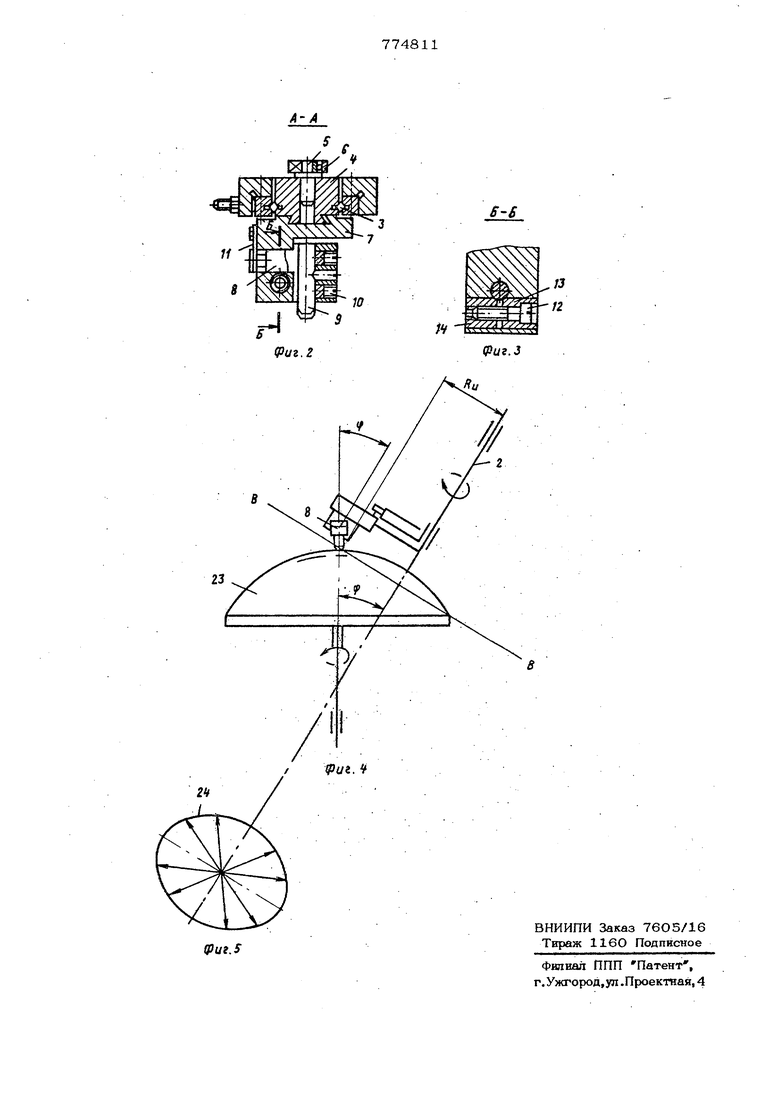
Изобретение относится к области машиностроения, в частности к устройствам для механической обработки деталей с асферическими поверхностями. Известна резцовая гоЛовка, содержащая корпус, каретку, установленную в направляющихкорпуса с возможность радиального перемещения, и резцовую оправку l . Недостатком известной головки являю ся ограниченные технологические возмож ности при обработке асферических поверхностей. Целью изобретения является расширение технологических возможностей при обработке асферических поверхностей. Эта цель достигается тем, что каретка снабжена толкателем, предназначенным для взаимодействия с введенньо/i в го ловку и установленным неподвижно относительно нее кулачком, а резцовая оправк установлена с возможнхютью поворота ОСИ головки во введенной в головку ползушке, установленной в направл5пощих каретки с возможностью радиального перемещения. На фиг. 1 показана резцовая головка, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - схема обработки асферических поверхностей с применением резцовой головки; на фиг. 5 - траектория движения вершины резца в плоскости В-В. Корпус 1 резцовой головки закреплен винтами на инструментальном шпинделе 2. На роликовых направляющих 3 смонтирована каретка 4 с толкателем 5, на котором установлен шарикоподшипник 6. На направляклщих каретки типа ласточкин хвост установлена ползушка 7, в отверстии которой расположена оправка 8 с резцом 9, закрепле1шым винтами 10. К торцу пол- зушки оправка поджата плоской пружиной 11. Винтом 12 с помощью сухарей 13 и 14 оправка 8 закреплена в отверстии ползушки. Микровинты 1.5 ввернуты в крони тейны 36 ползушки. Куллчок 17 37 сцентрирован no кольцу 18 н закреплен винтами 19 на корпусе инструментального шпинделя. Пружинами 2О каретка 4 через подшипник 6 поджата к кулачку 17. В кронштейн 21 ввернут винт 22, взаимодействующий с ползушкой 7. Резцовая головка работает следующим образом. Обрабатываемая деталь 23 установле на на рабочем шпинделе. Оси рабочего и инструментального шпинделей расположены в одной плоскости под углом ф , который выбран в зависимости от разме ров обрабатываемой детали. Профиль кул ка 17 рассчитан таким.образом, чтобы при повороте инструментального шпинделя вершина резца двигалась в секущей плоскости В-В по кривой, определяющей параметры обрабатьюаемой асферической поверхности. Неточность траектории 24 движения вершины резца вызьшает неточность фор мы асферической поверхности. Оправку 8 с резцом 9 поворачивают на угол ( , равный углу наклона оси инструментального шпинделя к оси вращ ная детали, с помощью мнкровинтов 15 и закрепляют сухарями 13 и 14. Винтр 22 регулируют положение ползушки 7 таким образом, чтобы вылет резца R у соответствовал расчетному при нулевом положении шарикоподшипника 6 толкатеriH 5 напрофиле кулачка 17, После этого ползушку 7 закрепляют ласточкином хвосте каретки 4 и произво дят обработку асферической поверхности Так как один кулачок с определенным профилем, являющимся эквиднстантой эллипса, обеспечивает движение вершины резца только по эллипсу с определенны 14 параметрами, то для получения различных асферических поверхностей необходимо изменение утла наклона оси инструментального шпинделя к оси вращения рабочего шпинделя. Точная установка положения вершины резца осуществляется при этом перемещением полаушки 7 и поворотом оправки 8. Предлагаемая Jгoлoвкa позволяет также использовать сменные кулачки с различным перепадом рабочего профиля. Необходимая настройка и нормальная работа головки в этом случае обеспечивается установочными перемещением ползушки 7, поворотом резцовой оправки 8 и рабочим ходом каретки 4 по роликовым направляющим 3, Формула изобретения Резцовая головка, содержащая корпус, каретку, установленную в направляющих корпуса с возможностью радиального перемещения, и резцовую оправку, отличающаяся тем, что, с целью расшит рения тexJioлoгичecкиx возможностей при обработке асферических поверхностей, каретка снабжена толкателем, предназначенным для взаимодействия с введенным в головку и установленным неподвижно относительно нее кулачком, а резцовая оправка установлена cj возможностью поворота относительно оси головки во вве- денной в головку ползушке, установленной в направляющих каретки с возможностью радиального перемещения. Источники информации, принятые во V.внимание при экспертизе 1. Авторское свидетельство СССР № 622586, кл. В 23 В 29/034, 1976.
/5
(риг.1

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для получения асферических поверхностей | 1978 |
|
SU766752A1 |
| Шпиндельная бабка многооперационного станка | 1979 |
|
SU933290A1 |
| Станок с числовым програмным управ-лЕНиЕМ для ОбРАбОТКи АСфЕРичЕСКиХпОВЕРХНОСТЕй ВРАщЕНия | 1979 |
|
SU829344A1 |
| Устройство для получения асферических поверхностей | 1978 |
|
SU730545A1 |
| Станок для обработки поршней | 1970 |
|
SU334760A2 |
| Зубофрезерный станок для изготовления глобоидного червяка | 2019 |
|
RU2694864C1 |
| Зуборезная головка | 1983 |
|
SU1121111A1 |
| ВСЕСОЮЗНАЯ InaTEHTHO-T[Xnl!HEC!'4F;БИБЛИОТЕ'^А i | 1972 |
|
SU332417A1 |
| ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТРУБ И СПОСОБ ОБРАБОТКИ ТРУБ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2524024C2 |
| Резцовая головка | 1979 |
|
SU848183A1 |