(54) СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНЫХ ОТРШНЫХ КРУГОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления абразивных отрезных кругов | 1978 |
|
SU701785A1 |
| Способ изготовления абразивного инструмента | 1987 |
|
SU1481049A1 |
| Способ восстановления изношенных деталей с поверхностью, шаржированной алмазными порошками | 2018 |
|
RU2724221C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА НА ФЕНОЛЬНОМ СВЯЗУЮЩЕМ | 1992 |
|
RU2117568C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 1993 |
|
RU2068335C1 |
| Способ изготовления абразивного инструмента | 1981 |
|
SU1000257A1 |
| Способ изготовления абразивных кругов | 1991 |
|
SU1798149A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ МЕТОДОМ СПЕКАНИЯ И ИЗДЕЛИЯ, ПОЛУЧЕННЫЕ ЭТИМ СПОСОБОМ | 1999 |
|
RU2232073C2 |
| Пресс-форма для изготовления абразивных кругов | 1986 |
|
SU1502316A1 |
| Пресс-форма для прессованияОТРЕзНыХ КРугОВ | 1978 |
|
SU806412A1 |
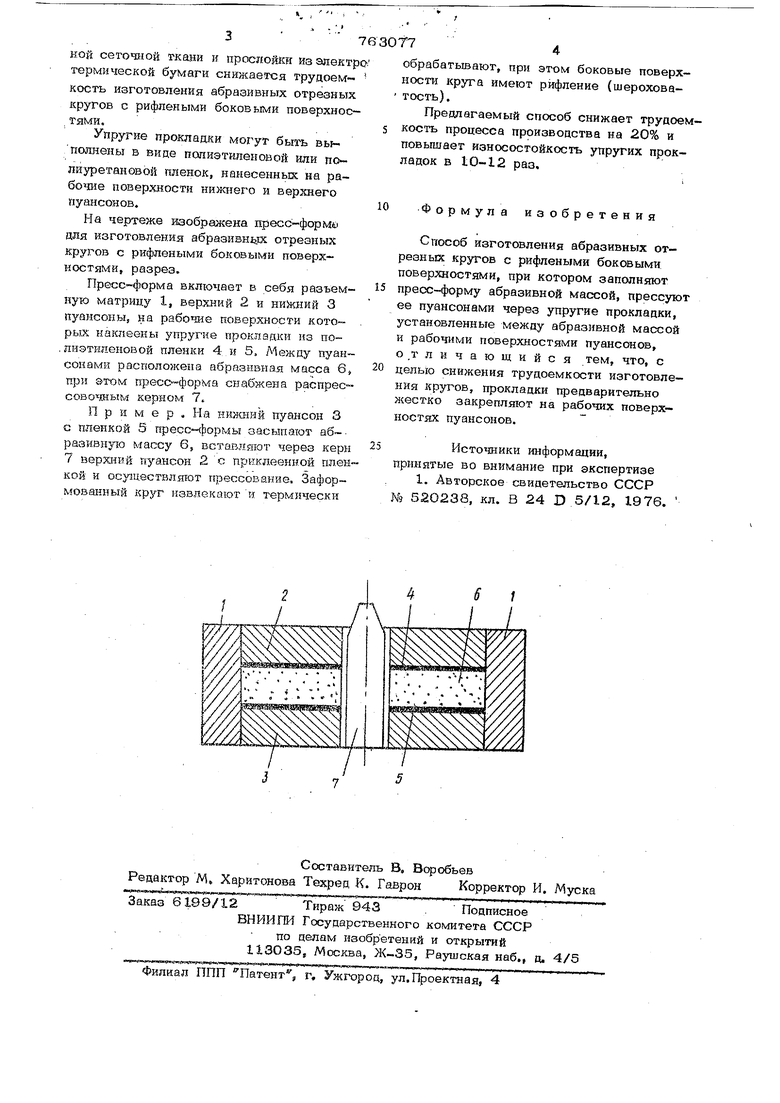
Изобретение относится к произвоаству абразивного инструмента и может быть использовано при изготовлении отрезных кругов с ри(еными боковыми поверхностями. Известен способ изготовления абразивных отрезных кругов с рифлеными боковыми поверхностями, при котором прес (}юрму заполняют абразивной массой, ук- лацьшают с обеих сторон массы два слоя ткани с открытой структурой, между кото рыми располагают слой упругой прокладки (полиэтиленовая пленка) и малоцеформируемую прослойку электротермической бумаги, прессуют, термически обрабатыва ют и удаляют с обеих сторон спрессованного круга упругую прокладку и внешний слой сетчатой ткани LljОонако упругие полиэтиленовые прокладки имеют низкую износостойкость, так как при каждом цикле прессования под действием сил сжатия и сдвига слипаются, рвутся и не могут быть многократно использованы (не более 5-7 прессований). С аругой сторсжы, известный способ предусматривает высокую трудоемкость изготовления кругов, заключающуюся в разовой установке одновременно восьми прокладок, что снижает производительность изготовления. Цель изобретения - снижение трудоемкости изготовления абразивных отрезных кругов с рифлеными боковыми поверхностями и повышение износостойкости упругих прокладок. Поставленная цель достигается тем, что упругие прокладки жестко закрепляют на рабочих поверхностях нижнего и верхнего пуансонов пресс-формы, что исключает необходимость многократной укладки упругих прокладок между абразивной массой и рабочими поверхностями пуансонов при прессовании. Упругие прокладки подвергаются напряжениям только за счет действия сил сжатия, что повышает их стойкость до 70-80 прессований. В результате этого и вследствие исключения промежуточь 37 ной сеточной гкани и прослойки из злектр термической бумаги снижается грудоемкость изготовления абразивных отрезных кругов с рифлеными боковыми поверхностями. Упругие прокладки могут быть вььполнены в виде nariHSTfmeHOBOft или полиуретановой пленок, нанесенных на рабочие поверхиости нижнего и верхнего пуансонов. На чертеже изображена пресс-форМй для изготовления абразивнадх отрезных кругов с рифлеными боковыми поверхностями, разрез. Пресс-форма включает в себя рйзъемную матрицу I, верхний 2 и 3 пуансоны, на рабочие поверхности которых наклеены упругие прокладки из по. пиэтипеновой пленки 4 и 5. Между пуансонами расположена абразивная масса 6, при атом пресс-форма снабжена распрес совочным керном 7. Пример. И а нижний пуансон 3 с пленкой S пресс-чЬормьЕ засыпают аб разивную ыассу 6, вставляют через керн 7 BepxiiHfi пуансон 2 с приклеенно й плен кой и осуществляют прессование, Заформованный круг навлекают и термически 7 обрабатьшают, при этом боковые поверхности круга имеют рифление (шероховатость). Предлагаемый способ снижает трудоемкость процесса производства на 20% и повышает износостойкость упругих прокладок в Ю-12 раз. Формула изобретения Способ изготовления абразивных отрезных кругов с рифлеными боковыми поверхностями, при котором заполняют пресс-форму абразивной массой, прессуют ее пуансонами через упругие прокладки, установленные между абразивной массой и рабочими поверхностями пуансонов, о ,т л и ч а ю щ и и с я тем, что, с целью снижения трудоемкости изготовления кругов, прокладки предварительно л естко закрепляют на рабочих поверхностях пуансонов. Источники информации, принятые во внимание при экспертизе 1, Авторское свидетельство СССР № 520238, кл. В 24 D 5/12, 1976.
