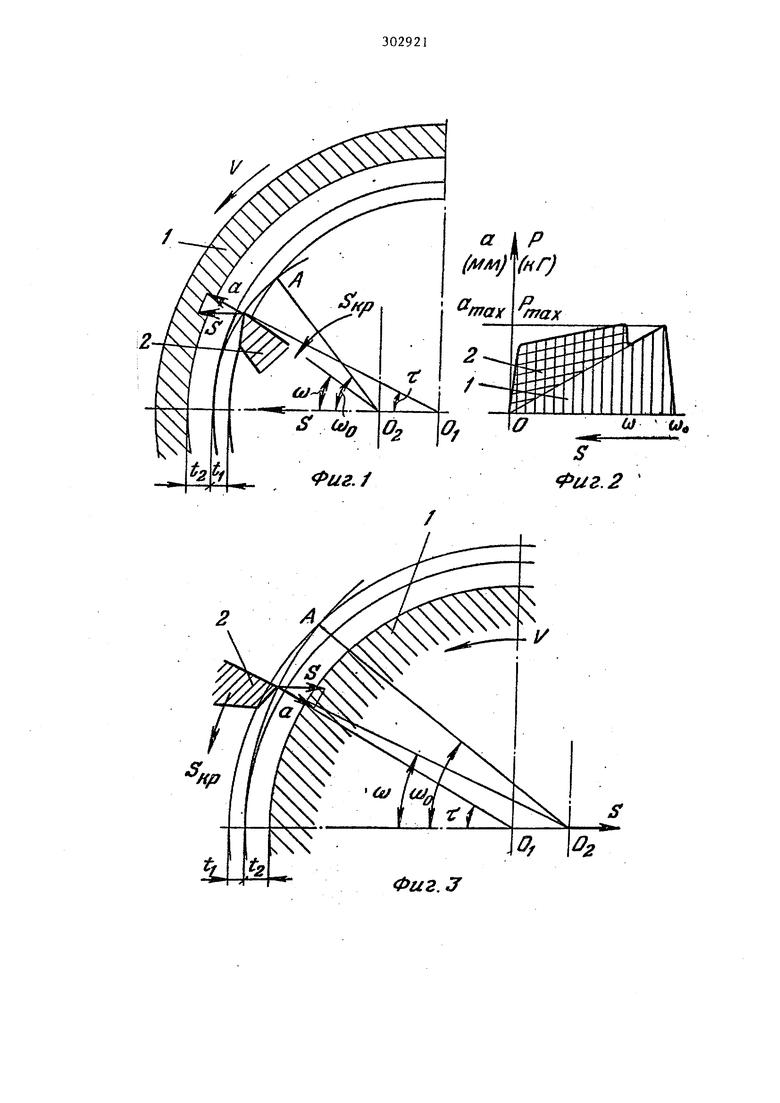
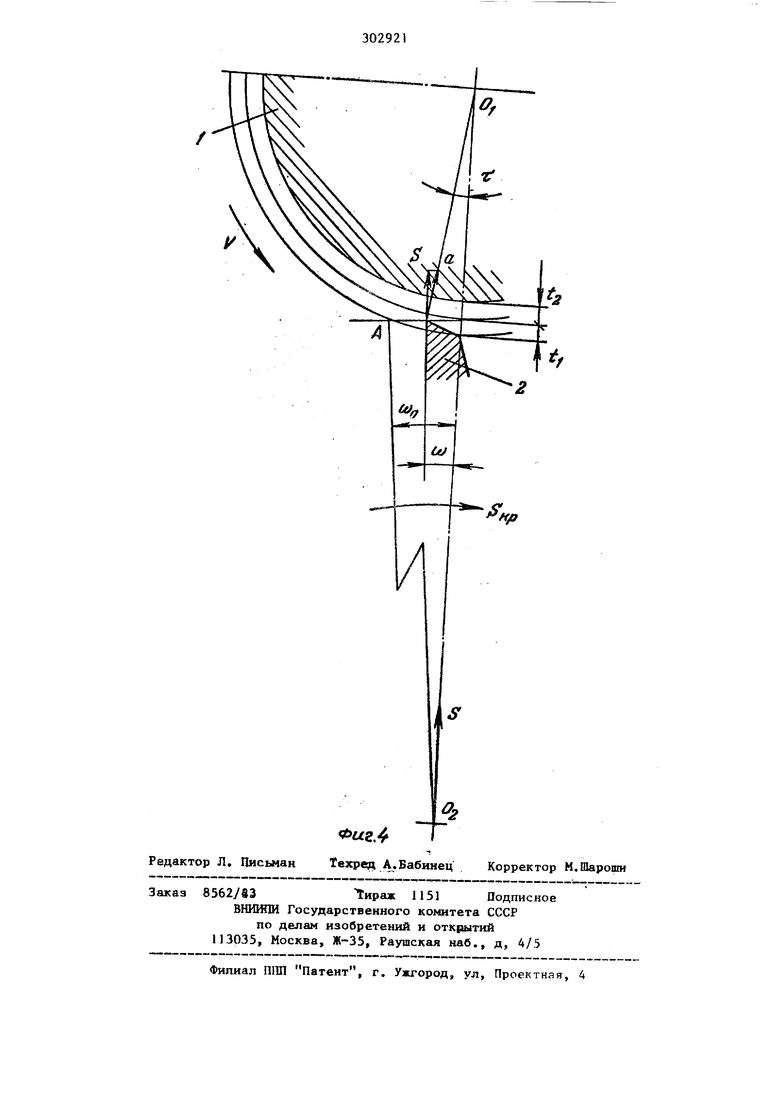
Известны способы токарной oepadoi ки с .круговой подачей резца вокруг центра, смещенного относительно центра вращения изделия. Недостатками таких способов являю ся неравномерное изменение толщины среза, а, следовательно, и усилий резания, а также возможность появления вибраций из-за малой толщины сре за, стремящейся к нулю в конце резания , когда резец приближается к линии центров вращения инструмента и детали (особенно при обработке отверстий) . По предлагаемому способу, с целью повышения производительнооти за счет выравнивания толщины сре заемого слоя, уменьшения вибраций в конце резания , резцу сообщают дополнительную подачу вдоль линии центров вращения резца и изделия. На фиг. 1 показана схема обработ- ки отверстий;на фиг.2 - характер изменения силы и срезаf на фиг 3 - схема обработки наружных поверхностей инструментом охватьшакицего . касанияJ на фиг. 4 - схема обработки наружных поверхностей инструментов внешнего касания. Вращение изделия J (см. фиг. 1,3 и 4) вокруг центра Qj. определяет ско рость резания V , а медленное вращение инструмента (резца) 2 вокруг центра О расположенного внутри см, фиг. 1,3 ) или снаружи изделия (см. фиг. 4) определяет круговую подачу 5кр Момент врезания резца 2 в изделие определяется точкой А и углом Шд входа. Спустя некоторое время, соответствующее новому положению резца определяемому текущим углом иу поворота, резцу 2 сообщают дополнительную прямолинейную подачу S на врезание в изделие вдоль линии центров 0 - 0 . Величина подачи 5 на Один оборот изделия составляет примерно две трети от максиальной толщины среза при реэсгнии с руговой подачей 5цр .
В результате за один и тот же угол D поворота; резец 2 снимает значиельно больший припуск, ск;5адываемый з величины fej определяемой врезакиемС одной лищь круговой подачей, и величины -Ь определяемой врезанием с прямолинейной подачей 5 .
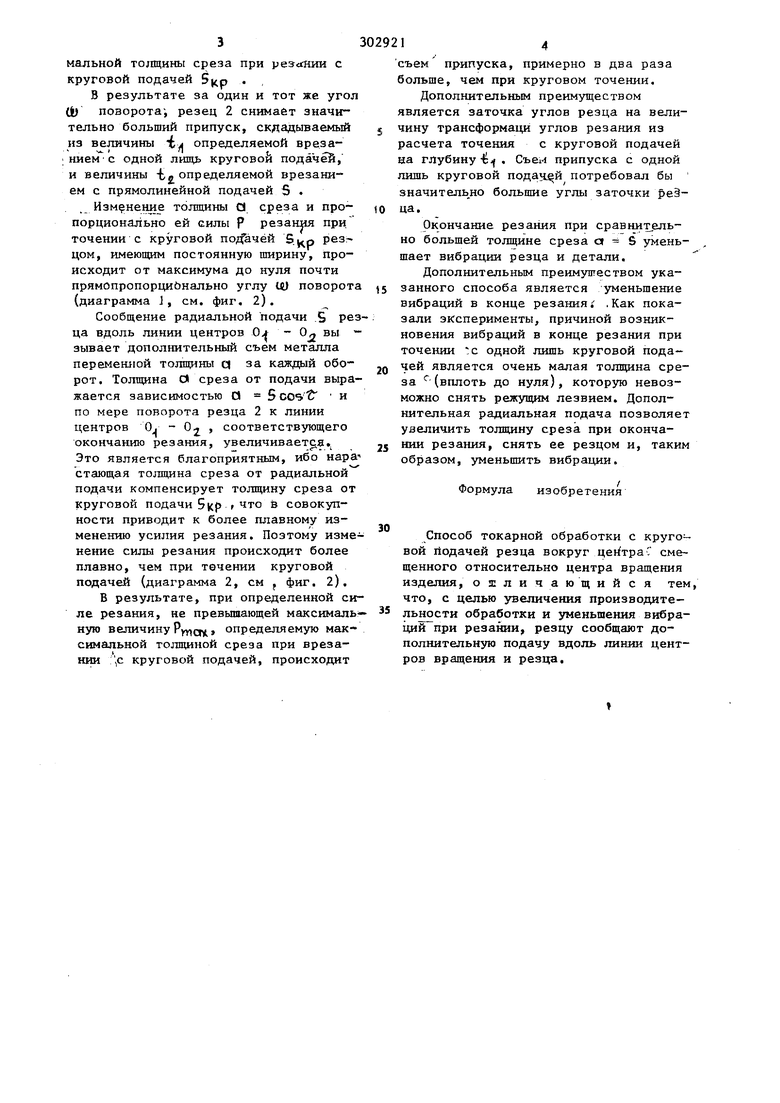
. Изменение толщины а среза и пропорционально ей силы Р резания при. точении с круговой подйчёй резцом, имеющим постоянную ширину, происходит от максимума до нуля почти прямопропорциЬнально углу Ш поворота (диаграмма 1, см. фиг. 2).
Сообщение радиальной подачи .S резца вдоль линии центров 0л 0. вы зывает дополнительный съем металла перемешюй толщины а за каждый оборот. Толщина С среза от подачи выражается зависимостью COSS и по мере поворота резца 2 к линии центров О, - Oj соответствующего окончанию резания, увеличиваетс я.. Это является благоприятным, ибо нарастающая толщина среза от радиальной подачи компенсирует толщину среза от круговой подачи 5кр что в совокупности приводит к более плавному изменению усилия резания. Поэтому изменение силы резания происходит более плавно, чем при течении круговой подачей (диаграмма 2, см j фиг. 2).
В результате, при определенной силе резания, не превышающей максималь нуго величину PyY,дy, определяемую максимальной толщиной среза при врезании .с круговой подачей, происходит
съем припуска, примерно в два раза больше, чем при круговом точении.
Дополнительным преимуществом является заточка углов резца на величину трансформаци углов резания из расчета точения с круговой подачей на глубину -ё-} . Съеи припуска с одной лишь круговой подан й потребовал бы значитель но большие углы заточки peiца.
Окончание резания при сравнительно большей толщине среза а S уменьшает вибрации резца и детали.
Дополнительньм преимуществом указанного способа является уменьшение вибраций в конце резания; .Как показали эксперименты, причиной возникновения вибраций в конце резания при точешш с одной лишь круговой подачей является очень малая толщина среза (вплоть до нуля), которую невозможно снять режущим лезвием. Дополнительная радиальная подача позволяет увеличить толщину среза при окончаНИИ резания, снять ее резцом и, таким образом, уменьшить вибрации.
Формула изобретения
Способ токарной обработки с круго- вой подачей резца вокруг центра . смещенного относительно центра вращения изделия, обличающийся тем, что, с целью увеличения производительности обработки и уменьшения вибра1 ;ий при резании, резцу сообщают дополнительнзжз подачу вдоль линии центров вращения и резца.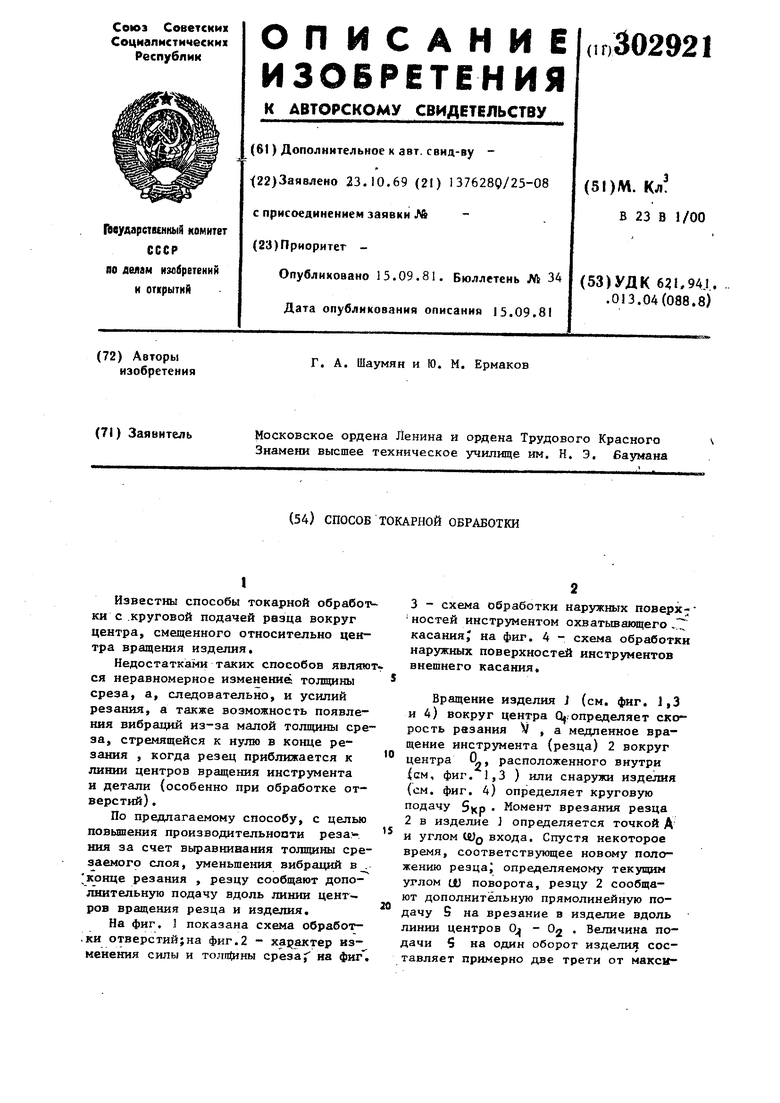
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ТЕЛ ВРАЩЕНИЯ РЕЗЦОВОЙ ГОЛОВКОЙ | 1967 |
|
SU201873A1 |
| ИНСТРУМЕНТ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ | 1973 |
|
SU389891A1 |
| Свободно вращающийся чашечный резец | 1985 |
|
SU1477526A1 |
| Способ обработки деталей типа тел вращения | 1985 |
|
SU1301564A1 |
| Способ точения внутренних поверхностей | 1977 |
|
SU659287A1 |
| Способ токарной обработки вращающимся резцом | 1985 |
|
SU1311851A1 |
| Способ поштучного точения торцевых и фасонных поверхностей | 1978 |
|
SU764848A1 |
| СПОСОБ ОБРАБОТКИ ПОСАДОЧНЫХ МЕСТ ПОДШИПНИКОВ ВАЛОВ | 2005 |
|
RU2387529C2 |
| Способ обработки фасонных поверхностей | 1980 |
|
SU1028425A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1971 |
|
SU432975A1 |
Фиг.
