05
СА: 4;;
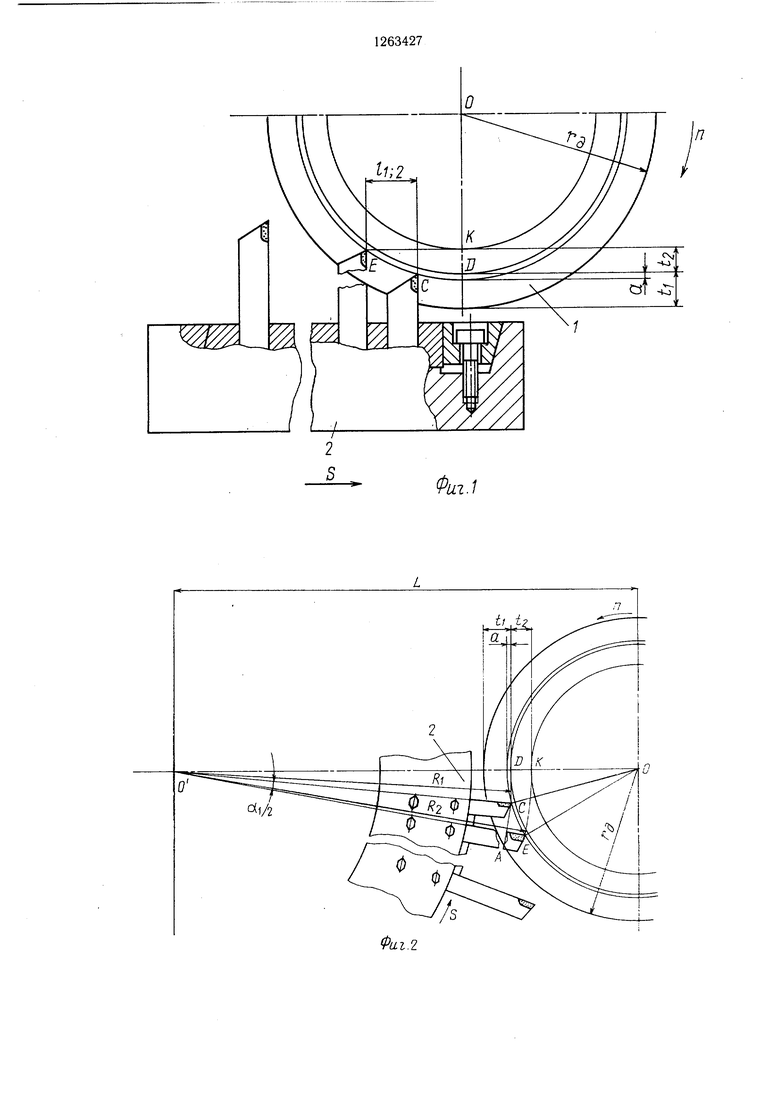
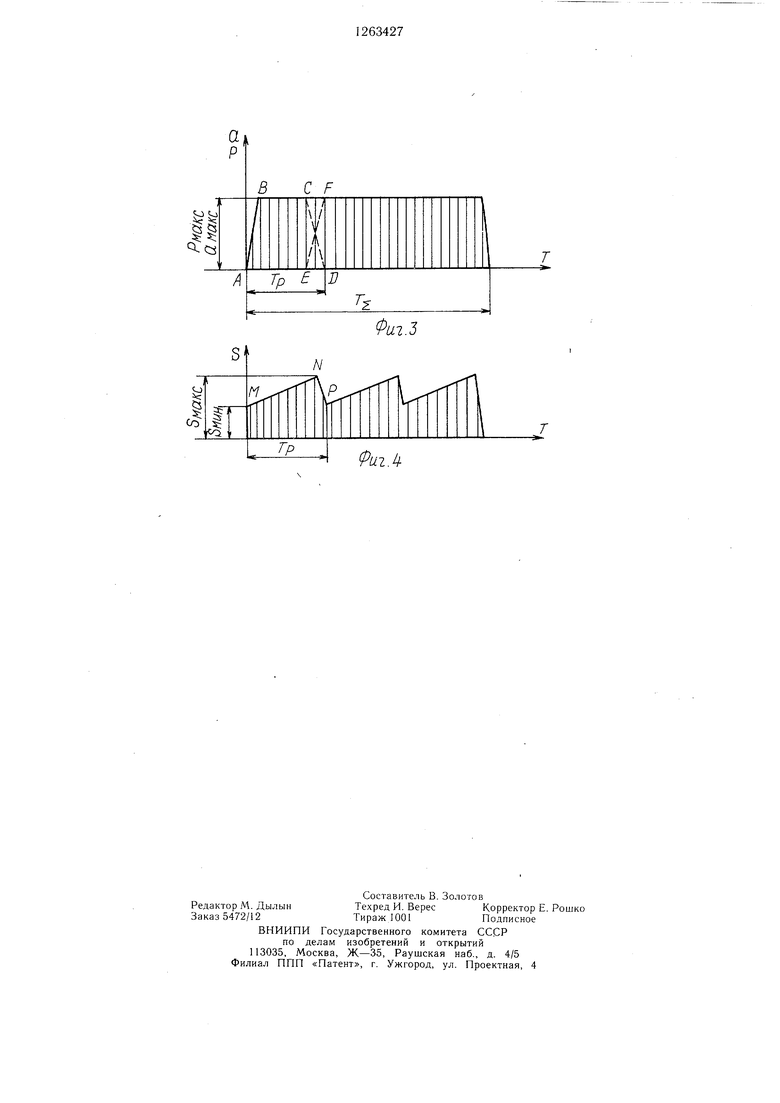
1чЭ Изобретение относится к машиностроению, и может быть использовано при тангенциальном точении тел вращения многолезвийным инструментом с круговой или прямолинейной подачей. Цель изобретения - повышение производительности процесса путем обеспечения непрерывного и равномерного характера резания. На фиг. 1 изображена схема точения по предложенному способу с прямолинейной подачей резца; на фиг. 2 - то же, с круговой подачей; на фиг. 3 - график распределения сечения среза а и усилие резания Р по времени Т; на фиг. 4 - график изменения подачи во времени. Способ реализуется следующим образом. Изделие 1 вращается со скоростью резания V. Многолезвийный инструмент 2 перемещается с прямолинейной или круговой тангенциальной подачей S, изменяющейся на участках рабочего хода / каждого лезвия, и снимает общий припуск t, разделенный между лезвиями на элементы припуска ti. При тангенциальном точении по предлагаемому способу сечение среза и усилие резания возрастают при врезании лезвия от О до а„аи - участок АВ. Дальнейшая работа ведется с постоянным максимальным сечением среза и усилием резания - участок ВС, за счет увеличения скорости подачи от 5мин. до Ьмалс- участок MN. При выходе из зоны резания первого лезвия происходит уменьшение сечения среза и усилия резания до О- участок CD. В момент начала уменьшения сечения среза и усилия резания на первом лезвии в точке С начинает врезание следующее по порядку 35 лезвие, сечение среза и усилие резания на котором возрастают от О до максимального - участок EF. Таким образом, суммарное сечение среза и усилие резания для инструмента остаются близкими по значению к максимальным. Подача в момент врезания второго лезвия уменьшается до SMHH. - участок NP и затем снова начинает возрастать так же при работе первого лезвия. Для конкретной реализации предложен- 45 ного способа режущие лезвия инструмента выполняют регулируемыми как по вылету, так и по шагу лезвиями и выставляют по расчетным значениям, определяемым из следующих соотношений. Величина шага 1 между i и i+l лезвиями 50 ваем при прямолинейной подаче: P;,i+i V(Wi+ а) 2( t,-)+ (a-t,-+i) -.2 t,-)-f а где В i+ 1 .,., -a 20 где П точе ным круг ное шае 40 нять в на рабо С щес путе или стью цель тем реза вия ния /(1 -1-т) - припуск, снимаемый соответствующими лезвиями, мм; гпколичество лезвий в инструментальной наладке; атолщина среза за оборот детали, мм; Гэ - исходный радиус детали, мм. еличина углового шага а между i и лезвиями при круговой подаче: ,. arccos R-i±J:-I l jjl+-lll R4L(r9-a t,+ a) ccos ;() - расстояние от центра вращения инструментальной наладки до соответствующего режущего лезвия, мм; mколичество режущих лезвий в инструментальной наладке; t; - припуск, снимаемый соотствующим лезвием, мм; Гд - исходный радиус детали, мм; расстояние между центром вращения инструментальной наладки и центром вращения детали, мм. редлагаемый способ тангенциального ния тел вращения многолезвийинструментом с прямолинейной или вой подачей, обеспечивает непрерывезание без холостого хода, что повыпроизводительность, позволяет выровсечение среза и снизить перепады грузках в течение всего времени обки, Формула изобретения пособ тангенциального точения, осувляемый многолезвийным инструментом его перемещения с прямолинейной круговой подачей с переменной скороотносительно вращающейся обрабатыой детали, отличающийся тем, что, с ю повышения производительности пуобеспечения равномерного характера ия, врезание каждого последующего лезпроизводят в момент начала уменьшеечения среза от предыдущего. Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ тангенциального точения | 1985 |
|
SU1373471A1 |
| Автоматическая линия для бесцентровой обработки деталей | 1988 |
|
SU1646796A1 |
| Способ токарной обработки | 1969 |
|
SU302921A1 |
| Способ обработки | 1981 |
|
SU1042888A1 |
| Способ получения корней стружки | 1974 |
|
SU552138A1 |
| Способ поштучного точения торцевых и фасонных поверхностей | 1978 |
|
SU764848A1 |
| Способ тангенциального точения | 1974 |
|
SU480497A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПРОФИЛЯ БАНДАЖА КОЛЕСНЫХ ПАР БЕЗ ВЫКАТКИ | 2019 |
|
RU2717756C1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ КОМПЛЕКТА ВИНТОВ | 2008 |
|
RU2387522C1 |
| Способ фрезерования внутренних радиусных сопряжений поверхностей деталей | 2018 |
|
RU2674376C1 |
Изобретение относится к области машиностроения и может быть использовано при тангенциальном точении тел вращения многолезвийным инструментом при его круговой или прямолинейной подаче. Способ имеет целью повышение производительности процесса путем обеспечения непрерывного и равномерного характера резания Отличительной особенностью способа является то, что врезание каждого посчедующего лезвия производится в момент начала уменьшения сечения среза от предыдущего. 4 ил.
Р
В
С F
| Способ тангенциального точения | 1972 |
|
SU493297A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
