I
Изобретение относится к станкостроению.
Известно устройство для обработки асферических поверхностей, содержащее планшайбу, несущую заготовку, каретку с вращающимся инструментальным щпинделем, несущим режущий инструмент, установленный наклонно по отношению к оси плаищайбы, и кулачок 1.
Недостатком известного устройства является недостаточная жесткость и невысокая точность формообразования.
Цель изобретения - повыщение точности формообразования.
Для достижения цели на резцовой головке установлен с возможностью перемещения ползун, на котором закреплен режущий инструмент, а на корпусе инструментального шпинделя жестко закреплен кулачок, причем ползун контактирует с кулачком.
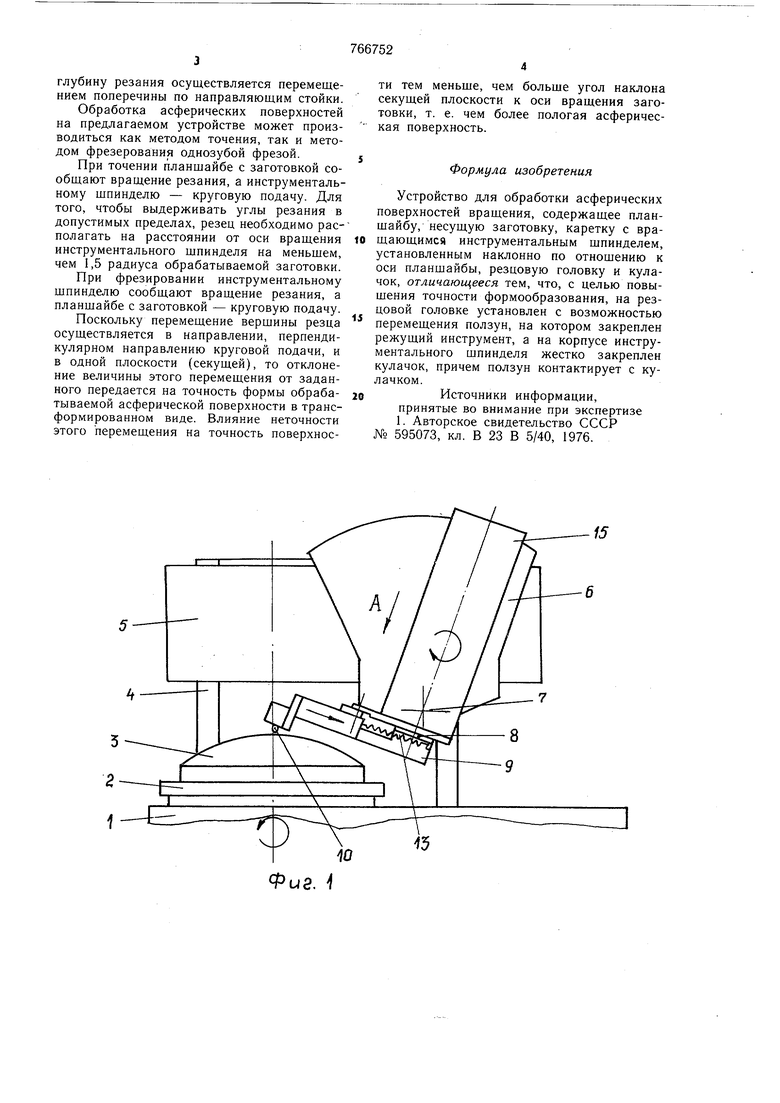
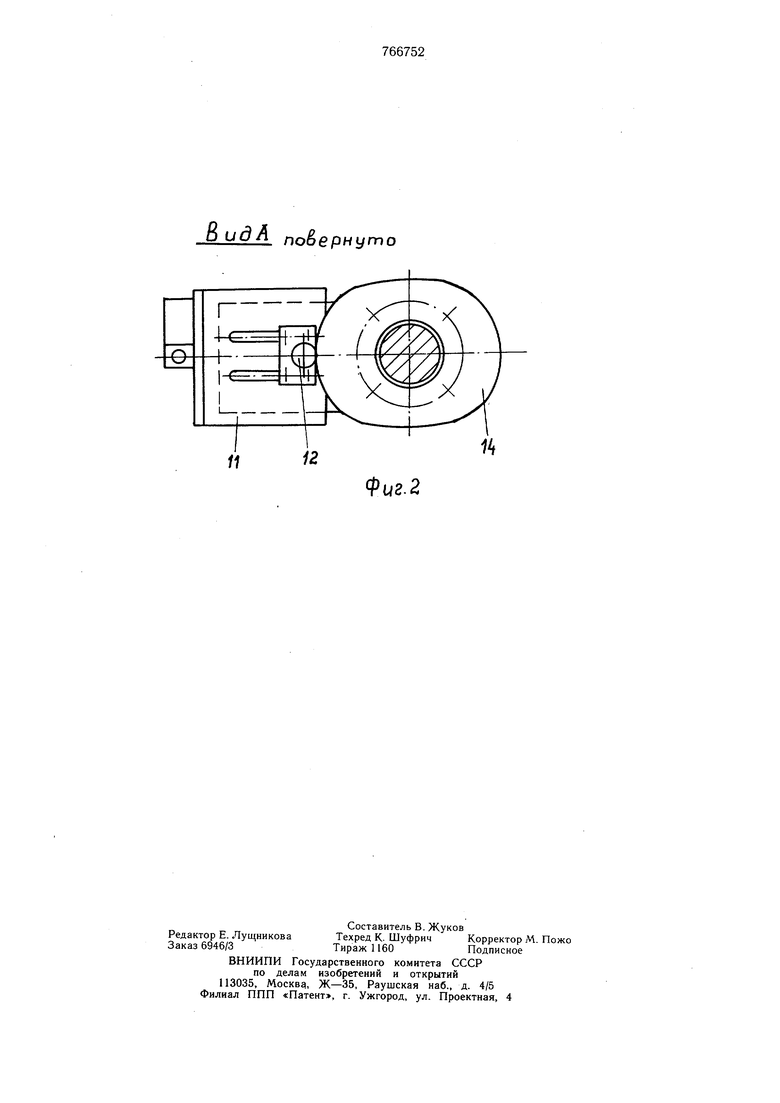
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - вид по стрелке А на фиг. 1.
На станине 1 установлена планшайба 2, несущая заготовку 3. На направляющих стойки 4 расположена поперечина 5 с кареткой 6, на, которой смонтирован с возможностью поворота вокруг оси 7 инструментальный щпиндель 8. На нпинделе установлена резцовая головка 9. Резец 10 установлен в ползуне 11, который через ролик 12 поджимается пружлна.ми 13 к кулачку 14, жестко закрепленному на корпусе 15 инструментального шпинделя 8.
Устройство работает с.тедующим образом.
Заготовку 3 устанавливают и закрепляют на планщайбе 2. Исходя из параметров
10 станка и обрабатываемой заготовки определяют угол наклона секущей плоскости, пересекающей ось вращения заготовки в верщине обрабатываемой повер.хности. В сечении заготовки этой плоскостью получается часть эллипса, определяющего парамет 5 ры обрабатываемой асферической поверхности. Профиль кулачка расчитывают таким образом, чтобы при вращении инструментального шпинделя движение режушей кромки резца осуществлялось по этому эл2Q липсу. Инструментальный щпиндель 8 разворачивают вокруг оси 7 на необходимый угол. При этом ось вращения заготовки и ось вращения инстру.ментального шпинделя находятся в одной плоскости. Подача на
глубину резания осуществляется перемещением поперечины по направляющим стойки.
Обработка асферических поверхностей на предлагаемом устройстве может производиться как методом точения, так и методом фрезерования однозубой фрезой.
При точении планшайбе с заготовкой сообщают вращение резания, а инструментальному шпинделю - круговую подачу. Для того, чтобы выдерживать углы резания в допустимых пределах, резец необходимо располагать на расстоянии от оси вращения инструментального шпинделя на меньшем, чем 1,5 радиуса обрабатываемой заготовки.
При фрезировании инструментальному шпинделю сообщают вращение резания, а планшайбе с заготовкой - круговую подачу.
Поскольку перемещение вершины резца осуществляется в направлении, перпендикулярном направлению круговой подачи, и в одной плоскости (секущей), то отклонение величины этого перемещения от заданного передается на точность формы обрабатываемой асферической поверхности в трансформированном виде. Влияние неточности этого перемещения на точность поверхности тем меньше, чем больше угол наклона секущей плоскости к оси вращения заготовки, т. е. чем более пологая асферическая поверхность.
Формула изобретения
Устройство для обработки асферических поверхностей вращения, содержащее планшайбу, несущую заготовку, каретку с вращающимся инструментальным шпинделем, установленным наклонно по отношению к оси планшайбы, резцовую головку и кулачок, отличающееся тем, что, с целью повышения точности формообразования, на резцовой головке установлен с возможностью перемещения ползун, на котором закреплен режущий инструмент, а на корпусе инструментального шпинделя жестко закреплен кулачок, причем ползун контактирует с кулачком.
Источники информации,
принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 595073, кл. В 23 В 5/40, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок с числовым програмным управ-лЕНиЕМ для ОбРАбОТКи АСфЕРичЕСКиХпОВЕРХНОСТЕй ВРАщЕНия | 1979 |
|
SU829344A1 |
| Устройство для получения асферических поверхностей | 1978 |
|
SU730545A1 |
| Резцовая головка | 1978 |
|
SU774811A1 |
| Устройство для обработки сферических поверхностей | 1980 |
|
SU965597A1 |
| Станок для обработки статора роторно-ппоршневого двигателя | 1972 |
|
SU510318A1 |
| Устройство для обработки асферических поверхностей точением | 1990 |
|
SU1759564A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| Станок для обработки концов труб | 1982 |
|
SU1065088A1 |
| Способ токарной обработки выпуклых (вогнутых) торцовых поверхностей | 1974 |
|
SU526448A1 |
| Способ обработки асферических поверхностей вращения | 1979 |
|
SU874261A2 |
Фиг.
- повернут,
Фиг.2
