Изобретение относится к производству абразивного инструмента на органическом связующем и может быть использовано для изготовления высокоскоростных шлифовальных кругов по технологии горячего прессования.
Целью изобретения является именно по-, вышение механической прочности абразивного инструмента.
Способ изготовления абразивного инструмента на органическом связующем включает совместное горячее прессование рабочей и нерабочей частей из различных композиционных материалов, при этом горячее прессование осуществляют при различных для рабочей и нерабочей частей температурах, обеспечивающих одинаковые константы скорости отверждения материала обеих частей.
Температуру прессования устанавливают индивидуально для композиционных материалов рабочей и нерабочей частей из условия равенства констант скорости отверждения каждого материала. Равенство констант скорости отверждения обеспечивает одинаковую степень отверждения материала
рабочей и нерабочей частей за одинаковое время выдержки при установленных индивидуальных температурах совместного прессования, что приводит в конечном итоге к повышению механической прочности абразивного инструмента.
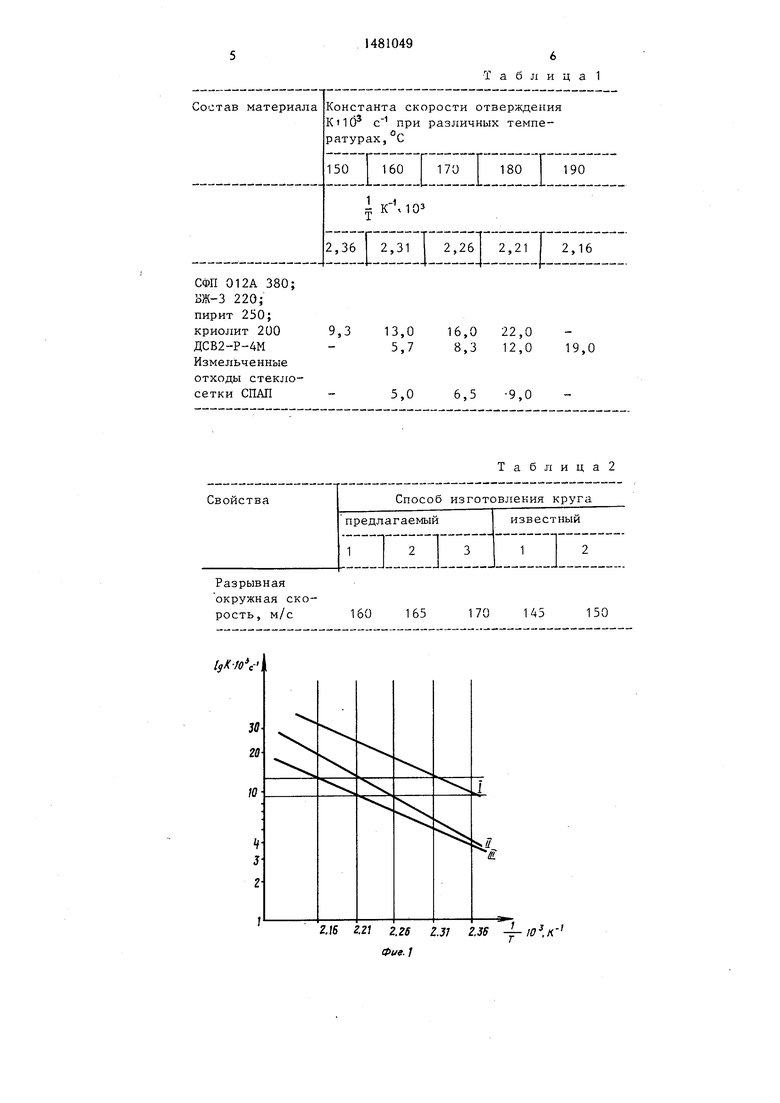
На фиг. 1 показан график зависимости константы скорости отверждении композиционных термореактивных материалов от обратной величины абсолютной температуры (рабочей и нерабочей частей); на фиг. 2 - пресс-форма для реализации предлагаемого способа.
Изготавливают отрезной круг, нерабочая часть которого состоит из стекловолокнита ДСВ или измельченных отходов армирующей стеклосетки СПАП, представляющих собой композиционные материалы на основе стеклянных нитей длиной до 20-40 мм, пропитанных фенолоформальдегндной смолой, а рабочая часть - из абразивной массы, представляющей собой композиционный материал на основе абразивного зерна, наполнителей (криолит, пирит, антимонит и
4
00
4
со
другие) и фенолоформальдегидной смолы ре- зольного и наволачного типа.
Для конкретных материалов рабочей: и нерабочей частей круга строят график зависимости (l/T), где К - константа скорости отверждения материала; Т - абсолютная температура нагрева. Константы термореактивных материалов, к которым относятся и абразивные массы, определяют по известной методике, расчет кинетических констант отверждения фенопластов - по пластограммам. Зависимость (l/T) носит прямолинейный характер.
Прямая I - для материала рабочей части круга, прямая II - для материала нерабочей части, состоящей из ДСВ, прямая III - для материала нерабочей части, состоящей из измельченных отходов армирующей стеклосетки СПАП.
Из данного графика выбирают константу, скорости отверждения и определяют температуру прессования рабочей и нерабочей частей круга. При К 12 I для рабочей части t 160°C, для нерабочей части, состоящей из ДСВ, t l80°C, а для нерабочей части, состоящей из СПАП, t 90°C; при К 9-Ю 3 для рабочей части t l50°C, для нерабочей части, состоящей из ДСВ, t l72°C, для нерабочей части, состоящей из СПАП, t l80°C (табл. I).
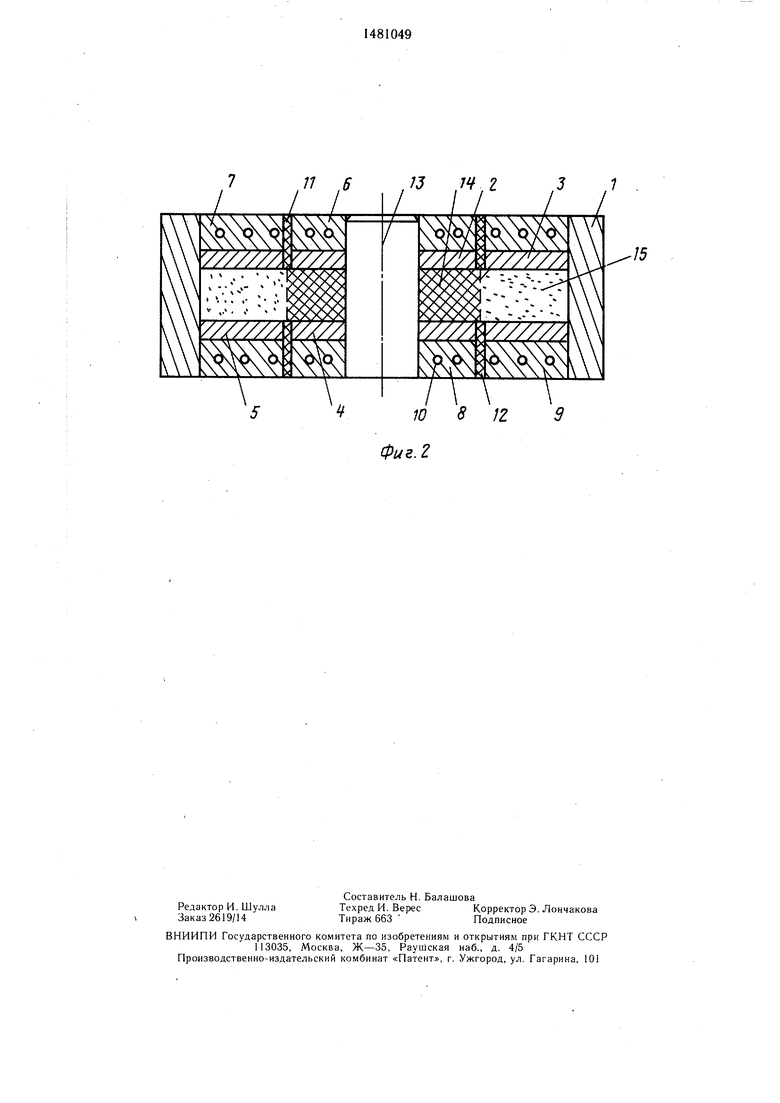
Для реализации способа может быть использована пресс-форма (фиг. 2).
Пресс-форма состоит из кольца I и пуансонов верхнего и нижнего. Каждый пуансон выполнен из двух кольцевых частей: верхний из частей 2 и 3, нижний из частей 4 и 5 Внутренние части 2 и 4 пуансонов предназначены для прессования нерабочей части круга, а наружные части 3 и 5 пуансонов - для прессования рабочей части круга.
Каждая из кольцевых частей пуансонов имеет индивидуальную нагревательную плиту соответственно б-9 с электронагревателями 10 Внутренние и наружные части пуансонов и плит изолированы одна от другой теплоизолирующими прокладками 11 и 12 Пресс-форма имеет керн 13
Дозирование и укладка стекловолокнита для нерабочей части 14 круга и абразивной массы для рабочей части 15 круга производятся известными способами. При горячем прессовании круга устанавливают индиви- дуально температуру нагревательных плит пуансонов, формующих рабочую и нерабочую части круга.
Пример, Изготавливают горячим прессованием отрезные круги (три круга) ЗООХ ХЗХ32 с нерабочей частью из измельченных отходов стеклосетки СПАП по ТУ и рабочей частью из абразивной массы следующего состава, мас.%: абразивное зерно 70; связующее: жидкий бакелит БЖ-3 6,2; порошкообразное связующее СФП 012А 10,6; наполнители: криолит 5,9; пирит 7,3.
Температуру горячего прессования устанавливают по предлагаемому способу: при К 12-10 для рабочей части t 160°C, а для нерабочей части t 190°C. Параллель- но изготавливают круги (два круга) по известному способу при температуре горячего прессования рабочей и нерабочей частей t 180°C. Изготовленные круги подвергают испытанию на разрывную скорость. Результаты приведены в табл. 2.
Как видно из табл 2 предлагаемый способ обеспечивает повышение разрывной окружности скорости на 10-25 м/с, что свидетельствует о повышении механической прочности абразивного инструмента.
0
Формула изобретения
Способ изготовления абразивного инструмента на органическом связующем, при
котором в пресс-форме размещают различные по составу композиционные материалы для рабочей и нерабочей частей и одновременно подвергают их горячему прессованию, отличающийся тем, что, с целью повышения прочности инструмента, горячее прессование проводят при различных для рабочей и нерабочей частей температурах, обеспечивающих одинаковые константы скоростей отверждения материалов обеих частей.
Т а б л и ц а 1
Константа скорости отверждения Kt10 при различных температурах, °С
150160170 Г 180 Г 190
5| кЛю3
2,36 Г 2,31 Т 2,2б| 2,21 Г 2,16
9,3 13,0 16,0 22 О - 5,7 8,3 12,0 19,0 - 5,0 6,5 -9,0
Таблица2
Способ изготовления круга
предлагаемый известный
1 2 1 3 1 1 2
160 165170 145150
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления многослойных ползунов пильной рамки лесопильной рамы | 1989 |
|
SU1691099A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА НА ФЕНОЛЬНОМ СВЯЗУЮЩЕМ | 1992 |
|
RU2117568C1 |
| Абразивная масса | 1990 |
|
SU1794638A1 |
| Способ изготовления гибкого абразивного инструмента | 1989 |
|
SU1779570A1 |
| АБРАЗИВНЫЕ ИНСТРУМЕНТЫ И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2702668C1 |
| Способ определения оптимального усилия прессования изделий из термореактивных пресс-материалов | 1984 |
|
SU1158899A2 |
| Способ изготовления абразивных кругов | 1979 |
|
SU880737A1 |
| Масса для изготовления абразивного инструмента | 1989 |
|
SU1685697A1 |
| РАКЕТНЫЙ ДВИГАТЕЛЬ ТВЕРДОГО ТОПЛИВА ДЛЯ РЕАКТИВНОГО СНАРЯДА, СПОСОБ ИЗГОТОВЛЕНИЯ ДЛЯ СОПЛОВОГО БЛОКА РАКЕТНОГО ДВИГАТЕЛЯ ВКЛАДЫШЕЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ВКЛАДЫШЕЙ СОПЛОВОГО БЛОКА РАКЕТНОГО ДВИГАТЕЛЯ | 1996 |
|
RU2104405C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНЫХ КРУГОВ ПОВЫШЕННОЙ ПРОЧНОСТИ НА БАКЕЛИТОВОЙ СВЯЗКЕ | 2007 |
|
RU2349446C1 |
Изобретение относится к производству высокоскоростного абразивного инструмента ,в частности, высокоскоростных кругов, методом совместного горячего прессования рабочей и нерабочей частей из различных композиционных материалов. Изобретение позволяет повысить механическую прочность инструмента путем обеспечения одинаковой степени отверждения материала рабочей и нерабочей частей круга. Для этого горячее прессование осуществляют при различных для рабочей и нерабочей частей температурах, обеспечивающих одинаковые константы скорости отверждения материала обеих частей. 2 ил. 2 табл.
Л
fyX-to f
30 20
10
ц
3 2
Z.16 Z21 2.2S 2.J7 2.36 -Ј- /о к Фие. J
/
п ,6
///////Л7////.
Фие.2
| Основы проектирования и технология изготовления абразивного и алмазного инструмента./Под ред | |||
| Ю | |||
| М | |||
| Ковальчука | |||
| - М.: Машиностроение, 1984, с | |||
| Аппарат для передачи фотографических изображений на расстояние | 1920 |
|
SU170A1 |
