(54) УСТРОЙСТВО ДЛЯ НАМОТКИ ПРОФИЛЬНЫХ ИЗДЕЛИЙ

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для намотки профильных изделий | 1974 |
|
SU516538A1 |
| Способ прикатки изделий из композиционных материалов и устройство для его осуществления | 1982 |
|
SU1052405A1 |
| Устройство для намотки ленты на оправку | 1977 |
|
SU633785A1 |
| Станок для намотки профильных изделий | 1979 |
|
SU910435A1 |
| Устройство для намотки трубчатых изделий | 1983 |
|
SU1106667A1 |
| Бухтосвертывающая машина | 1991 |
|
SU1797506A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ЧЕРВЯЧНЫЙ ХОМУТ И ПОЛУАВТОМАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2445180C1 |
| Устройство для намотки кольцевых заготовок плоских конденсаторов | 1984 |
|
SU1218422A1 |
| Способ изготовления многослойных изделий из полимерных композиционных материалов и станок для осуществления способа | 2018 |
|
RU2697334C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ КОМПОЗИЦИОННО-ВОЛОКНИСТЫХ МАТЕРИАЛОВ | 1998 |
|
RU2161089C1 |

1
Изобретение относится к переработке пластических масс намоткой и может быть использовано в различных отраслях народного хозяйства.
Известно устройство для намотки профильных изделия, в котором укладка материала по профилю оправки осуществляется с помощью подпружиненного в радиальном направлении секционного прикаточного ролика, установленного в корпусе совместно с механизмом подачи ленточного материала Ц.
Однако этр устройство не обеспечивает непрерывного прижатия наматываемого материала при использовании оправок с большой крутизной криволинейных рабочих поверхностей, что приводит к сползанию материала и нарушению его ориентации.
Известно также устройство для намотки профнльных изделий, в котором механизм прижатия ленты содержит дополнительно не менее двух установленных по обе стороны оправки на ее валу равномерно по окружности подпружиненных двуплечих рычагов, которые прижимают ленту к поверхности оправки. Для отвода от поверхности оправки
И обхода прижимными рычагами прикаточного ролнка и выдвижной пиноли устройство содержит кулачок, неподвижно установленный относительно оси оправки. Прикаточный ролик закреплен в корпусе вертикальной штанги на уровне линии центров намоточного станка, при этом штанга свободно вращается во втулке, жестко соединенной с выдвижной пинолью суппорта станка, что обеспечивает перемещение ролика по криволинейной поверхности оправки 2.
0
Однако известное устройство не позволяет использовать пружины в качестве прнжимных элементов, для оправок большого диаметра (более 1 м) ввиду значительного роста усилий прижатия. Использование
5 пружин в этих случаях приводит к увеличению веса и громоздкости конструкций. Неизменная П-образная форма двуплечего рычага при больших диаметрах оправки не позволяет отводить его ближайшую к оси оправки стойку из зоны действня прикаточного ролика при отводе рычага. Ввиду неизменности рабочего положения двуплечих рычагов невозможно обеспечить нх равномерное прижатие к оправке.
Цель изобретения - расширение технологических возможностей устройства и повышение удобства его обслуживания.
Цель достигается тем, что рычажная система для прижатия наматываемого материала снабжена поворотными стойками, червячным колесом, жестко закрепленным на конце прижимного рычага, и ползуном с червяком, установленным подвижно врадиальных пазах корпуса и взаимодействуюш,им при помоши ролика с замкнутым ручьевым профилем сборного кулачка, состояшего из копирного кольца и копира.
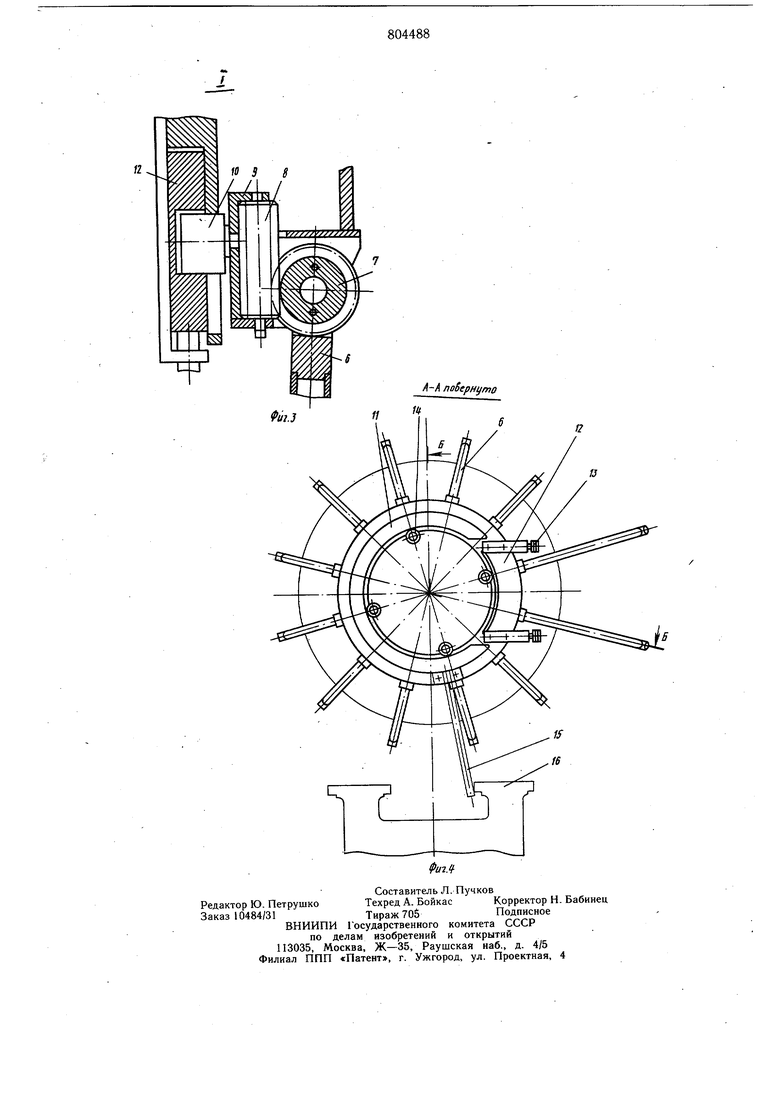
На фиг. 1 изображено устройство для намотки профильных изделий, общий вид; на фиг. 2 - разрез Б-Б на фиг. 4, прижимное устройство; на фиг. 3 - узел I на фиг. 2; на фиг. 4 - разрез А-А на фиг. 1,
Устройство состоит из оправки 1 с приводом 2 врашения, укладывающего устройства 3 с прикаточным роликом 4. На валу оправки 1 закреплен корпус 5. На периферии корпуса 5 в проушинах установлены прижимн1 1е рычаги 6, снабженные червячными колесами 7, находящимися в зацеплении с червяком 8, ползуны 9 которых установлены с возможностью перемещения в радиальных пазах проушин корпуса 5. На цапфах ползунов 9 установлены ролики 10, взаимодействующие с ручьевым профильным замкнутым пазом, составленным копирным кольцом 11 и двухпрофильным копиром 12, расположенным на копирном кольце 11 с возможностью перемещения в радиальном направлении с помощью винтов 13. Копирное кольцо 11 установлено на роликах 14, которые вращаются на осях, закрепленных в корпусе 5, и удерживается от проворачивания во время вращения оправки 1 поводком 15, упирающимся в станину 16 намоточного станка. Ближайшая к оси оправки стойка 17 прижимного рычага 6 щарнирно закреплена к корпусу 5 и шатуну 18. Второй конец шатуна 18 шарнирно скреплен с прижимным рычагом 6. На концах подвижной и неподвижной стоек прижимного рычага 6 установлена эластичная лента 19.
Устройство работает следуюшим образом Наматываемую ленту заправляют в укладывающее устройство 3, подводят под прикаточный ролик 4 и конец ее закрепляют на оправке. При вращении оправки ленту сматывают с накопителя укладывающего устройства 3 и прижимают прикаточным роликом 4 к оправке 1. Дополнительное прижатие намотанной ленты к оправке 1 осуществляют прижимными рычагами 6, которые через червяк 8 с ползуном 9 и ролика 10 взаимодействуют с ручьевым профильным замкнутым пазом, составленным копирным кольцом 11 и двухпрофильным копиром 12 так, что при подходе их к прикаточному ролику 4 они поочередно отводятся. Профильный ручьевой замкнутый паз копирного кольца 11 и копира 12 обеспечивает согласованный по времени отвод прижимных рычагов 6 в зоне контакта прикаточного ролика 4 с оправкой 1 и прижатие их к оправке 1 в рабочей Зоне. Усилие црижатия регулируют вращением червяка 8 и червячного колеса 7. При этом прижимной рычаг 6 независимо от профильного ручьевого замкнутого паза может поворачиваться в направлении к оправке или от нее.
Согласованный по времени отвод прижимных рычагов от поверхности оправки в зоне контакта прикаточного ролика с оправкой и прижатие их к оправке с помощью неподвижного кулачка, имеющего замкнутый ручьевой профиль, повыщает надежность работы устройства при изготовлении многослойных изделий по различным схемам намотки, например спиральной, перекрестной, плоскостной. Замкнутый ручьевой профиль неподвижного кулачка позволяет исключить из устройства пружины, используемые в качестве прижимных элементов, что обуславливается значительным увеличением прижимных усилий при увеличении диаметра оправки более 1 м.
При отводе прижимного рычага 6 поворотная стойка 17 с укрепленными на ней концом эластичной ленты 19 посредством шатуна 18 также обходит прикаточный ролик 4. Устройство может работать как при ручной так и при автоматической намотке.
Аналогичное устройство установлено для намотки правого днища изделия (не показано). Прижатие наматываемого материала на цилиндрической части осуществляется только прикаточным роликом 4.
Предлагаемое устройство позволяет осуществить качественную намотку крупногабаритных изделий с изменяющимся профилем. Устройство удобно и надежно в эксплуатации.
Формула изобретения
Устройство для намотки профильных изделий, содержащее приводной вал с установленной на нем оправкой, раскладчик ленты с прикаточным роликом, рычажную систему для прижатия ленты к оправке, стойки которой связаны эластичным элементом, и свободно смонтированный на валу кулачок, отличающееся тем, что, с целью расширения технологических возможностей и повышения удобства обслуживания, рычажная система снабжена поворотными стойками, червячным колесом, жестко закрепленным на конце прижимного рычага, и ползуном с червяком, установленным подвижно в радиальных пазах корпуса и взаимодействующим при помощи ролика с замкнутым ручьевым профилем сборного кулачка, состоящего из копирного кольца и копира.
Источники информации, принятые во внимание при экспертизе
№ 633785, кл. В 29 D 23/12, 1977 (прототип).
