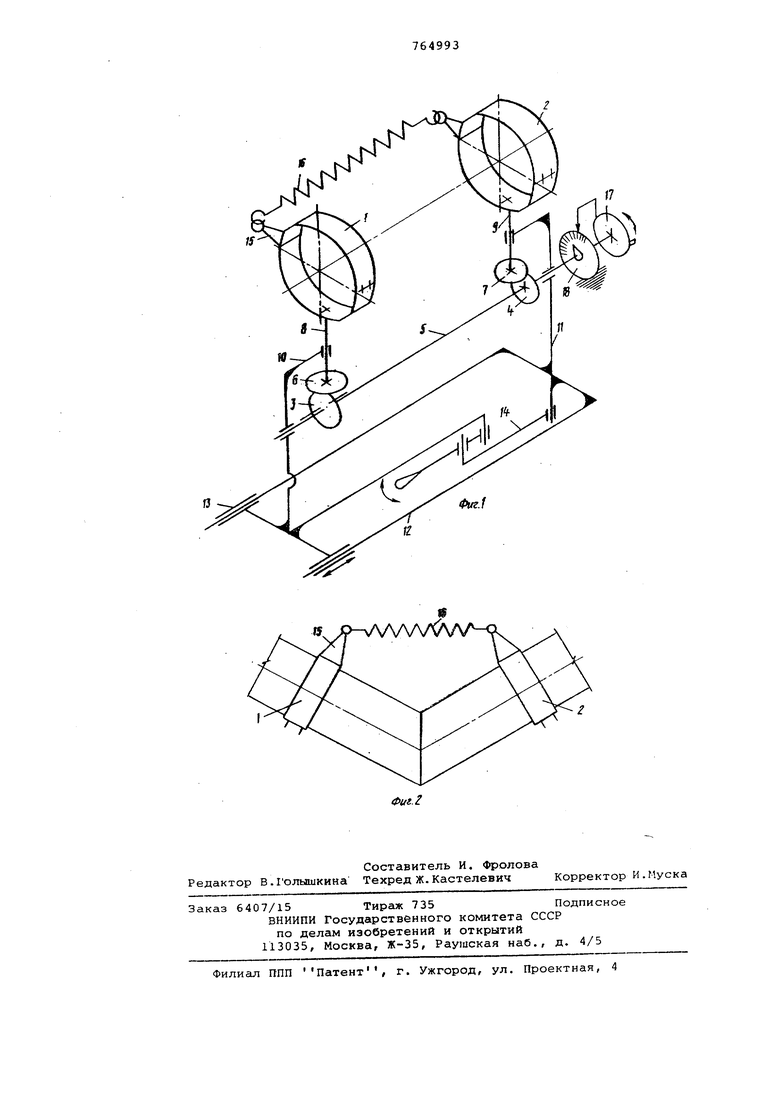
Изобретение относится к области сварки, в частности к сварке пластмассовых труб.. Известно устройство для сварки труб, содержащее корпус, направляю поворотные зажимные хомуты с механизмами поворота, причем по крайне мере один из хомутов снабжен приводом поступательного перемещения 111. Однако использование этого устройства увеличивает трудоемкость процесса сварки, так как каждую из свариваемых труб устанавливают независимо друг от друга под соответ ствующим углом. Кроме этого, увеличивается суммарная ошибка точно установки труб, зависящая от точности установки каждой из труб. Известно являющееся наиболее близким устройство для сварки тру из полимерных материалов под углом, содержащее направляющие и смонтированные на них зажимные хомуты, механизм их поворота и прив поступательного перемещения по меньшей мере одного из хомутов 2 Данное устройство также не обес печивает достаточной установки труб. Целью изобретения является повышение производительности и увеличение точности установки уруб. Достигается это тем, что в известном устройстве механизм поворота выполнен в виде конических зубчатых передач, ведущие шестерни которых закреплены на общем приводном валу, а валил ведомых шестерен жестко соединены с зажимными хомутами. Вал ведомой шестерни одной из конических передач соединен с приводом поступательного перемещения, при этом ведущая щёстерня указанной передачи установлена с возможностью поступательного перемещения относительно приводного вала. Зажимные хомуты в направлении поворотов подпружинены. На фиг. 1 приведена кинематическая схема устройства; на фиг.2 - положение зажимных хомутов в процессе сварки. Устройство для сварки содержит зажимные хомуты 1 и 2, механизм их поворота, включающий конические шестерни 3 и 4, установленные на общем валу 5, причем шестерня 4 установлена на нем неподвижно, а шестерня 3 - подвижно, но без
вращения, и ведомые шестерни 6 и 7, взаимодействующие соответственно с шестернями 3 и 4, при этом валы 8 и 9 ведомых шестерен 6 и 7 жестко соединены с зажимными хомута-, ми 1 и 2. Валы 5 и 8 установлены в корпусе 10, а валы 5 и 9 - в ко рпусе И. Корпус 11 неподвижно установлен на направляющей 12, а корпус 10 установлен в ползуне 13, который также установлен на направлющих 12. Кривошипно-шатунный механизм 14 соединяет корпуса 10 и 11 и осуществляет перемещение корпуса 10.
На хомутах 1 и 2 расположены кронштейны 15, соединенные пружиной 16. На валу 5 неподвижно закреплены рукоятка с маховичком 17 для фиксации установленного положения на корпус и шкала с подвижным указателем 18.
Для выполнения работ по сварке устройство содержит нагревательный элемент (не показан) .
Устройство работает следующим образом.
Свариваемые трубы зажимают в хомутах 1 и 2, при этом пружина 16, установленная с предварительным натягом и эксцентрично закрепленная к хомутам, поворачивает их на величину, допускаемую люфтами передач. Рукоятка с маховичком 17, конические шестерни 3 и 4, ведомые шестерни 6 и 7 и ведомые валы 8 и 9 одновременно поворачивают зажимные хомуты 1 и 2. После поворота хомутов на заданную величину, которую фиксируют по шкале 18, маховичок 17, неподвижно закрепляют. Поворот труб производят так, что вершина угла свариваемых труб оказывается в противоположной от пружины 16 сторне. Затем нагревают торцы сварива- емых труб и осуществляют сварку. Сближение труб в процессе сварки осуществляют поворотом рукоятки кривошипно-шатунного механизма 14. К каждому из хомутов 1 и 2 от действия пружины 16 и реакции сваривае1Ф1х труб приложены крутящие моментодного знака, поэтому усилия сдавливания на пружину не передается.
Применение общего привода механизма поворота зажимных хомутов позволяет увеличить производительность труда за счет устранения одной операции - вместо поочередной установки каждого хомута производится одновременная установка обоих. Кроме того, при одновременной установке обоих хомутов снижается ошибка точности их установки,
Формула изобретения
1. Устройство для сварки пластмассовых труб под углом, содержгидее направляющие и смонтированные на них зажимные хомуты, механизм их поворота и привод поступательного перемещения
по меньшей мере одного из хомутов, о: личающееся тем, что, с целью повышения производительности и увеличения точности установки труб, механизм поворота выполнен
в виде конических зубчатых передач, ведущие шестерни которых закреплены на общем приводном валу, а валы ведомых шестерен жестко соединены с зажимными хомутами.
2.Устройство по п. 1, о т л ичающееся тем, что вал ведомой шестерни одной из конических передач соединен с приводом поступательного перемещения, при этом ведущая .шестерня указанной передачи установлена с возможностью поступательного перемещения относительно приводного вала.
3.Устройство пр пп. 1 и 2, о т личающееся тем,что зажимные хомуты в направлении поворотов подпружинены.
Источники информации, принятые во внимание при экспертизе 1 Авторское свидетельство СССР
233216, кл. В 23 К 37/04, 21.12.67.
2. Авторское свидетельство СССР 274911, кл. В 29 С 27/06, 20.07.67 (прототип).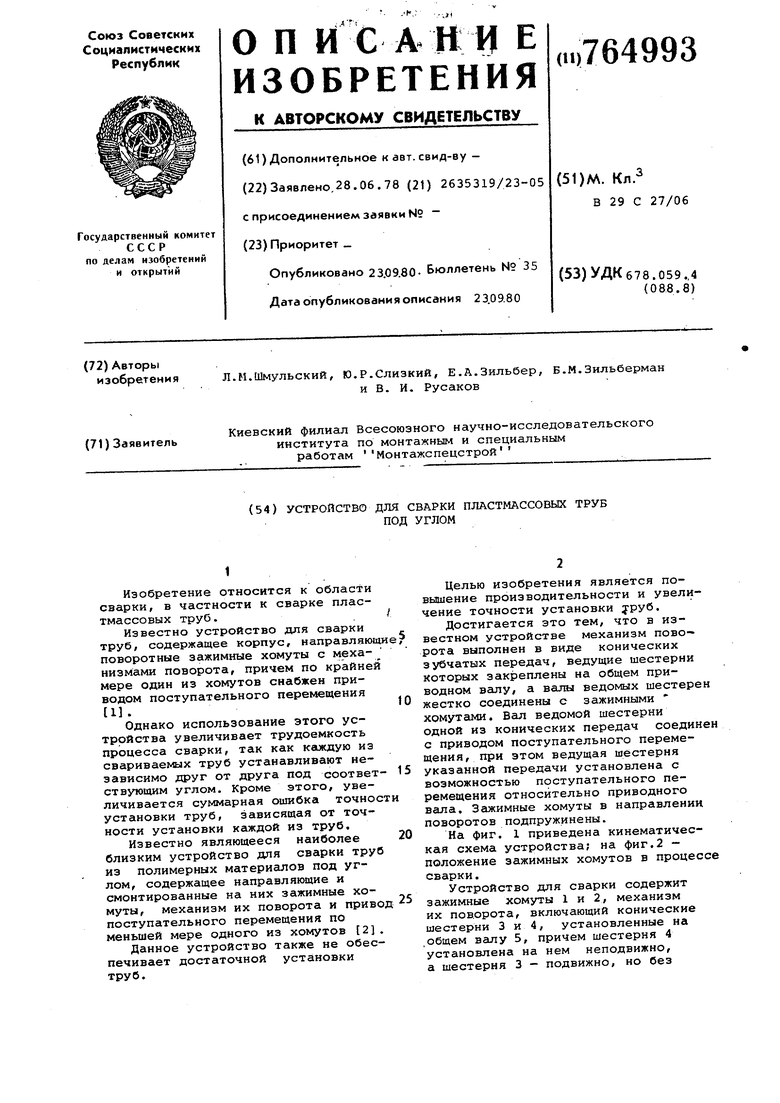
| название | год | авторы | номер документа |
|---|---|---|---|
| Основный регулятор ткацкого станка | 1988 |
|
SU1633037A1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ НАСТОЛЬНЫЙ КОМБИНИРОВАННЫЙ СТАНОК | 1992 |
|
RU2015877C1 |
| СТАНОК ДЛЯ ПРИТИРКИ РАБОЧИХ ПОВЕРХНОСТЕЙ ЗУБЬЕВ КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1969 |
|
SU248461A1 |
| Передаточный механизм для изменения скорости вращения | 1925 |
|
SU17961A1 |
| УСТРОЙСТВО ДЛЯ ИЗВЛЕЧЕНИЯ ТЕХНОЛОГИЧЕСКОГО КАНАЛА ИЗ УРАН-ГРАФИТОВЫХ АТОМНЫХ РЕАКТОРОВ | 1996 |
|
RU2094864C1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| МОТОБЛОК С БЕССТУПЕНЧАТЫМ РЕГУЛИРОВАНИЕМ ПОСТУПАТЕЛЬНОЙ СКОРОСТИ | 2015 |
|
RU2602438C1 |
| Устройство для регулировки закрытой высоты кривошипного пресса | 1983 |
|
SU1127782A1 |
| Устройство для дуговой сваркиС КОлЕбАНияМи элЕКТРОдА | 1977 |
|
SU795809A1 |
| Стенд для слесарно-доводочных работ | 1989 |
|
SU1660804A1 |