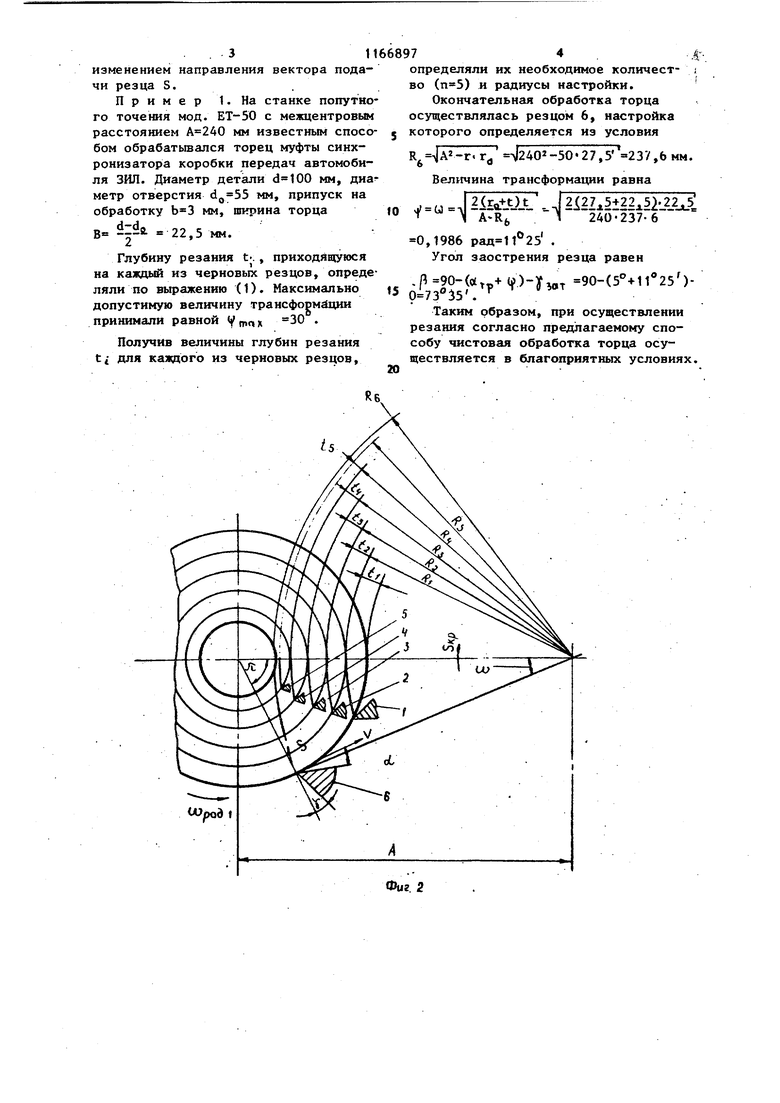
Изобретение относится к станкостр ению и может найти применение в технологии тангенциального точения торцевых поверхностей тел вращения. Цель изобретения - расширение тех нологических возможностей способа тангенциального точения путем обеспе чения обработки широких торцевых поверхностей у деталей, имекицих осевое отверстие. На фиг.1 показана схема снятия припуска при тангенциальном точении торцевых поверхностей тел вращения на фиг.2 - то же, вид сбоку; на фиг.З схема изменения углов резани резцом, производящим окончательную обработку торцевой поверхности. По способу основная часть припуска b снимается резцами 1-5, расположенными в поворотном блоке. Глубина резания t,, приходящаяся на каждый из указанных резцов, определяется из условия обеспечения максимально допустимой трансформации т та X t-r4(ft--5fco5C «,v- i2ft-AO-( соб А - расстояние.между осями вращения детали и поворота бло кэ, радиус обрабатываемой поверхности;максимально допустимая величина трансформации угла .резания. Определив по формуле (1) величину припуска, приходящуюся на долю каждого резца, можно определить потребное количество черновых резцов и радиус . их настройки в радиальном направлении осевом направлении черновые резцы смещены на величину ,10,15 мм. Полученная после обработки черновыми резцами ступенчатая поверхность Т обрабатывается резцом 6 для окончательной обработки торца детали. При прохождении режущей кромки резца 6 от наружного диаметра по линии центров происходит трансформация, переднего и заднего углов резца. Поскольку действительные значения указанных углов определяются в координатной системе, связанной с вектором, скорости V резания, а соответст-: вующие углы заточки ( у и ja) в координатной системе, связанной с вектором подачи S, то угол относительного поворота этих координатных систем у г (О характеризует трансформацию углов ОС и J (фиг.2). При обработке торцевых поверхностей на деталях, имеющих центральное отверстие, возможен выбор такого радиуса инструмента Rj, при котором изменение направления вектора скорости V можно уменьшить, а в некоторых случаях довести до нуля. При этом суммарная величина трансформации уменьшается, что дает возможность обработать широкие торцевые поверхности. На фиг.З показана схема изменения углов резания. Изменение направления вектора скорости V при перемещении режущей кромки по радиусу Кц из точки А в точку В характеризуется /л f с/, - о 7 равным Углы о и 2 определяем H3&.bOAOj и .ОВОг по теореме косинусов ОЧо, :05С2 наружный радиус обрабатываемой детали; радиус осевого отверстия в детали смещение инструмента относительно оси поворота блока Of. А2 +J.2 -R2 2АГ arccos r2-R2 7:7- Приняв i 0, получаем A +rl-Rl После преобразования выражения (А) имеем К НА -Г-ГО. Таким образом, настраивая резец, производящий окончательную обработку торца, на величину R, определенную согласно выражению (5), имеем возможность обработать широкий торец, так как в этом случае трансформация углов ос и у обуславливается только
изменением направления вектора подачи резца S.
Пример 1. На станке попутного точения мод. ЕТ-50 с межцентровым расстоянием мм известным способом обрабатьтался торец муфты синхронизатора коробки передач автомобиля ЗИЛ. Диаметр детали мм, диаметр отверстия мм, припуск на обработку мм, ширина торца
В Й1Йй 22,5 мм.
Глубину резания t-., приходящуюся на каждый из черновых резцов, определяли по выражению (1). Максимально допустимую величину трансформйции принимали равной у п х 30 .
Получив величины глубин резания t{ для каждого из черновых резцов.
определяли их необходимое количество () и радиусы настройки.
Окончательная обработка торца осуществлялась резцом 6, настройка которого определяется из условия
R HA-Г. г. л|240 -5027,,6 мм.
О
Вел гчина трансформации равна
. U J 2 (.. 1 2127,5+22,52. N A-R,1 240 237-6
0,1986 рад 11°25 .
Угол заострения резца равен
оД; ;
Таким образом, при осуществлении резания согласно предлагаемому способу чистовая обработка торца осуществляется в благоприятных условиях. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ снятия припуска при обработке тел вращения | 1978 |
|
SU780958A1 |
| СПОСОБ ОБРАБОТКИ ПОСАДОЧНЫХ МЕСТ ПОДШИПНИКОВ ВАЛОВ | 2005 |
|
RU2387529C2 |
| СПОСОБ СНЯТИЯ ПРИПУСКА ПРИ ОБРАБОТКЕ ТЕЛ ВРАЩЕНИЯ | 1966 |
|
SU184580A1 |
| Способ обработки деталей типа коленчатых валов и станок для его осуществления | 1986 |
|
SU1421473A1 |
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТВСЕСОЮЗНАЯ | 1972 |
|
SU338308A1 |
| Проходной упорный резец | 1986 |
|
SU1495006A1 |
| Способ тангенциального точения тел вращения | 1984 |
|
SU1225695A1 |
| Способ обработки внутренней фаски | 1985 |
|
SU1271662A1 |
| Способ обработки деталей типа тел вращения | 1985 |
|
SU1301564A1 |
| СПОСОБ ТОЧЕНИЯ НАРУЖНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2275989C1 |

СПОСОБ ТАНГЕНЦИАЛЬНОГО ТОЧЕНИЯ ТОРЦЕВЫХ ПОВЕРХНОСТЕЙ ТЕЛ ВРАЩЕНИЯ, согласно которому детали сообщают вращение, а снятие припуска осуществл5пот установлеиньм с возможностью поворота вокруг своей оси блоком резцов, один из которых производит окончательную обработку торцевой поверхности, причем режущие кромки резцов блока смещены в осевом и радиальном направлениях, отличающийся тем, что, с целью расширения технологических возможностей при точении деталей, имекмцих центральное отверстие, радиальное смещение R. режущей кромки резца, производящего окончательную обработку торцевой поверхности, относительно оси поворота блока определяют из соотношения К НА -Г-ГО, где А - расстояние между осями вращения детали и поворота блока; (Л наружный радиус детали, г радиус осевого отверстия в 0 детали. о: О) сх со 
| Ермаков Ю.М | |||
| Технология и станки тангенциального точения | |||
| М., Машиностроение, 1979, с | |||
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
