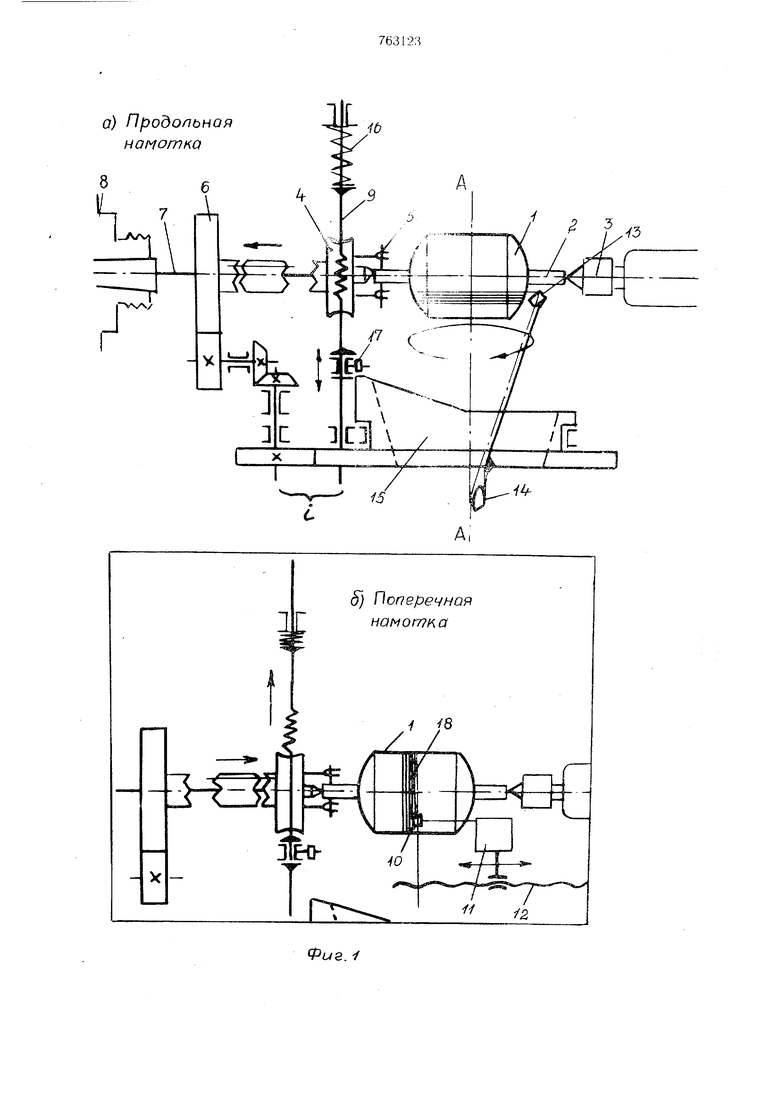
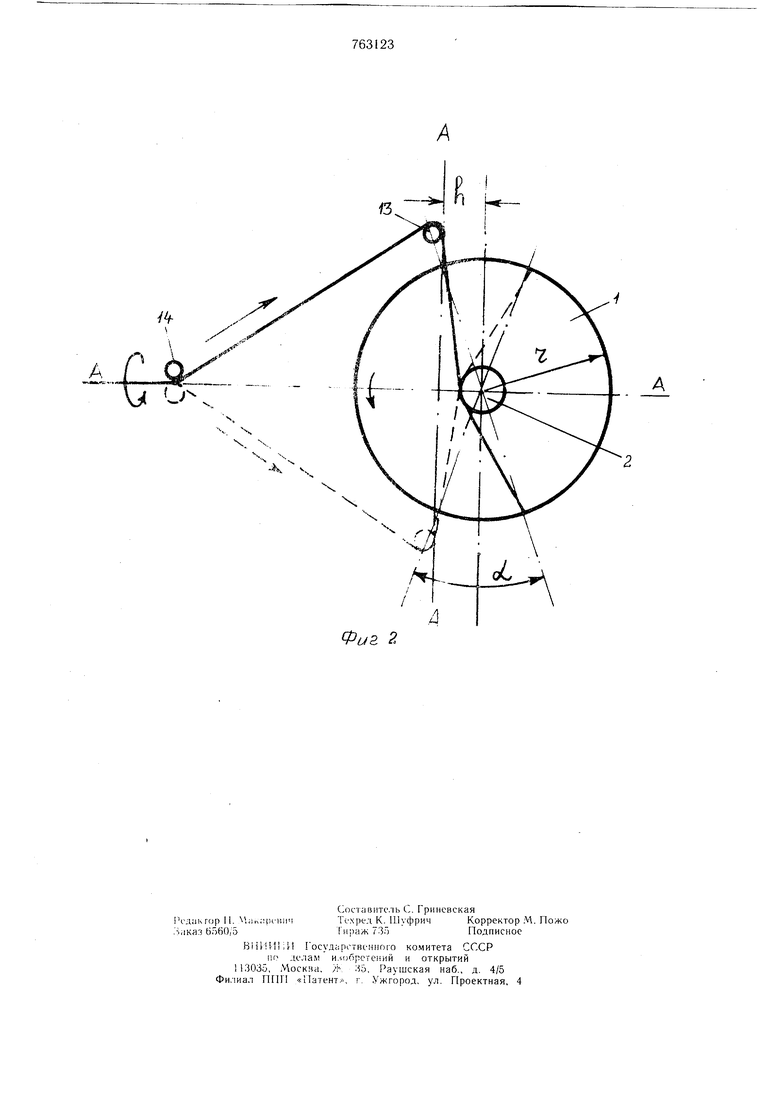
фиг. 2 - схема продольной намотки волокнистой арматуры. Устройство выполнено в виде приставки к намоточному станку токарного типа. Оно состоит из оправки 1 со сферическими днищами и металлического каркаса, смонтированной на валу 2, установленной в центрах 3 намоточного станка и связанной с червячным колесом 4 при помопли муфты 5. Червячное колесо 4 установлено так же, как и шестерня 6, на валу 7, последний закреплен в шпинделе 8 станка. В зацеплении с червячным колесом 4 входит червяк 9. Раскладчик 10 поперечной намотки волокнистой арматуры закреплен в суппорте 11 и через ходовой винт 12 кинематически связан с оправкой 1. Раскладчик продольной намотки волокнистой арматуры состоит из направляющих роликов 13 и 14, жестко связанных с профилирующим кулачком 15, установленным с возможностью вращения вокруг оси А-А и кинематически связан с шестерней 6 и червяком 9, который помимо вращения имеет возможность возвратно-поступательного перемещения вдоль своей оси. Один конец червяка 9 снабжен пружиной 16, а другой роликом 17, взаимодействующим с профилированным кулачком 15. Схема иллюстрирует методику продольной намотки волокнистой арматуры 18 на оправку 1 в диаметральной плоскости. При намотке стеклопластиковых изделий угол поворота оправки о. определяют по формуле sin - h/r, где h - расстояние между осью оправки 1 и плоскостью намотки А-А, г - радиус оправки 1. Установка работает следующим образо.м. Для включения ме.ханизма поперечной намотки червяк 9 выводят из зацепления с червячным колесом 4, а оправке 1 передается вращение от шпинделя 8 через вал 7 и червячное колесо 4 при помощи муфты 5. Волокнистая арматура 18 наматывается на вращающуюся оправку 1, шаг намотки определяется соотношением скоростей вра щения оправки 1 и возвратно-поступательного движения раскладчика 10. Включают механизм продольной намотки волокнистой арматуры 18, при этом вращение от шпинделя 8 передается через систему шестерен 6 раскладчику продольной намотки и через червячную пару 4, 9 - оправке 1. Волокнистая арматура 18 проходит через систему роликов 13, 14 и наматывается на оправку 1 в диаметральной плоскости. Соотношение скоростей вращения раскладчика и оправки 1 определяет щаг намотки. Наряду с вращением червяк 9 совершает возвратно-поступательное движение в осевом направлении в соответствии с профилем кулачка 15 и при этом поворачивает оправку 1 на необходимый угол. При прохождении ролика 13 около вала 2 производят поворот оправки 1 вокруг ее оси на угол, сначала в одну сторону, а затем с противоположной стороны вала - в другую сторону, при этом укладка волокнистой арматуры 18 происходит в диаметральной плоскости оправки 1, за исключением того места, где волокнистая арматура 18 огибает вал 2, однако отклонение получается минимальным. Применение изобретения, его нового способа намотки волокнистой арматуры при изготовлении армированных волокном пластмассовых изделий с использованием нового устройства позволяет получить изделия улучшенного качества методом окружной намотки. Формула изобретения 1.Способ намотки волокнистой арматуры при изготовлении армированных волокном пластмассовых изделий, например, стеклопластиковых, путем поперечной и продольной укладки волокнистой арматуры на вращающуюся оправку, отличающийся тем, что, с целью улучшения качества изделия за счет укладки продольной волокнистой арматуры в диаметральных плоскостях, оправке дополнительно сообщают в момент на- мотки волокнистой арматуры на ее торцы возвратно-вращательное движение на угол, определяющийся величиной вала оправки. 2.Устройство для осуществления способа по п. 1, содержащее оправку, привод ее вращения и раскладчики продольной и поперечной намотки волокнистой арматуры с приводами, отличающееся тем, что, оно снабжено механизмом возвратно-вращательного движения оправки, выполненным в виде установленного на оси оправки червячного колеса и червяка, один конец червяка подпружинен, а другой имеет ролик, взаимодействующий с профилированным кулачком. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 200143, кл. В 29 D 23/12, 1966 (прототип).
а) Продолоноя намотка
Фиг. i
§) Поперек/ноя намотк а
i2
А
Фиг 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для намотки профильныхиздЕлий | 1978 |
|
SU804488A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТОЙ ОБОЛОЧКИ ИЗ АРМИРОВАННОЙ ПЛАСТМАССЫ | 2001 |
|
RU2209730C2 |
| СПОСОБ УКЛАДКИ НА ОПРАВКУ ПРОДОЛЬНОЙ НИТЕВИДНОЙ АРМАТУРЫ | 2002 |
|
RU2223860C1 |
| Станок для изготовления изделий методом намотки | 1976 |
|
SU645844A1 |
| Устройство для намотки оболочек | 1982 |
|
SU1034917A1 |
| Намоточная головка | 1984 |
|
SU1277229A1 |
| СПОСОБ АДАПТИВНОГО УПРАВЛЕНИЯ ПРОЦЕССОМ НАМОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2287430C1 |
| УСТРОЙСТВО ДЛЯ НАМОТКИ ГИБКОГО ДЛИННОМЕРНОГО МАТЕРИАЛА | 2012 |
|
RU2505371C1 |
| Станок для намотки обмоток электрических катушек | 1980 |
|
SU1023418A1 |
| Станок для перевязки мотков либита | 1976 |
|
SU659668A1 |