гнутых сферических поверхностей любого радиуса; на фиг. 3 - схема обработки илоских торцовых иоверхностей; на фиг. 4 - схема обработки асферической поверхности (параболоида) нри поступательном перемещении рабочего шнинделя; на фиг. 5 - схема обработки асферической поверхности (параболоида) при ностунательном перемещении инструментального шпинделя вдоль оси рабочего щпинделя; на фиг. 6-схема обработки асферической поверхности (параболоида) нри угловом повороте оси инструментального шпинделя.
Для токарной обработки торцовых поверхностей с радиусом кривизны от 0° до со, согласно изобретению, необходимо, чтобы:
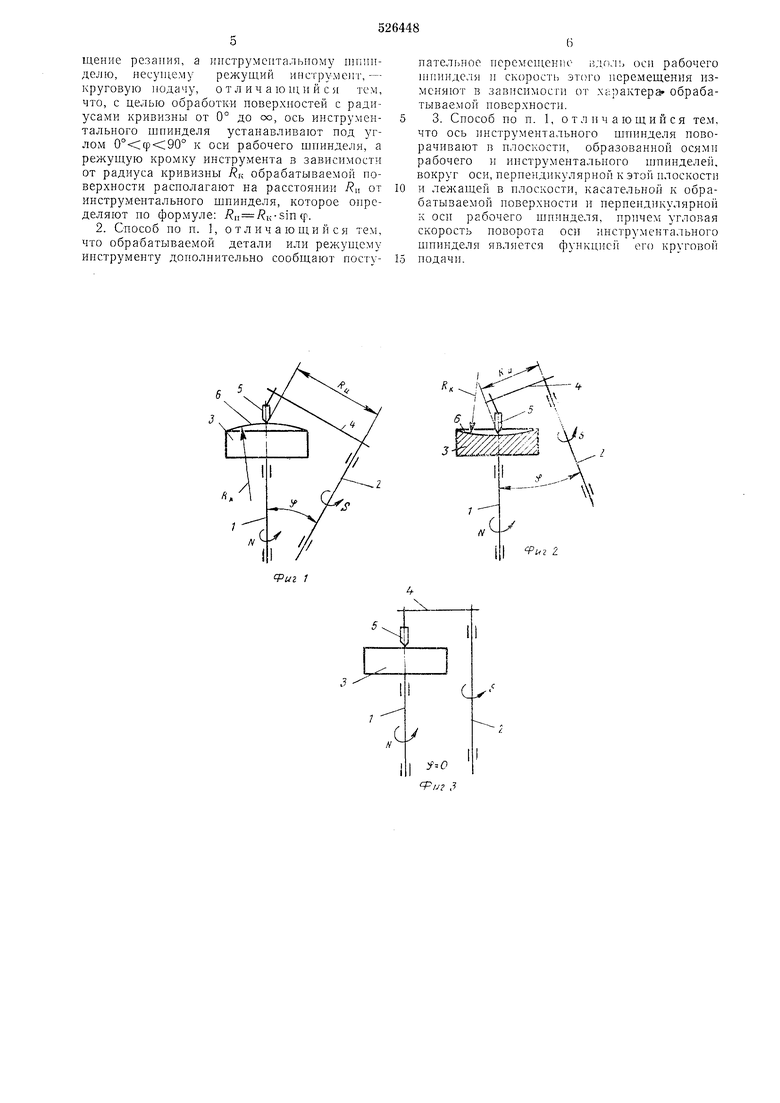
а)оси рабочего шпинделя 1 и инструме} тального шпинделя 2 были расположепы в одной плоскости;
б)рабочему шпинделю 1, несущему обрабатываемую деталь 3, было сообнхено вращение резания со скоростью ,V;
в)инструментальному шпинделю 2, на плече 4 которого закреплен резец 5, была сообщена круговая подача 5;
г)одна точка траектории (окружности) вращения вершины резца 5 лежала на оси рабочего шпинделя 1 (в случае, когда угол ср между осями рабочего 1 и инструментального 2 шпинделей равен 90°, где точки траектории лежат на оси рабочего шпинделя, то есть ось рабочего шпинделя пересекает окружность, по которой вращается вершина резца, по диаметру D и радиус кривизны RK
обрабатываемой поверхности 6 равен-)
Скорость Л вращения резания рабочего шпинделя 1 и величину круговой подачи S резца 5 определяют, исходя из расчетных режимов резания.
В зависимости от радиуса кривизны к обрабатываемой поверхности 6 угол ф между осями рабочего 1 и инструментального 2 шпинделей устанавливают в пределах от О до 90°, а расстояние Rn от режущей кромки резца 5 до оси инструментального шпинделя 2 определяют по формуле:
: sin Ф
Переменные величины угла ф и расстояния RK выбирают, исходя из параметров станка, на котором производится обработка. При этом наиболее целесообразно посредством угла ф осушествлять предварительную наладку станка, а посредством установки расстояние .Rn -точную настройку на заданный радиус кривизны RK.
Например, для обработки сферы с радиусом кривизны . мм можно угол ф установить равным 30°, синус которого равен 0,5. Тогда из формулы / и к-51пф вытекает, что мм-0, мм, то есть расстояние от режущей кромки резца до оси
инструментального шпинделя следует установить равным 50 мм.
Предлагаемый способ позволяет производить обработку сферических выпуклых и во5 гнутых, плоских, асферических вогнутых и выпуклых торцовых поверхностей.
В случае обработки выпуклых сферических (см. фиг. 1) и асферических (см. фиг. 6) поверхностей вершина угла ф лежит со стороны 0 торца, противоположного обрабатываемому, а в случае обработки вогнутых поверхностей (см. фиг. 2, 4 и 5) - со стороны обрабатываемого торца.
Когда , имеет место обработка поверх15 пости, перпендикулярной к оси рабочего шпинделя, то есть плоского торца.
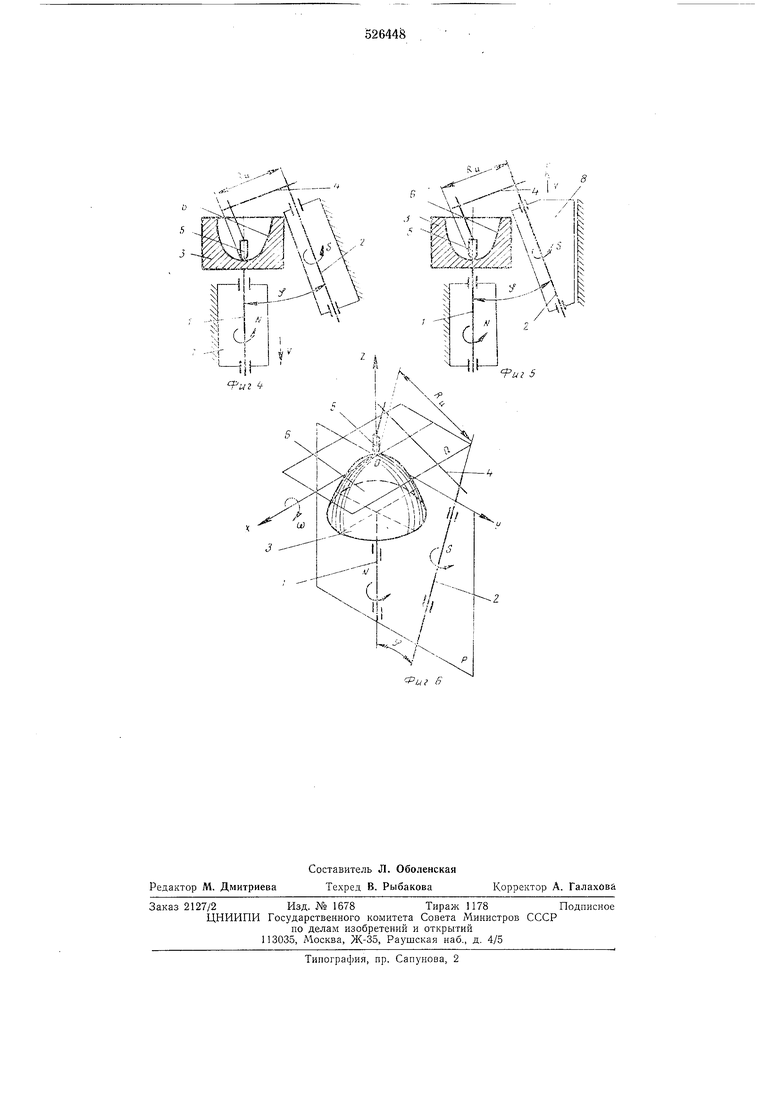
Предлагаемый способ позволяет также обрабатывать асферические поверхности. В это.м случае кроме двух движений - вращения ра0 бочего шпинделя и круговой подачи резца - одному из шпинделей сообщают дополните.тьное перемеп;ение со скоростью, которая является функцией круговой подачи инструментального щнинделя. Здесь могут быть 5 рассмотрены несколько вариантов осуществления обработки асферических поверхностей.
В первом варианте (см. фиг. 4) рабочему шпинделю 1 дополнительно сообщается поступательное осевое неремешение со скоростью (S. Оно может быть осуществлено посредством подвижного узла 7, например, щпиндельной бабки.
В другом варианте (см. фиг. 5) ползуну 8, в котором установлен инструментальный 5 шпиндель 2, сообщают прямолинейное поступательное перемещение параллельно оси рабочего шпинделя 1 со скоростью V.
В третьем варианте дополнительное перемещение представляет собой вращение оси 0 инструментального щпинделя 2 в плоскости Р, образованной осями рабочего I и инструментального 2 нгаинделей. вокруг оси X, перпендикулярной к плоскости Р и лежащей в плоскости Q, касательной к обрабатываемой 5 поверхности и перпендикулярной к оси Z рабочего шпинделя 1. При этом угловая скорость поворота (5).
Пспользование предлагаемого способа токарной обработки торцовых поверхностей 0 позволит повысить качество и производительность обработки, создать впервые в мировой практике универсальное оборудование, позволяющее обрабатывать криволинейные поверхности в максимальном диапазоне радиусов кривизны от 0° до оо, что приведет к резкому сокращению затрат на изготовление деталей сложной конфигурации.
Формула изобретения
1. Способ токарной обработки выпуклых (вогнутых) торцовых поверхностей, при котором рабочему щнинделю с закрепленной на 65 нем обрабатываемой деталью сообщают вращение резания, а кпструмспталыюму шпинделю, несущему режущий HHCipy.vieiir, - круговую подачу, о т л и ч а ю uui и ся тем, что, е целью обработки поверхностей с радиусами кривизны от 0° до 00, ось инструментального шпинделя устанавливают нод углом к оси рабочего шпинделя, а режунхую кромку инструмента в зависимости от радиуса кривизны RK обрабатываемой поверхности располагают на расстоянии от инструментального шпинделя, которое определяют но формуле: n / K-sin ср.
2. Способ по п. , о т л и ч а ю ш и и с я тем, что обрабатываемой детали или режуп;ему инструменту дополнительно сообщают постунательное перемен1, ii. оси рабочего пшинделя II скорость этого перемещения изменяют в зависимосги от характера обрабатываемой поверхности.
3. Способ по п. 1, отличающийся тем, что ось инструментального шпинделя поворачивают в плоскости, образованной осями рабочего и инструментального нтинделей, вокруг оси,перпендикулярной к этой плоскости и лежащей в плоскости, касательной к обрабатываемой поверхности и перпендикулярной к оси рабочего щпинделя, причем угловая скорость поворота оси инструментального шпинделя является функцией его круговой подачи.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ токарной обработки асферических поверхностей и устройство для его осуществления | 1983 |
|
SU1103947A1 |
| Устройство для обработки асферических поверхностей точением | 1990 |
|
SU1759564A1 |
| Способ обработки асферических поверхностей резанием и устройство для его осуществления | 1991 |
|
SU1816532A1 |
| Устройство для обработки асферических поверхностей точением | 1990 |
|
SU1759563A1 |
| Способ обработки крупногабаритных сферических поверхностей | 1980 |
|
SU1022779A1 |
| Способ обработки асферических поверхностей резанием и устройство для его осуществления | 1991 |
|
SU1816531A1 |
| Устройство для обработки асферических поверхностей | 1990 |
|
SU1731448A1 |
| Металлорежущий станок | 1980 |
|
SU867521A1 |
| Устройство для получения асферических поверхностей | 1978 |
|
SU766752A1 |
| Способ изготовления фасонных торцевых поверхностей | 1980 |
|
SU876310A1 |
,.Л
i/ fi
