ДЛЯ УПРОЧНЯЮЩВИ ОБРАБОТКИ ЗУБЧАТЫХ КОХШС, содержащее корпус с установленными в нем со .смещением деформирующими роликами К установке ТВЧ индуктор с токовёдущими ишнамиг охла дители цилиндрической формы и спрейер, а также механизм крепления обрабатываемого колеса, о т л и ч а ю.щ е е с я тем, что, с целью повышения надежности устройства и качества обработки, оно снабжено кулаками, закрепленными на корпусе с возможностью взаимодействия с токовёдущими шинами, установленными с возможностью поворота, а охладители размещены между токовёдущими шинами по разные стороны ин- дуктора. 2, Устройство по п. 1, отличающееся тем, что с Нладители размещены на расстоянии от индуктора, равном шагу зубьев колеса параллель- но последним, при этом диаметр охладИтелей равен половине шага эубьвв /Л колеса..ff « s ГЧ Уколотая жвЛгвсяь
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для упрочняющей обработки зубчатых колес | 1980 |
|
SU869923A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР №923690, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
