Изобретение относится к. производству абразивного инструмента, и может быть использовано при изготовлении абразивных кругов, армированных упрочняющими материалами, работающих при скорости до 80
М/С......
Цель изобретения - упрощение процесса изготовления абразивных кругов и устранение использования вредных веществ при сохранении прочностных и эксплуатационных характеристик.
Это достигается тем, что способ изготовления абразивных кругов, включающий последовательную укладку в пресс-форму абразивной массы и армирующих прокла- : док из ткани с открытой структурой е пред- варительной пропиткой последней, прессование и термообработку, в отличие 0т прототипа, армирующие прокладки предва: рительно пропитывают карбокеилатным бутадиен-стирольным латексом, взятым в количестве 30-40% от массы ткани с открытой структурой.
Пример. Изготавливали отрезные круги 400 х 4 х 32.
Путем смешивания компонентов приготавливали абразивную формовочную массу следующего состава, мас,%.
Шлифовальный материал
(14А80Н)76
Органическая связка
(БЖ-3, СФП-012А)14
Наполнитель
(криолит)10
Армирующие прокладки из ткани с открытой структурой покрывают пропитанным составом карбокеилатным бутадиен-стирольным латексом марки БСК- 70/2. При этом содержание покрытия составляет минимальное оптимальное, максимальное и выходящее За указанные пределы от массы ткани с открытой структурой.
Из покрытой ткани с открытой структурой вырубали армирующие прокладки соответствующего размера.
Круги изготовляли следующим обраэЪм.
В пресс-форму укладывали слой приготовленной абразивной массы, затем армирующую прокладку/затем слой абразивной
л VJ
О 00
Ј
ю
массы. Прессование заготовок производили при удельном усилии 22 МПа, термообработку-в камерном бакелизаторе в течение 24ч, .. . . . . . .... .-. : . .. : ./ .
Для сравнительных испытаний параллельно изготавливали круги по прототипу. Изготовленные круги были испытаны на механическую прочность на разрывном стенде СИП-800 и на эксплуатационные показатели - на абразивно-отрезном стане МФ-332 при отрезке стали 45 при подаче круга 600- 800 мм/мин.
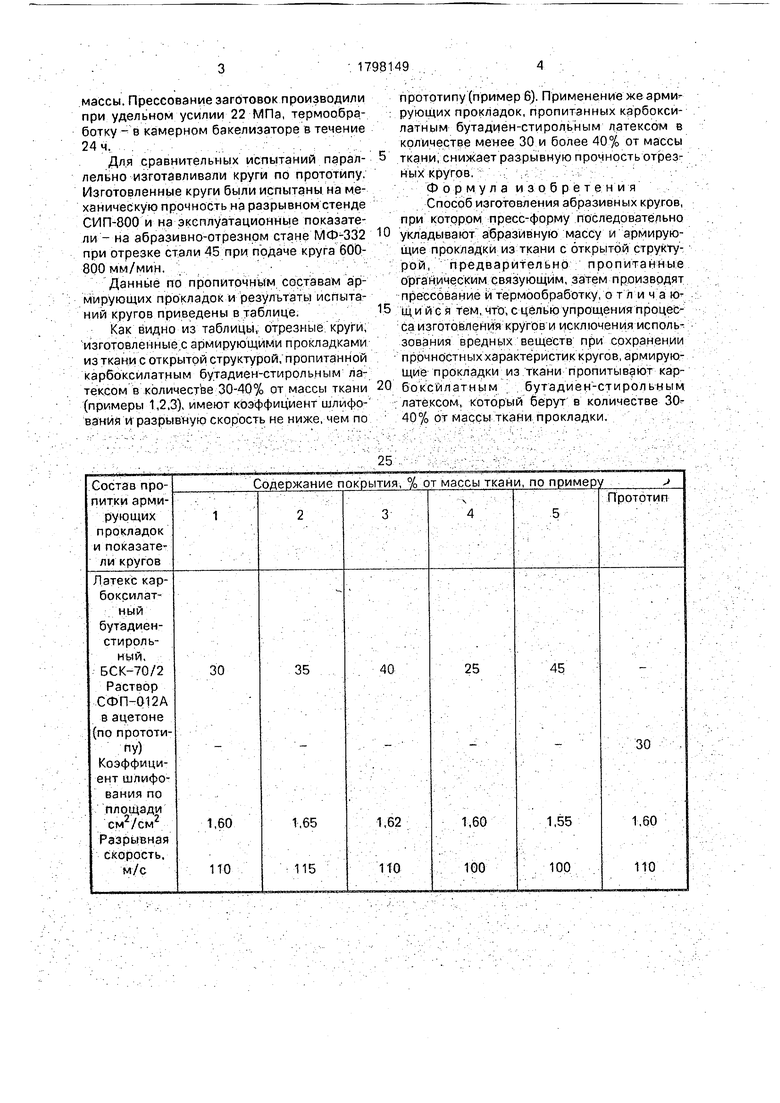
Данные по пропиточном составам армирующих прокладок и результаты испытаний кругов приведены в таблице.
Как видно из таблицы,: отрезные. круги; изготовленные.с армирующими прокладками из ткани с открытой структурой, пропитанной карбоксилатным бутадиен-стироль.ным латексом в количестве 30-40% от массы ткани (примеры 1,2,3), имеют коэффициент шлифо вания и разрывную скорость не ниже, чем по
прототипу (пример 6). Применение же арми рующих прокладок, пропитанных карбоксилатным бутадиен-стирольным латексом в количестве менее 30 и более 40% от массы ткани, снижает разрывную прочность отрезг ных кругов; : - .-...; ;: . Фор м у л а и з о б р ё т е н и я Способ изготовления абразивных кругов, при котором пресс-форму последовательно укладывают абразивную массу и армирую- щие прокладки из ткани с открытой структурой, предварительно пропитанные органическим связующим, затем производят прессование и термообработку, о тли ч а & щи и с я тем, чтЪ; с целью упрощения процес- са изготовления кругов и исключения использования вредных веществ при сохранении прочностных характеристик кругов, армирующие прокладки из ткани пропитывают кар- боксйлатным .бутадиен-стирольным .латексом, который берут в количестве 30 40% от массы ткани прокладки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления абразивных отрезных кругов | 1978 |
|
SU701785A1 |
| Способ изготовления абразивного инструмента | 1981 |
|
SU1000257A1 |
| Способ изготовления абразивного инструмента | 1981 |
|
SU1009742A1 |
| Отрезной абразивный круг | 1990 |
|
SU1738627A1 |
| Способ изготовления абразивных отрезных кругов | 1978 |
|
SU763077A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНЫХ КРУГОВ ПОВЫШЕННОЙ ПРОЧНОСТИ НА БАКЕЛИТОВОЙ СВЯЗКЕ | 2007 |
|
RU2349446C1 |
| Композитный материал и изделие бытового назначения из этого материала | 2022 |
|
RU2798578C1 |
| Способ изготовления абразивного инструмента | 1987 |
|
SU1481049A1 |
| АЛМАЗНО-АБРАЗИВНЫЙ ИНСТРУМЕНТ | 1993 |
|
RU2053109C1 |
| Масса для изготовления абразивного инструмента | 1986 |
|
SU1380924A1 |
Использование: при изготовлении абразивных кругов, армированных упрочняющими материалами, работающих при скорости до 80 м/с. Сущность изобретения: способ включает последовательную укладку в пресс- форму абразивной массы и армирующих прокладок из ткани с открытой структурой с предварительной пропиткой последней, карбокси- латным бутадиен-стирольным латексом, взятым в количестве 30-40% от массы ткани с открытой структурой. Затем производят прессование и термообработку. 1 табл.
| Способ изготовления абразивного инструмента | 1981 |
|
SU1000257A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Способ изготовления абразивных отрезных кругов | 1978 |
|
SU701785A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
