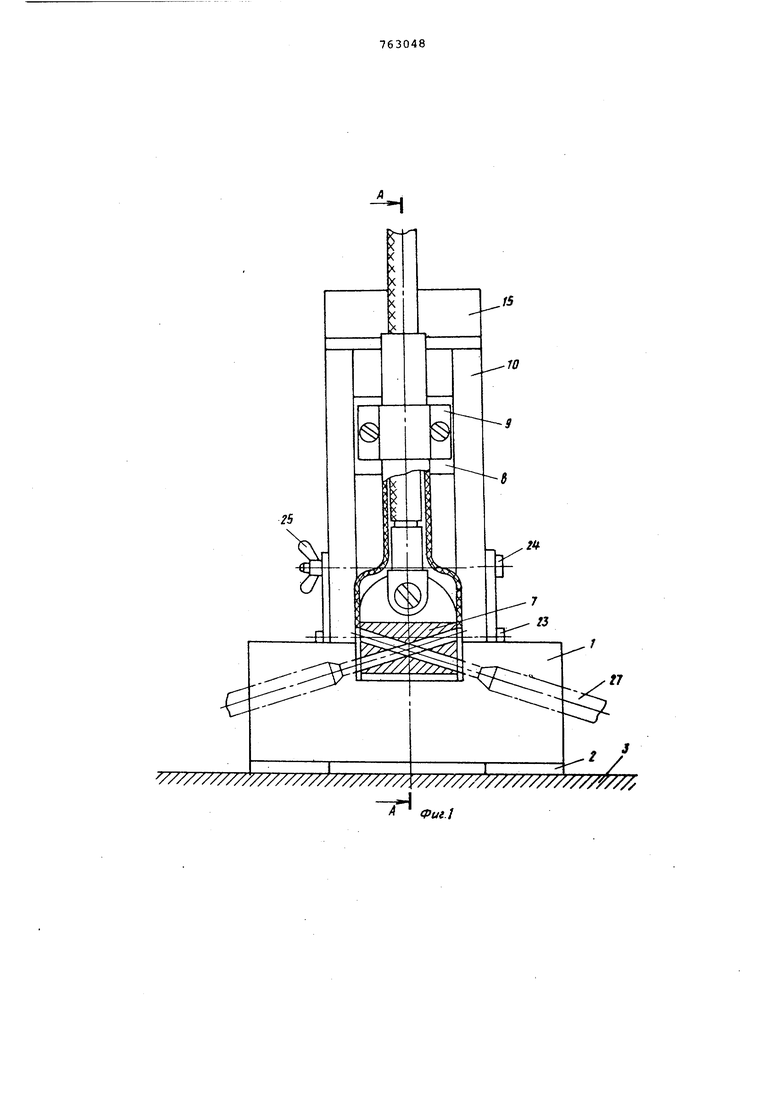
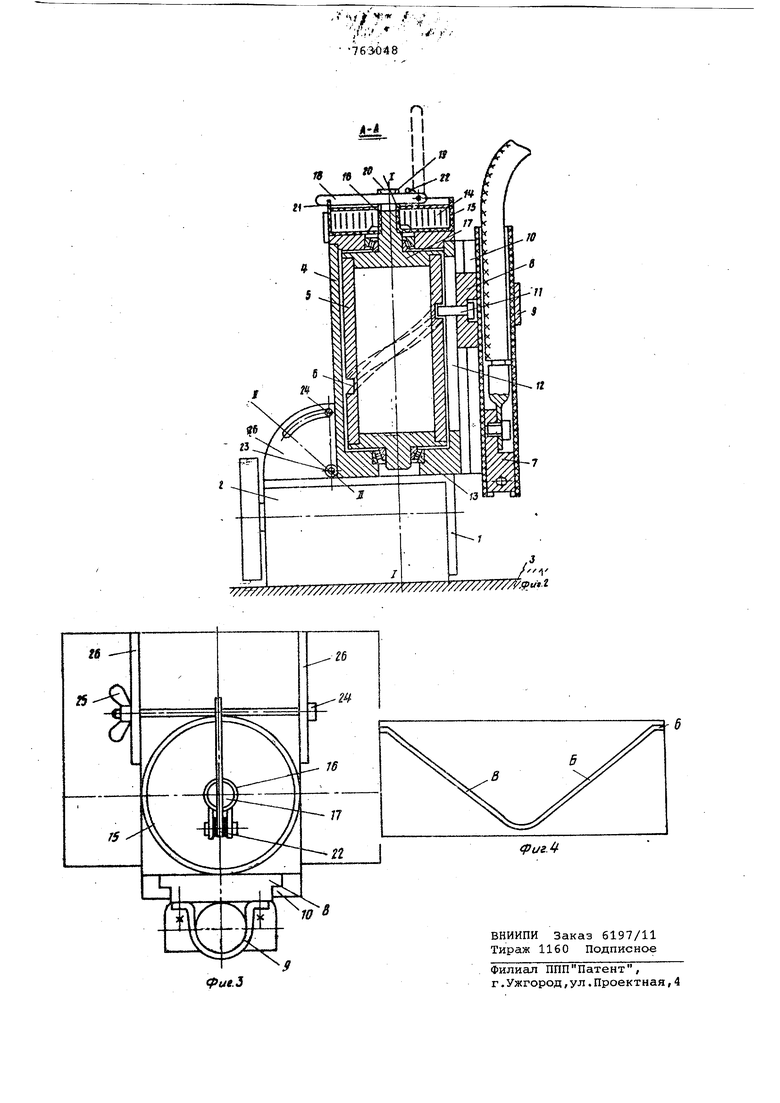
Изобретение относится к устройствам для электродуговой сварки наклон ным электродом угловых, тавровых, нахлесточных и стыковых соединений различных металлоконструкций. Известно устройство l для сварки наклонным электродом, содержащее основание с корпусом, на котором закреплены , направляющие с размещенной в них кареткой с электрододержателем Известное устройство не обеспечивает высокое качество сварки. Целью изобретения является устранение указанного недостатка. Для дос тижения цели устройство снабжено барабаном с синусоидальнь1М пазом на наружной поверхности, установленным в корпусе на поворотной оси, на которой смонтирована втулка, и снабжен ной заводной пружиной цилиндрической обоймой, закрепленной на корпусе соосно барабану; при этом рукоятка заводной пружины шарнирно установлена на втулке, опорная ось же, втулка и обойма выполнены с торцовылга проточ ками, связанными с рукояткой, npnieM на каретке закреплен штырь, взаимодействующий с пазом барабана. На фиг. 1 изображено устройство, общий вид; на фиг. 2 - разрез А-А фиг. 1; на фиг. 3 - устройство, вид сверху; на фиг. 4 - ЦИ.ПИНДР с пазом, развертка. Устройство состоит из .основания 1 с элементами фиксации 2, устройства на свариваемой поверхности 3 (например, постоянных магнитов), корпуса ,4 с установленным в нем барабаном 5 с синусоидальным замкнутым пазом 6, электрододержателя 7, закрепленного на подвижной каретке 8 скобой 9. Подвижная каретка 8 установлена в направляющих 10 корпуса 4 с возможностью вертикального перемещения и с помощью штыря 11 взаимодействует с пазом 6 барабана 5 через окно 12 в корпусе 4. Барабан 5 установлен в корпусе 4 на шарикоподшипниках 13 шарнирно и подпружинен относительно его спиральной заводной пружиной 14, один конец которой зафиксирован в обойме 15, закрепленной на корпусе 4, а другой - на втулке 16, соединенной с поворотной осью 17 барабана 5 посредством рукоятки 18 через торцовые проточки 19 во йтулке 16 и 20 в оси 17- В обойме 15 имеется торцовая проточка 21. Рукоятка 18 поджимаетс к обойме 15 пружиной 22. Корпус 4 с помощью оси 23, винта 24, гайки-барашка 25 и пластин 26 шарнирно соединен с основанием 1. Устройство работает следующим об разом. Рукоятку 18 переводят в вертикальное положение и взводят спираль ную заводную пружину 14, вращая втулку 16 на 6-7 оборотов. После этого рукоятку 18 опускают в горизонтальное положение. При этом она входит в торцовую проточку 19 втулк 16 и торцовую проточку 20 оси 17, соединяя втулку 16 и ось 17 между собой.. При дальнейшем движении вниз рукоятка 18 входит в проточку 21 обоймы 15, этим самым предотвращая раскручивание пружины 14. Устройство с помощью элементов фиксации 2 закрепляют на свариваемой поверхности 3 и в электродержатель 7 вставляют электрод 27, после чего высвобождают рукоятку 18 из проточки 21 обоймы 15. Пружина 14 начинает раскручиваться и вращать барабан 5. Барабаны 5 своим синусоидальным пазом 6 действует на штырь 11 и перемещает каретку 8 с элек-трододержателем 7 вниз в направляющих 10, прижимая конец электрода 27 к свариваемой поверхности 3. Возбуждается сварочна дуга. По мере сгорания электрода опускается и электродержатель 7. При этом штырь 11 перемещается на участке Б паза 6. Дойдя до конца этого участка, штырь переходит на участок В паза 6, направленный в другую сторону, и электродержатель 7 с огарком электрода поднимается. Сварка прекращается. Втулка 16 в это время вращается и перемещает рукоятку 18, которая скользит по торцовой поверхности обоймы 15. Дойдя до торцовой проточки 21 обоймы 15, рукоятка 18 под действием пружины 22 входит в зацепление с неподвижной обоймой 15 и стопорит пружину 14. Вращение цилиндра прекращается. Операция заводки пружины 14 повторяется после смены 5-6 электродов. При сварке стыковых соединений .корпус 4 устанавливают в положении Т-Х, а при сварке тавровых, угловых и нахлесточных соединений - в положение Ц-И. Для этого освобождают гайку-барашек 25 и корпус 4 переводят в необходимое положение, вращая его вокруг оси 23. Винт 24 при этом перемещается в пазах пластин 26. После установки корпуса затягивают гайку-барашек 23, зажимая корпус 4 между пластинами 26. Устройство позволяет повысить качество сварного шва за счет обеспечения равномерной глубины проплавления. Кроме того, оно не требует переналадки при сварке слева - направо или справа - налево. Формула изобретения Устройство для сварки наклонным электродом, содержащее основание с корпусом, на котором закреплены направляющие с размещенной в них кареткой с электрододержателем, отличающееся тем, что, с целью повышения качества путем получения шва с равномерным по всей длине катетом, оно снабжено барабаном с синусоидальным пазом на наружной поверхности, установленным в корпусе на поворотной оси, на которой смонтирована втулка, и снабженной заводной пружиной цилиндрической обоймой, закрепленной на корпусе соосно барабану, при этом рукоятка заводной пружины шарнирно установлена на втулке, опорная ось же, втулка и обойма выполнены с торцовыми проточками, в которых размещены рукоятка, причем на каретке закреплен штырь, взаимодействующий с пазом барабана. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство 415113, кл. В 23 9/12, 1974 (проотип). .
//////////////////////////////Y/////////////////////f ///,
/5
W
.
/7
jj
flPtfiV
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки наклонным электродом | 1974 |
|
SU543476A1 |
| Устройство для сварки наклонным электродом | 1977 |
|
SU749591A2 |
| Двухэлектродная горелка | 1982 |
|
SU1106615A1 |
| Клещи для контактной микросварки | 1988 |
|
SU1611657A1 |
| Устройство для контактной точечной сварки | 1987 |
|
SU1590276A1 |
| ЭЛЕКТРОДНЫЙ УЗЕЛ | 2003 |
|
RU2300854C2 |
| Устройство для односторонней контактной микросварки | 1985 |
|
SU1393568A1 |
| Устройство для одновременной сварки двух угловых или нахлесточных швов | 1974 |
|
SU647088A1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ | 2016 |
|
RU2641208C2 |
| Устройство для точечной сварки неплавящимся электродом в защитных газах | 1987 |
|
SU1484529A1 |