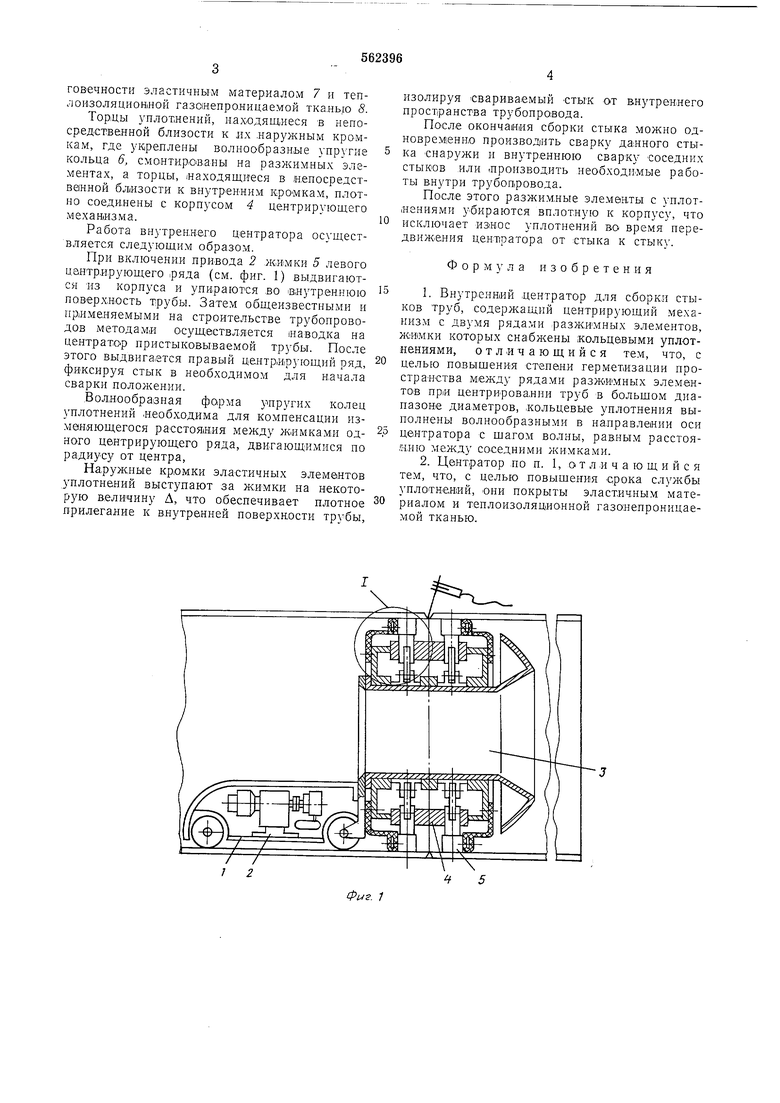
говечности эластичным материалом 7 и теплоизоляционной газонепроницаемой тка.нью 8.
Тор|Цы уплотнений, находящиеся в непосредственной близости к лх .наружным кромкам, где укреплены волнообразные упругие кольца 6, смо-нтир-ованы на разжимных элементах, а торцы, «аходящиеся в иепосредстванной близости к внутренним кромкам, плотно соединены с корпусом 4 центрирующего механизма.
Работа внутреннего центратора осуществляется следующим образом.
При включении привода 2 ж,имки 5 левого цантрирующего |ряда (см. фиг. I) выдвигаются из корпуса и упираются во внутреннюю поБ-ерх.ность трубы. Затем общеизвестными и пр|Именяемыми на строительстве трубопроводов методами осуществляется еаводка на центратс.р пристыковываемой трубы. После этого выдБИгаггтся правый центр|И|р)ющий ряд, фиКсируя стык в нео бходимом для начала сварки полол ении.
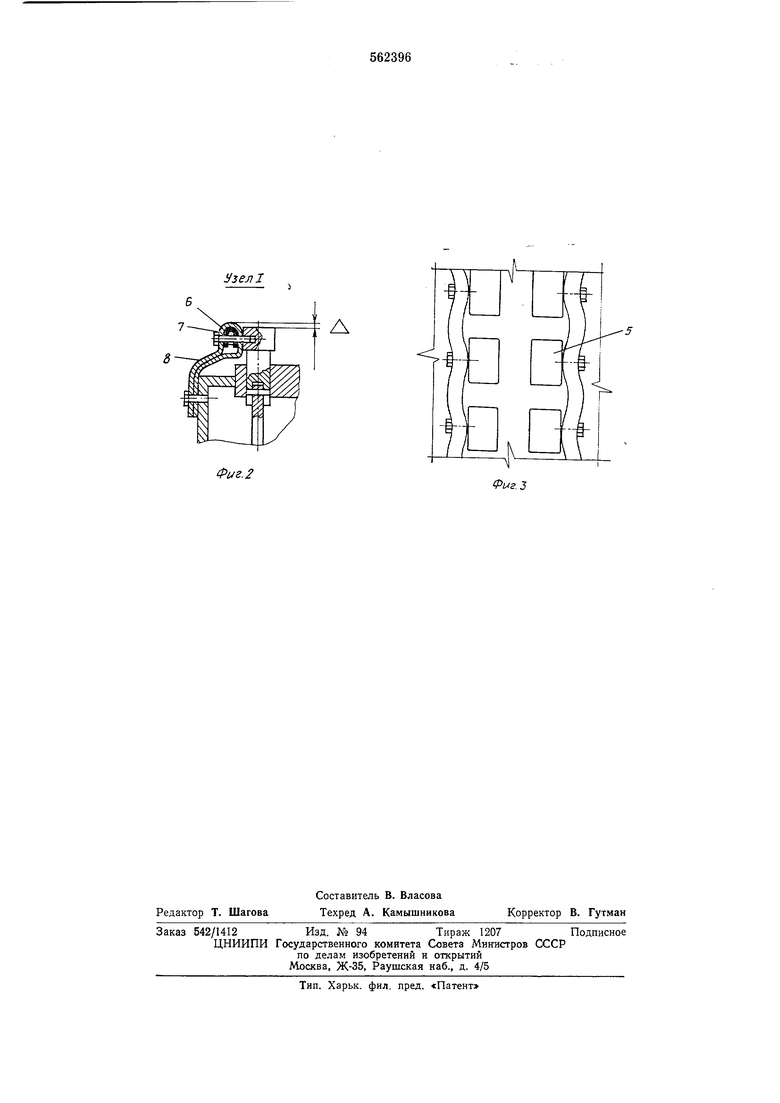
,Волдообра Зная упругих колец уплотнений необходима для компенсации изменяющегося расстоядия между жймками одного центрирующего ряда, двигающимися по радиусу от центра.
Наружные кромки эластичных элементов уплотнений выступают за жимки на некоторую величину Д, что обеспечивает плотное прилегание к внутренней поверхности трубы.
изолируя Свариваемый стык от внутренлего npocTipaHCTBa трубопровода.
После окончания сборки стыка можно одновременно производить сварку далного стыка снаружи и внутреннюю сварку соседних стыков или производить необходимые работы внутри трубопровода.
После этого разжим,ные элементы с уплотнениями убираются вплотную к корпусу, что исключает иэнос уплотнений во время передвижения цент|ратора от стыка к стык}.
Формула изобретения
1.Внутренний .центратор для сборки стыков труб, содерлсащий центрирующий механизм с двумя рядами разжимных элементов, ЖИ1МКи которых снаблсены кольцевыми уплотнениями, отличающийся тем, что, с целью по.вышения степени герметизации пространства между рядами разжимных элементов при центрирова.нии труб в больщом диапазоне диаметров, .кольцевые уплотнения выполнены волнообразными в направлении оси центратора с щагом волны, рав.ным расстоянию между соседними жимками.
2.Центратор .по п. 1, о т л .и ч а ю щ и и с я тем, что, с целью повышения срока уплотнений, они покрыты эластичным материалом и теплоизоляционной газонепроницаемой тканью.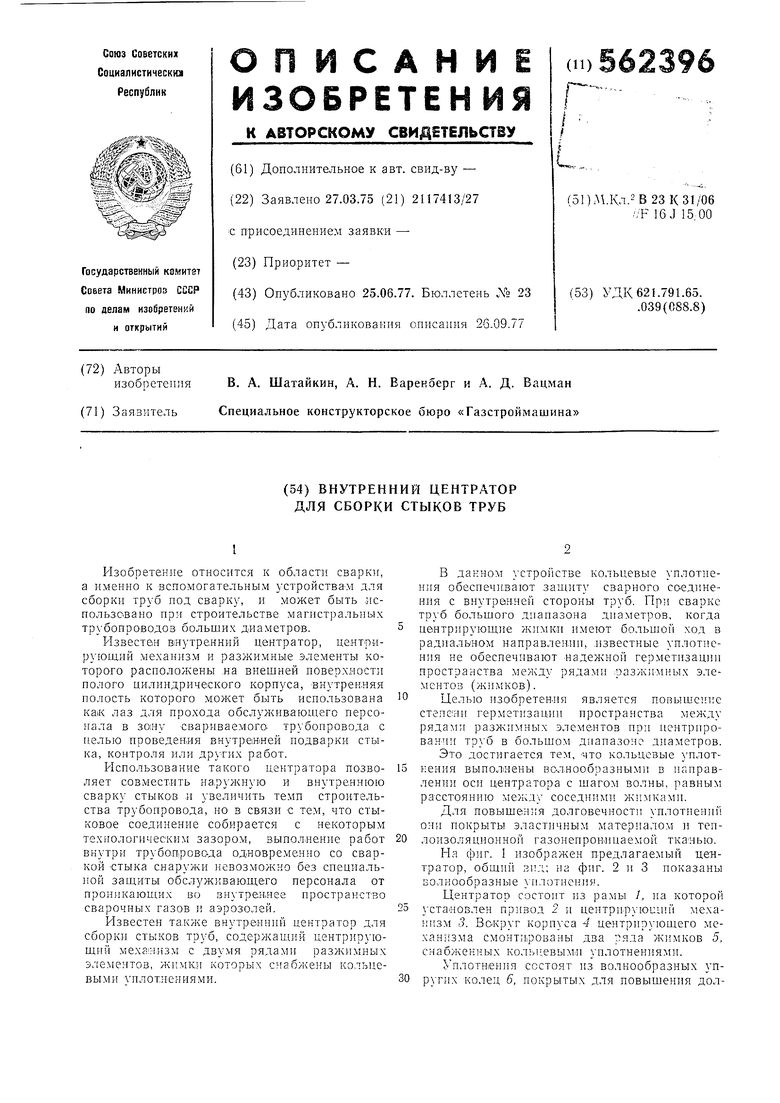
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и сварки неповоротных стыков труб | 1979 |
|
SU776824A1 |
| Внутренний центратор | 1978 |
|
SU763055A1 |
| Внутренний центратор для сборки и сварки кольцевых швов | 1983 |
|
SU1181833A1 |
| Устройство для формирования обратной стороны шва сварного кольцевого стыка | 1977 |
|
SU749611A1 |
| Внутренний центратор для сборки стыков труб под сварку | 1978 |
|
SU733944A1 |
| ВНУТРЕННИЙ ЦЕНТРАТОР | 1970 |
|
SU266975A1 |
| Внутренний центратор для сборки и сварки кольцевых швов | 1986 |
|
SU1397232A1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2354520C2 |
| СПОСОБ ПОДГОТОВКИ ТОРЦОВ ТРУБ ТРУБОПРОВОДА ПОД СВАРКУ И ЦЕНТРАТОР ДЛЯ ПОДГОТОВКИ ТОРЦОВ ТРУБ ТРУБОПРОВОДА ПОД СВАРКУ | 2008 |
|
RU2397854C2 |
| Устройство для сборки под сварку цилиндрических изделий | 1978 |
|
SU753574A1 |
/ 2
Узел
Л
Фиг. 2
.З
