w
Ё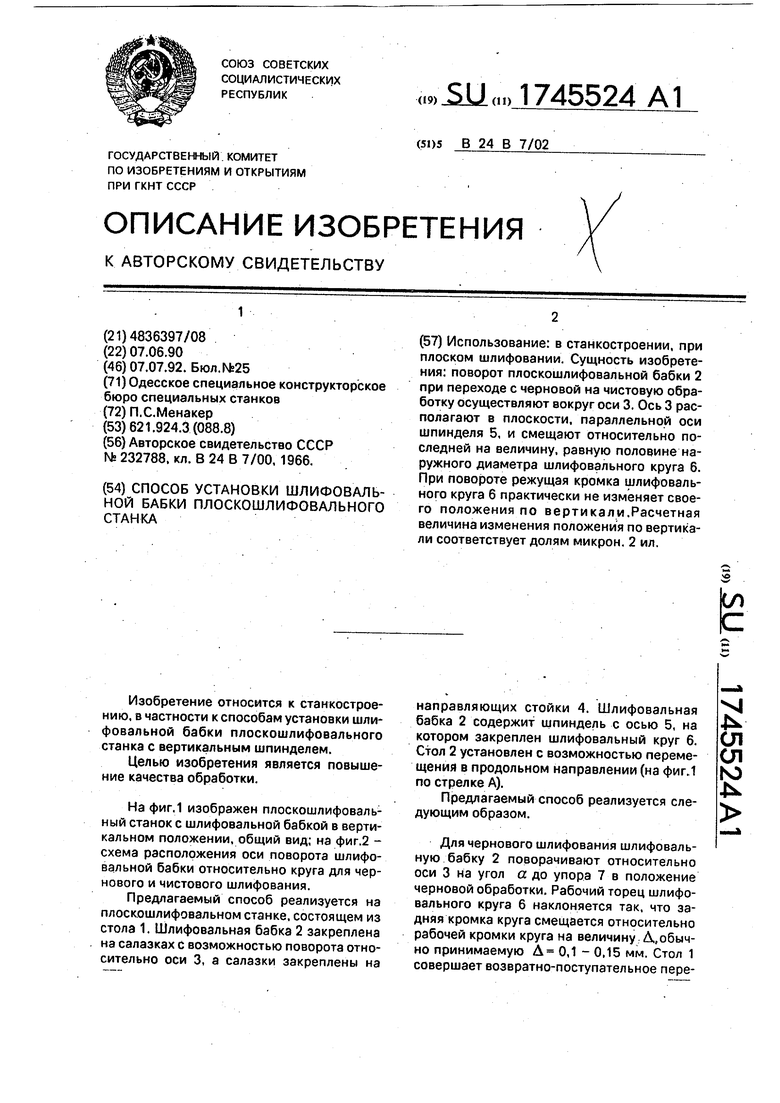
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления деталей на плоскошлифовальных станках | 1987 |
|
SU1618591A1 |
| Способ правки шлифовального круга | 1990 |
|
SU1754427A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| СПОСОБ ЗАТОЧКИ НЕПЕРЕТАЧИВАЕМОЙ ПЛАСТИНЫ (ВАРИАНТЫ) И ШЛИФОВАЛЬНЫЙ КРУГ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2007 |
|
RU2432246C2 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 1999 |
|
RU2162400C2 |
| Способ изготовления деталей на плоскошлифовальных станках | 1989 |
|
SU1808660A1 |
| Механизм вертикальной подачи плоскошлифовального станка | 1979 |
|
SU880707A1 |
| Способ управления плоским шлифованием периферией круга в процессе черновой обработки | 1987 |
|
SU1548022A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1997 |
|
RU2123915C1 |
| Шлифовальный станок с числовым программным управлением | 1985 |
|
SU1316795A1 |
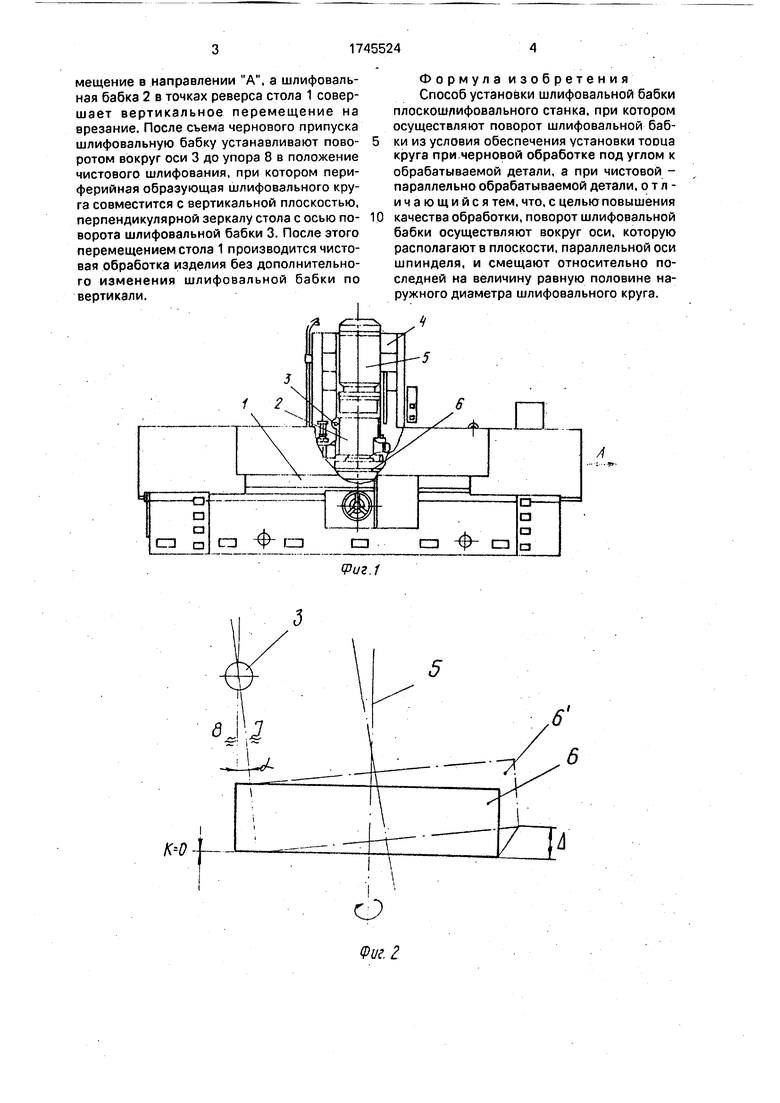
Использование: в станкостроении, при плоском шлифовании. Сущность изобретения: поворот плоскошлифовальной бабки 2 при переходе с черновой на чистовую обработку осуществляют вокруг оси 3. Ось 3 располагают в плоскости, параллельной оси шпинделя 5, и смещают относительно последней на величину, равную половине наружного диаметра шлифовального круга 6. При повороте режущая кромка шлифовального круга 6 практически не изменяет своего положения по вертикали.Расчетная величина изменения положения по вертикали соответствует долям микрон. 2 ил.
Изобретение относится к станкостроению, в частности к способам установки шлифовальной бабки плоскошлифовального станка с вертикальным шпинделем.
Целью изобретения является повышение качества обработки.
На фиг.1 изображен плоскошлифовальный станок с шлифовальной бабкой в вертикальном положении, общий вид; на фиг.2 - схема расположения оси поворота шлифовальной бабки относительно круга для чернового и чистового шлифования.
Предлагаемый способ реализуется на плоскошлифовальном станке, состоящем из стола 1. Шлифовальная бабка 2 закреплена на салазках с возможностью поворота относительно оси 3, а салазки закреплены на
направляющих стойки 4. Шлифовальная бабка 2 содержит шпиндель с осью 5, на котором закреплен шлифовальный круг 6. Стол 2 установлен с возможностью перемещения в продольном направлении (на фиг.1 по стрелке А).
Предлагаемый способ реализуется следующим образом.
Для чернового шлифования шлифовальную бабку 2 поворачивают относительно оси 3 на угол а до упора 7 в положение черновой обработки. Рабочий торец шлифовального круга 6 наклоняется так, что задняя кромка круга смещается относительно рабочей кромки круга на величину Добычно принимаемую Д 0,1 - 0,15 мм. Стол 1 совершает возвратно-поступательное пере2
СП (Л
ю N
метение в направлении А, а шлифовальная бабка 2 в точках реверса стола 1 совершает вертикальное перемещение на врезание. После съема чернового припуска шлифовальную бабку устанавливают пово- потом вокруг оси 3 до упора 8 в положение чистового шлифования, при котором периферийная образующая шлифовального круга совместится с вертикальной плоскостью, перпендикулярной зеркалу стола с осью по- ворота шлифовальной бабки 3. После этого перемещением стола 1 производится чистовая обработка изделия без дополнительного изменения шлифовальной бабки по вертикали.
К -ОФормула изобретения Способ установки шлифовальной бабки плоскошлифовального станка, при котором осуществляют поворот шлифовальной бабки из условия обеспечения установки тооиа круга при черновой обработке под углом к обрабатываемой детали, а при чистовой - параллельно обрабатываемой детали, отличающийся тем. что. с целью повышения качества обработки, поворот шлифовальной бабки осуществляют вокруг оси. которую располагают в плоскости, параллельной оси шпинделя, и смещают относительно последней на величину равную половине наружного диаметра шлифовального круга.
А
5
| 0 |
|
SU232788A1 | |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
