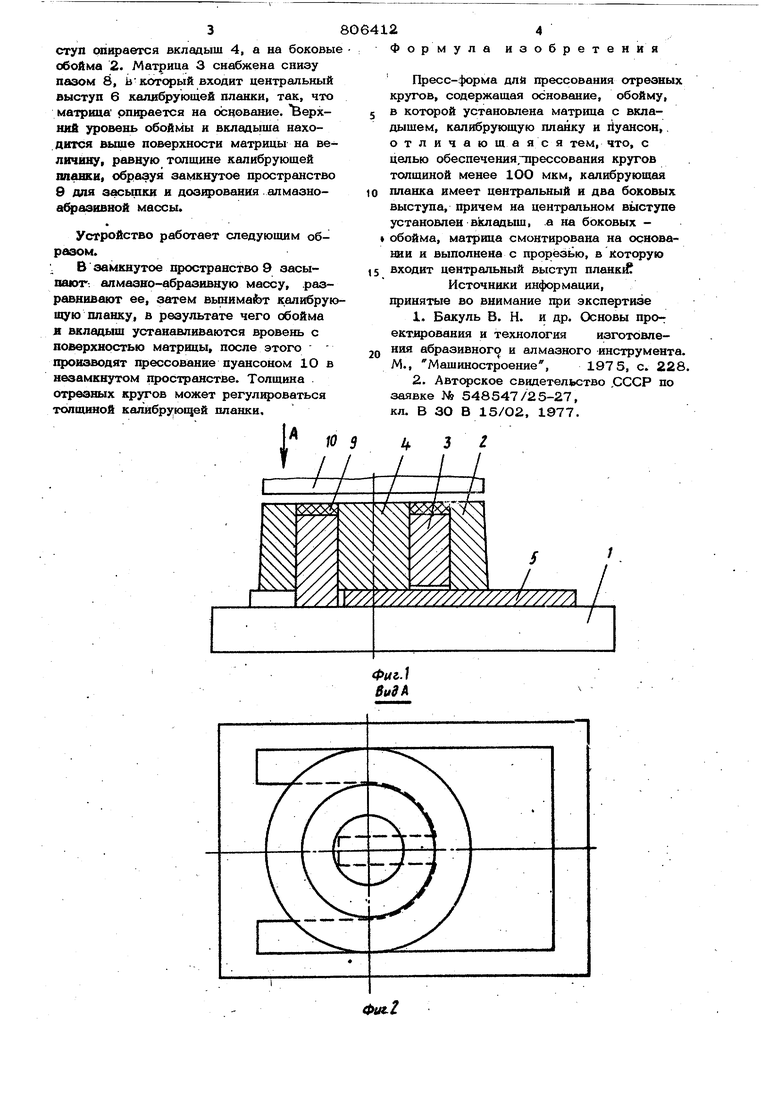
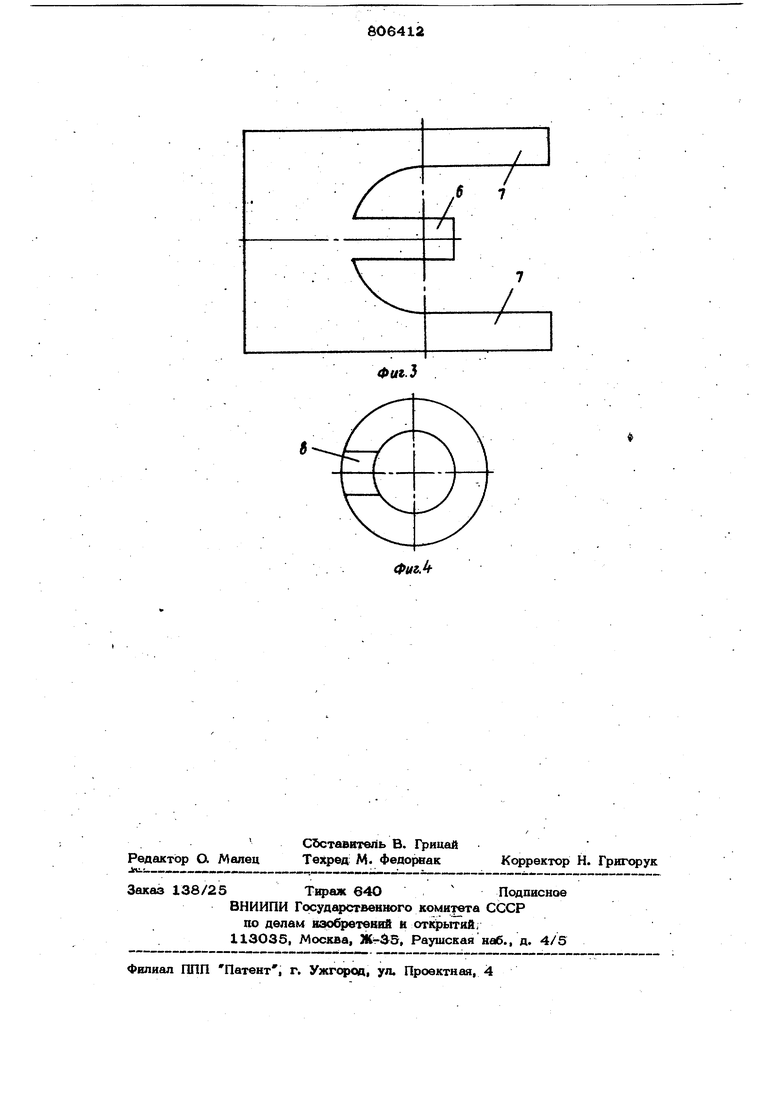
Изобретение относится к производству алмазно-абразивного инструмента, в част ности тонких отрезных кругов. Известна пресс-форма, содержащая обойму, нижний и верхний пуансоны и цен трируюпшй палец flT. Однако изготовление алмазно-абразивного инструмента на таких пресс-формах, осуществляется путем прессования алмазно-абразивной массы в замкнутом пространстве, что не позволяет получить тонкие отрезные круги толщиной менее 1ОО мкм. Наиболее близким техническим решени ем к предлагаемому является пресс-форма, содержащая основание, обойму, в . которой установлена матрица с вкладыше калибрующую/планку и пуансон 2j. Однако с помощью известной прессформы нельзя осуществить прессование отрезшлх кругов толщиной менее 1ОО мк Цель изобретения - обеспечение пресс вания кругов толщиной менее 100 мкм. Поставленная цель достигается тем, что в пресс-форме для прессования отрезных кругов, содержащей основание обо- . йму, в которой установлена матрица с вкладышем, калибрующую планку и пуансон, калибрующая планка имеет центральный и два боковых выступа, причем на , центральном ВБ1ступе установлен вкладыш, а на боковых - обойма, матрица смонтирована на основании и выполнена с прорезью, в которую входит центральный выступ планки. На фиг. 1 изображена предлагаемая пресс-форма/ на фиг. 2 - вид А на фиг. 1/ на фиг. 3 - калибрующая . планка; на фиг. 4 - матрица, вид снизу. Пресс-форма для пре ссования отре .- , зных кругов состоит из основания 1, обоймы 2, в которой установлена матрица 3 со вкладьпием 4. На основании 1 установлена калибрующая планка 5| на которой выполнен центральный 6 «С два боковых 7 выступа. Планка на основании установлена так, что на центральный выступ опирается вкладыш 4, а на боковы обойма 2. Матрица 3 снабжена снизу пазом 8, Ькоторый входит центральный выступ 6 калибрующей планки, так, что Maipaua рпирается на основание, верхний уровень обоймы и вкладыша находится выше поверхности матрицы на величину, равную толшине калибрующей 11панки« образуя замкнутое пространство 9 для засыпки и дозщ ования. алмазноафазивной массы. Устройство работает следующим образом. . В замкнутое пространство 9 засыпают-, алмазно-абразивную массу, .разравнивают ее, затем вьгаима т к,алибрую щую планку, в результате чего обойма я вкладыш устанавливаются вровень с поверхностью матрицы, после этого производят прессование пуансоном 10 в незамкнутом пространстве. Толщина . отрезных кругов может регулироваться толщиной калибрующей планки, A Формула изобретения Пресс-форма дли прессования отрезных кругов, содержащая основание, обойму, в которой установлена матрсша с вкладышем, калибрующую планку и пуансон,. отличающаяся тем, что, с целью обеспечения,т1рессования кругов толщиной менее 1ОО мкм, калибрующая планка имеет центральный и два боковых выступа, причем на центральном выступе установлен вкладьш, .а на боковых обойма, матрица смонтирована на основании и выполнена с прорезью, в Которую входит центральный выступ планк Источники информации, принятые во внимание при экспертизе 1.Бакуль В. Н. и др. Основы про-: ектярования и технология изготовления абразивного и алмазного инструмента. М., Машиностроение,1975, с. 228. 2.Авторское свидетельство .СССР по заявке № 548547/25-27, кл. В ЗО В 15/О2, 1977. ////////////////////
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 1993 |
|
RU2049655C1 |
| Способ изготовления абразивных кругов | 1980 |
|
SU1038217A1 |
| Пресс-форма для изготовления алмазного инструмента | 1982 |
|
SU1106581A1 |
| Способ восстановления изношенных деталей с поверхностью, шаржированной алмазными порошками | 2018 |
|
RU2724221C2 |
| Пресс-форма для изготовления алмазного инструмента | 1985 |
|
SU1242304A1 |
| Способ изготовления алмазно-абразивных кругов | 1981 |
|
SU1044463A1 |
| ПРЕСС-ФОРМА ДЛЯ ПРОИЗВОДСТВА ОТРЕЗНЫХ АБРАЗИВНЫХ КРУГОВ | 1998 |
|
RU2138386C1 |
| ОТРЕЗНОЙ АБРАЗИВНЫЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2041053C1 |
| Способ изготовления кольцевого алмазного инструмента | 1990 |
|
SU1785813A1 |
| Установка для изготовления алмазных инструментов | 1975 |
|
SU552136A2 |
/
7
