Изобретение относится к машиностроению, а более конкретно к производству деталей сложной конфигурации из проволоки на гибочных автоматах, в частности для изготовления крюков, скоб и т.п.
Известен автомат для сгибания фигурных деталей, содержащий, смонтированный на штанге механизм центрального гиба заготовки и расположенные симметрично относительно него механизмы гибки концов заготовки с гибочными головками/ имеющие закрепленные в корпусе упорные и гибочные ролики l .
Но такой автомат не имеет механи ма скручивания и механизма для гибк концов перпендикулярно плоскости самого изделия..
Наиболее близким к изобретеншо является автомат для изготовления деталей сложной конфигурации из проволоки, содержащий установленные в корпусе и приводимые в действие от кулачкового вала механизм подачи проволоки, механизм резки заготовок механизм гибки .деталей, механизм скручивания и механизм, гибки концов под углом 2 .
Недостаток известного автомата невозможность изготовления изделий с изогнутыми по радиусу перпендикулярно плоскости самого изделия в связи с отсутствием соответствующих для этого механизмов,
Цель изобретения - возможность изготовления изделий с изогнутыми по радиусу концами перпендикулярно плоскости самого изделия.
Цель достигается тем, что известный, автомат имеет размещенный под механизмом гибки механизм загибки концов деталей, состоящий из кинематически связанного с распределительным валом -гибочного валаи упорного И гибочного пальцев, ра.змещенных на торцах гибочного вала, а механизм гибки состоит из закрепленной на корпусе матрицы и кинематически связанного с распределительным валом составного формующего пуансона, состоящего из наружной и подпружиненной относительно нее внутренней частей, причем наружная часть вйполнена с П-образным, а внутренняя с клинообразным вырезом.С целью надежного фиксирования проволоки при гибке и скручивании на торцовых концах П-образного пуансона и клинообразных выступах матрицы выполнены канавки.
С целью загибки концов изделия по окружности с центром, расположенным по профильной оси симметрии изделия, ось гибочного вала смещена в сторону загибки концов от плоскости канавок матрицы и пуансона
на четверть суммы диаметров проволо ки и упорного ролика.
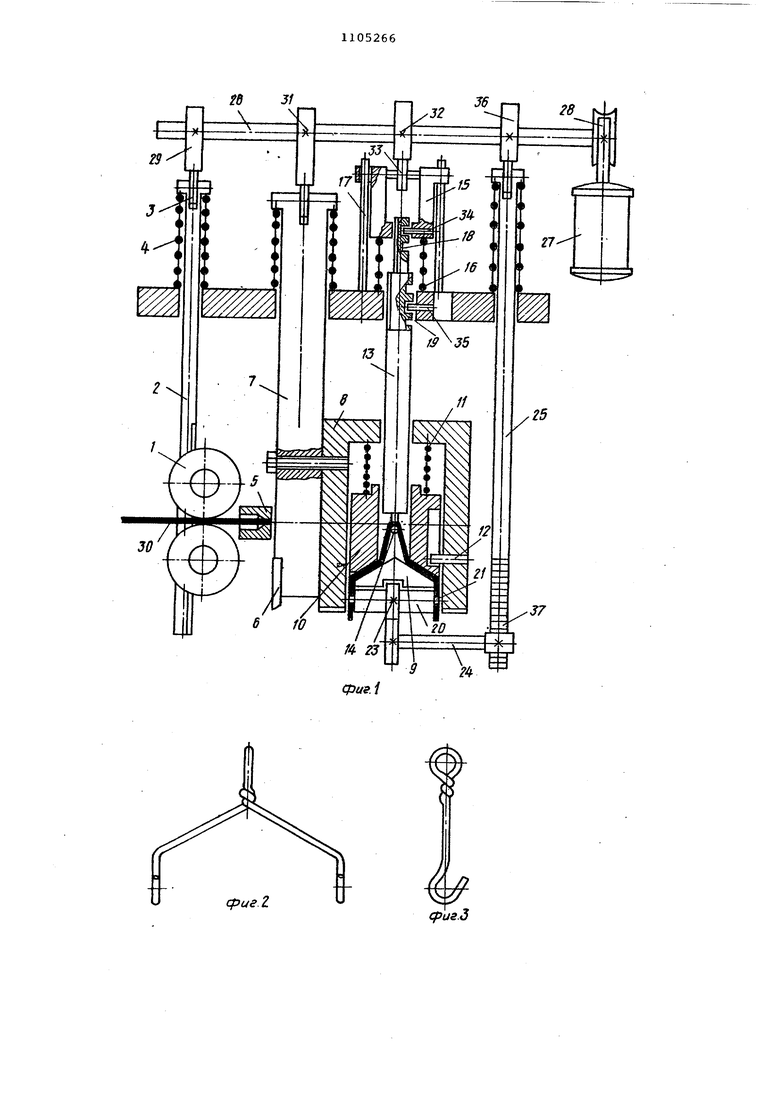
На фиг. 1 изображена схема предлагаемого автомата; на фиг. 2 и 3 изготовляемое изделие; на фиг. 4, 5 и б - схема последовательности загибки концов Изделия,
Автомат для изготовления деталей сложной конфигурации из проволоки содержит механизм подачи проволоки, механизм реза, механизм гибки, механизм скручивания и механизм загибки концов.
Механизм подачи проволоки состоит из подающих роликов 1, штанги 2 с рейкой на одном конце и упорным роликом 3 на другом, а также возвратной пружины 4.
Механизм реза проволоки состоит из отрезной матрицы 5, ножа 6, укрепленного 1к штанге 7 на одном конце и упорного ролика на другом, а также возвратной пружины.
Механизм-гибки изделия содержит П-образный пуансон 8, жестко прикрепленный к штанге 7, и неподвижно прикрепленную к корпусу матрицу 9. Внутри П-образногог пуансона расположена его подвижная часть 10, поджимаемая пружиной 11, и ограничитель хода 12. На торцовых концах П-образного пуансона 8, на поверхности клинообразного выреза его подвижной части 10, а также на поверхности клинообразного выступа матрицы 9 и ее торцовых поверхностях имеются канавки для .улавливания и фиксирования проволоки.
Механизм скручивания изделия состоит из скручивающего вала 13 с Г-образным крючком 14 на конце, ползушки 15 с упорныг.1 роликом, возвратной пружины 16 и направляющих колонок 17. На другом конце вала 13 имеются спиральные канавки 18 и 19.
Механизм загибки концов состоит из гибочного вала 20, на торцах которого расположены упорный 21 и ги бочный 22 ролики. Гибочный вал 20 имеет зубчатое колесо 23, которым он через вал-шестерню 24, зубчатую рейку штока 25, через упорный ролик кинематически связан с кулачковым валом 26 Шток 25 имеет возвратную пружину. Привод механизмов автомата в заданной последовательности осугществляется от кулачкового вала 26, приводимого во вращение электродвигателем 27 посредством червячной пары 28.
Автомат работает следующим образом.
Штанга 2 с рейкой механизма подачи проволоки, перемещаясь под воздействием кулачка 29 кулачкового вала 26, с помощью реечной передачи вращает ролики 1, которые подают проволоку 30 через отрезную матрицу 5 в зону гибки на необходимую длину. При этом шток 7 с ножом 6, пуансоном 8 с его подвижной частью 10 находятся в исходном положении, т.е. на наибольшем расстоянии от матрицы 9. Проволока 30 проходит по канавкам на нижних концах П-образного пуансона 8 и заходит за крючок 14 скручивающего вала 13. После подачи проволоки на длину заготовки происходит отрезка проволоки ножом 6, укрепленным на штанге 7, приводимой в движение от кулачка 31.
Одновременно с отрезкой проволоки конщл П-образного пуансона 8.за-: хватывают и начинают сгибать проволоку, зацепленную за крючок 14. Таким образом отрезанная проволока не выпадает из зоны П-образного пуансона 8, точнее, из зоны его концов.
При дальнейшем ходе штока 7 проволо продолжает изгибаться и, опираясь в канавки матрицы 9, начинают формоваться боковые стороны изделия. При этом подвижная часть 10 пуансона 8 останавливается, упираясь своими канавками в проволоку, а конщл П-образного пуансона 8 продолжают изгибать КОН1Ш проволоки. Каждый конец проволоки попадает между упорным 21 и гибочным 22 роликами (фиг.4), а Также .между торцами вала 20 и внутренними гладкими поверхностями концов П-образного пуансона 8.
После окончательного смыкания пуансона 8 и матрицы 9 начинается период выстой штанги 7, в течение которого осуществляется одновременное скручивание и загибка концов по радиусу перпендикулярно плоскости изделия.
Кулачок 32, воздействуя на упор ный ролик 33 гайки 15, перемещает ее по направляющим колонкам 17 вдол скручивающего вала 13. Сухарики 34 гайки 15, сколь зя по спиральной канавке .скручивающего вала 13, повора чивают его вокруг своей оси, которы своим крючком 14 закручивает издели
Для создания постоянного натяжения при скручивании проволоки на крке введена винтовая пара со спираль ной канавкой 19 и сухарик 35, один конец которого расположен в канавке 19, а другой жестко соединен с корпусом. Шаг канавки соответствует укорочению петли изделия при скручивании.
Одновременно с закручиванием происходит загибка концов изделия, От кулачка 36 через упорный ролик поступательно движется штанга 25 с рейкой 37 на Конце. Поступательное движение рейки 37 преобразуется во вращательное движение вала-шестерни 24, от которого вращается концегибочный вал 20 через жестко укрепленное на нем зубчатое колесо 23.
После закручивания и загибки концов начинает отходить шток 7 при помощи возвратной пружины После этого при помощи возвратных пружин начинают возвращаться в исходное положение вал скручивания 13 и шток 25 загибки концов.
Затем цикл повторяется. Полный цикл изготовления изделия осуществляется за один оборот кулачкового вала 26.
Крючок 14 скручивающего вала 13 является сменным и может фиксироваться на необходимый угол закручивания изделия. При необходимости могут быть заменены упорный 21 и гибочный 22 ролики, пуансон 8 и его подвижна часть 10, а также матрица 9.
С целью повышения качества гибки концов и возможности удаления готового изделия, расстояние между торцами гибочного вала 20 и вйутренних сторон концов П-образного пуансона 8 должно быть больше диаметра проволоки, с yjieTOM технологического зазора, но так чтобы не произошло заклинивания.. .
С целью загибки концов изделия по окружности с центром, расположенным на профильной оси симметрии.изделия, ось вращения гибочного вала, смещена в сторону загибки концов от канавки матрицы на четверть суммы диаметров проволоки и упорного ролика 21 (фиг. 4, 5 и 6). При тако загибке происходит также натяжение проволоки, что способствует более качественному формированию изделия, а по окончании процесса, гибки упорный ролик отходит в сторону крюка 1 чем освобождает изделие для удалени его с матрицы.

| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления двухветвевых пружин с отогнутыми концами | 1982 |
|
SU1052304A1 |
| Автомат для изготовления деталей из проволоки | 1987 |
|
SU1470404A1 |
| Автомат для изготовления изделий из проволоки типа шплинтов | 1982 |
|
SU1093380A1 |
| Автомат для изготовления гнутых изделий из проволоки | 1980 |
|
SU906637A1 |
| АВТОМАТ ДЛЯ ОТРЕЗКИ И ГИБКИ ПРОВОЛОЧНЫХДЕТАЛЕЙ | 1972 |
|
SU433944A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ИЗДЕЛИЙ ИЗ ПРОВОЛОКИ | 2008 |
|
RU2365457C1 |
| Автомат для изготовления гнутых изделий из проволоки | 1984 |
|
SU1240492A1 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ ПРУЖИН с ДВУМЯ ВЕТВЯМИ ПРОТИВОПОЛОЖНОГО НАПРАВЛЕНИЯ | 1971 |
|
SU424644A1 |
| Автомат для изготовления гнутых изделий | 1986 |
|
SU1400739A1 |
| Автомат для отрезки и гибки проволочных деталей | 1979 |
|
SU874246A1 |

1. АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ СЛОЖНОЙ КОНФИГУРАЦИИ ИЗ ПРОВОЛОКИ, содержащий установленные,в корпусе и кинематически связанные посредством распределительного вала механизм подачи-проволоки, механизм резки заготовок, механизм скручивания, отличающийся тем, что, с целью расширения ассортимента выпускаемых изделий, автомат имеет размещенный под механизмом гибки механизм загибки концов деталей, состоящий из кинематически связанного с распределительным валом гибочного вала и упорного и гибочного пальцев, размещенных на торцах гибочного вала. а механизм гибки состоит из закрепленной на корпусе матрицы и кинематически связанного распределительным валом составного формующего пуiaHcoHa,состоящего из наружной и подпружиненной относительно нее внутренней частей,причем наружная часть выполнена с П-образным, а внутренняя с клинообразным вырезом. 2,Автомат ПОП.1, отличающийся тем, что, с целью надежного фиксирования проволоки при гибке и скручивании, на торцовых концах П-образного пуансона и клинообразных выступах матрицы выполнены канавки. 3,Автомат по пп. 1 и 2, о т л и чающийся тем что, с.целью загибки концов изделия по окружности с центром, расположенным по профильной оси симметрии изделия, ось гибоч ного вала смещена в сторону загибки концов от плоскости канавок матрицы и пуансона на четверть суммы диаметров проволоки и упорного ролика.
cpus.3
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Автомат для сгибания фигурных изделий | 1975 |
|
SU517371A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
