Л
Изобретение относится к технологии изготовления слоистых изделий и может быть исггользовано в авиационной и строительной отраслях промышленности:
Известен способ автоматического регули рования процесса гибки труб на стан- j ках с программным управлением, заключающийся в том, что регулирование кривизны Детали ЪсущёсТвляется в функции момента гйба Ц.
Однако известный способ не обеспечивает требуемой точности, так как при его рёализа- 10 не учитывается разброс параметров заготовки. Кроме того, известный способ предполагает ведение процесса по изменению кривизны заготовки и пбтому не МЬжёТ быть использован для управления процессом pactflM KH n;i6ckrt)f сотовых блоков. ч Наиболее близким предлагаемому является стособ управления процессом сотовых блоков, включающий перемещение инструмента в напра&ленйй растяЖкй На заданную величину 2.20
V Однако при растяжке сотового блока по известному Способу средняя форма его ячеек имеет значительные отклонений от tpeбyeмoй, при соблюдений которой сотовый
блок ббладает максимальной площадью, минимальной объемной массой и высокими прочностными характеристиками. Площадь сотовых блоков, вырабатываемая в единицу времени, характеризует также производительность процесса растяжки.
Цель изобретения - повыщение качества изделия и производительности.
Для достижения указанной цели перемещение инструмента производят на величину, пропорциональную размеру ячеек в поле и числу листов фольги, затем изменяют направление движения инструмента, измеряют пружинёние сбтЬвЬго блока и окончательно перемещают инструмент в направлении растяжки на величину, пропорциональную пружинению.
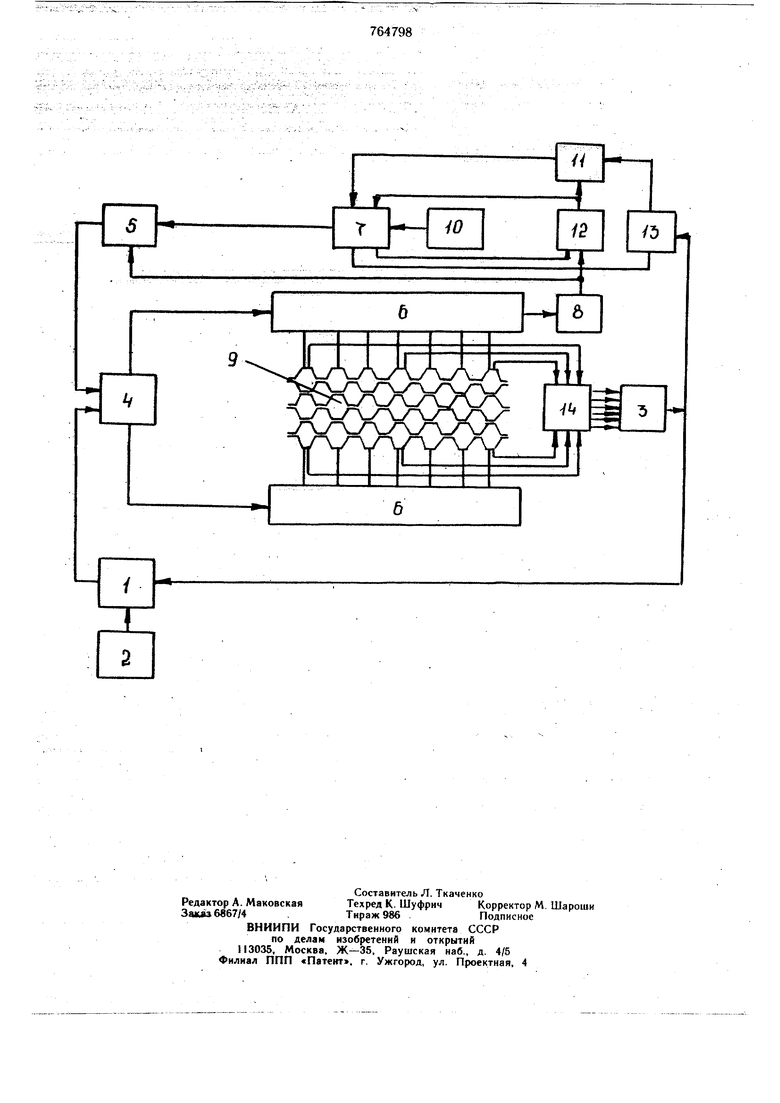
С целью уточнения величины основного перемещения инструмента, это перемещение производят на величину, пропорциональнук) миНймальШму pasMeipy ячеек и числу листов фольги, измеряют усилие растяжки, изменяют направление движения инструмента и измеряют пружинёние сотового блока и осуществляют дополнительное перемещение инструмента в направлении растяжки в зависимости ot измеренных усилия и пружннеиия. Измерение усилий растяжки и п ужинения и дополнительное перемещение инструмента в направлении растяжки повторяют до тех пор, пока величина дополнительнс1го перемещения не станет близкой нулю. На чертеже представлена функциональная схема устройства, реализующего предлагаемый способ. Схема содержит орган сравнения I следящей системы, замкнутой по усилию, входами подсоединенный к задатчику 2 начального усилия и блоку 3 логической обработки сигналов, а выходами - к командному устройстрву 4; задатчик 2 начального усилия выходами подключенный к органу сравнения 1, орган сравнения 5 следящей системы, замкнутой по положению инструмента 6, входами подсоединенный к коммутатору 7 и датчику 8 перемещения инструмента а выходами - к командному устройству 4. Командное устройство 4 входами подсоединено к органам сравнения 1 и 5, а выходами свя:зако с инструментом 6. Инструмент 6 выходами связан с датчиком перемещения инструмента 8 и с сотовым блоком 9. Коммутатор 7, входами подсоединенный к программному задатчику 10, функциональному преобразователю II, вычислительному блоку 12, выходами подсоединен к органу сравнения 5, вычислительному блоку 12 и запоминающему устройству 13. Датчик 8 перемещения инструмента, входами связанный с инструментом 6, выходами подсоединен к органусравнения 5 и вычислительному блоку 12. Программный задатчик 10 выходами подключен к коммутатору 7. Функциональный преобразователь П, входами подключенный к вычислительному блоку 12 и запоминающему устройству 13, выходами подсоединен к коммутатору 7. Вычислительный блок 12 входами подключен к коммутатору 7 и датчику 8 перемещения инструмента а выходами - к функциональному преобразователю 11 и коммутатору 7 Запоминающее устройство 13, входами подключенное к коммутатору 7 и блоку 3 логической обработки сигналов, выходами подсоединено к функциональному преобразователю П. Датчики усилий 14 входами связаны с сотовым блоком 9, а выходами подключены к блоку 3 логической обработки сигналов. Сотовый блок 9 связан с инструментом 6 и датчиками усилий 14. Способ осуществляется следующим образом. По сигналу, поступающему с программного задатчика 10 через коммутатор 7 в орган сравнения 5, перемещают ннстру мент 6 в направлении растяжки на величи ну, пропорциональную размеру ячеек сото вого блока и числу листов фольги, причел коэффициент пропорциональности К i зави сит от формы ячеек и равен 0,866 для ячеек правильной шестигранной формы. После этого командное устройство 4 пс сигналу органа сравнения 5 изменяет Hanpai ление движения инструмента, в результате чего производится разгрузка сотового блока 9. В ходе разгрузки по сигналам датчика 8 перемещения инструментов в вычислительном блоке 12 формируется величина перемещения инструмента 6 при пружинении сотового блока 9. Измерение пружинения сотового блока 9 прекращается при равенстве сигналов с блока 3 и задатчика 2 начального усилия, при этрм по сигналу органа сравнения 1 командное устройство 4 изменяет направление движения инструмента 6, а вычислительный блок 12 по сигналу коммутатора 7 вырабатывает и запоминает сигнал, пропорциональный пружинению сотового блока 9 с коэффициентом пропорциональности Кг . Коэффициент Кг может быть предварительно определен экспериментально или расчетным путем по зависимости cosгде i) , а..„.,- номинальные значения толНомпцМ.. тины фольги и размера ячейки;. Jfa-заданный угол раскрытия Инструмент 6 окончательно перемещается в направлении растяжки, отрабатывая сигнал, поступающий с блока 12. Дальнейшее повыщение качества сотового блока достигается за счет того, что уточняют величину основного перемещения инструмента в направлении растяжки. этого по сигналу, поступающему с программного задатчика 10 через коммутатор 7 в орган сравнения 5, перемещают инструмент 6 в направлении растяжки на величину, пропорциональную минимальному размеру сотового блока Q-tnin числу листов фольги. . После отработки этого сигнала запоминающее устройство 13 по сигналу коммутаfopa 7 запоминает величину усилий растяжки, поступающую с блока 3 логической обработки сигналов, который, например, усредняет сигналы с датчиков усилий 14, а командное устройство 4 по сигналу органа Сравнения 5 изменяет направление движения инструмента. В ходе разгрузки по сигналам датчика 8 перемещения инструмента в вычислительном блоке 12 формируется величина перемещения инструмента 6 при пружинении сотового блока 9. Измерение пружинения сотового блока 9 прекращается при равенстве сигналовс блока 3 и зацатчика начального усилия 2, при этом по сигналу органа сравнения 1 командное устройство 4 изменяет направление движения инструмента 6, а вычислительный блок 12 по сигналу коммутатора 7 запоминает величину пружинения AY сотового блока 9. По сигналам фукнционального преобразователя 1 I инструмент перемещается в направлении растяжки на величину .AY-a,r)sin,i, где S - площадь поперечного сечения со TonaKefia; тивя- предел текучести материала фольги. Измерение усилия растяжки и пружинения сотового блока и дополнительное перемещение инструмента ,в направлении растяжки повторяют до тех пор, пока величина дополнительного перемещений не станет yJHKSS- осле этого осуществляет окоичател щ перемёщение- инструмент;а в BA-ffisfei SfSsasa Y Ww Cw iw i SVvS ™ fW«™ 4«v,;K -,::r,,Zf:: -.. тяЖкй оттйЖннйм выше об/р1Шмг- ™- Г - - |Предлагаемый способ управления про т1ессб й | стяжки сотовых блоков позволяет ТТТГ рЗиэ вйдительность труда при П 11Ш| т51ГЙТблоков, снизить их объемЩйуШ йжеу и ШГйсить прочностные харак д терТнстйкгкЬ инструкций сотовыми за полни|ьМйгйШ ё|Гям11Г чтйс)С обенно важно при использо,,. , ,. f,)a,,aKW e«S-Jt,,s.rt..i.-. -.... .iv- .„,:..,.,, г m,,...l J o iCTpyKu.nax лета | Шратов. Кроме того,он обеспеЧн ° в9ет Ш1шениё объемной массы сотовых блО § 1 Ш1ШШШ рШ ЗЩй елйШт 1-ру-в среднем на . управления процессом растяж-. астттит фольги сотовых блоков .. Цейия йНсГрТмёнта в направ r smjJSSS. На заданную величину, orличающийся тем, что, с целью повышения качества изделий и производительности, перемещение инструмента производят на велинину, пропорциональную размеру ячеек в поле допуска и числу листов фольги, затем изменяют направление движения инстру. мента, измеряют пружинение сотового блока и окончательно перемещают инструмент в направлении растяжки на величину, пропорциональную пружинению. 2. Способ по п. I, отличающийся тем, что; с цельюуточненияоснов11ого перёмещений инструмента, это перемещение производят на величину, прЬпорционёльную максимальному размеру ячеек и числу листов фольги измеряют усилие растяжки, изменяют направление движения инструмента, изме-ряют пружинение сотового блока и осуществляют дополнительное перемещение инструмента в направлении растяжки в зависимости от измеренных усилня н пружиненйяГ3. Спрсоб по п. 2, отличающийся тем, что измфенне усилия растяжки н пружинення сотового блока и дополнительна перемещение инструмента в направлении растяжки проводят до тех пор, пока величина дополнительного перемещения инструмента не станет близкой нулю. - - Источники информации {.Авторское свидетельство СССР № 164775, кл; В 21 D 7/12, 1963 2. Берсудский В. Е. и др. Технология изготовления сотовых авиационных конструкций: М., «Мащиностроенне, 1975, с. 188-191. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Система экстремального управления металлорежущими станками | 1979 |
|
SU926618A1 |
| Устройство для автоматической стабилизации температуры регенераторов установок разделения воздуха | 1973 |
|
SU456130A1 |
| УСТРОЙСТВО для ЭКСТРЕМАЛЬНОЙ НАСТРОЙКИ МЕТАЛЛОРЕЖУЩЕГО СТАНКА | 1972 |
|
SU332426A1 |
| Способ автоматического регулирования толщины проката и устройство для его осуществления | 1980 |
|
SU982835A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДОЛЬКИ КЛЕЕНОГО СОТОВОГО ЗАПОЛНИТЕЛЯ ИЗ АЛЮМИНИЕВОЙ ФОЛЬГИ И КОМПЛЕКС ОБОРУДОВАНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2023 |
|
RU2816169C1 |
| Система связи электронно-вычислительной машины с пневматическими регуляторами | 1985 |
|
SU1341617A1 |
| Устройство для контроля и регулирования температуры нагрева заготовок перед штамповкой | 1987 |
|
SU1480946A1 |
| Устройство для позиционного управления | 1983 |
|
SU1104466A1 |
| Система автоматического управления процессом обжига абразивного инструмента на керамической связке в щелевой печи | 1982 |
|
SU1104344A1 |
| Устройство для контроля натяжения арматуры | 1978 |
|
SU750021A1 |