(54) СПОСОБ ОБРАБОТКИ АСФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ
I
Изобретение относится к области механической обработки материалов резанием и предназначено для изготовления деталей с асферическими торцами.
По основному авт. св. № 688289 известен способ обработки асферических поверхностей вращения при одновременных вращениях изделий и режущей кромки инструмента вокруг осей, расположенных под расчетным углом друг к другу, и дополнительном возвратно-поступательном перемещении режущей кромки вдоль радиуса ее вращения, взаимосвязанном с угловым положением режущей кромки относительно обрабатываемой асферической поверхности 1.
Недостатками известного способа изготовления асферических поверхностей являются больщие затраты времени на установку обрабатываемой детали в положение для промежуточного технологического контроля, потеря точности от переустановки детали, сложность и громоздкость приспособлений и устройств контроля.
Поэтому такие способы применимы, в основном, для изготовления уникальных зеркал на специальных стендах и очень сложВРАЩЕНИЯ
ны для осуществления при серийном изготовлении зеркал, особенно металлических, методом алмазного точения.
Целью изобретения является повышение точности и производительности обработки - за счет сокращения вспомогательного времени.
Поставленная цель достигается тем, что контроль поверхности производят . непосредственно на станке во время операции пробной обработки путем измерения отклонений обрабатанной поверхности от сферы, образуемой движением наконечника измерительного устройства, установленного на постоянном радиусе и проходящем через ось вращения детали в верщине обрабатываемого профиля, а по результатам контроля
5 составляют программу для поднастройки станка, после введения которой производят чистовую обработку.
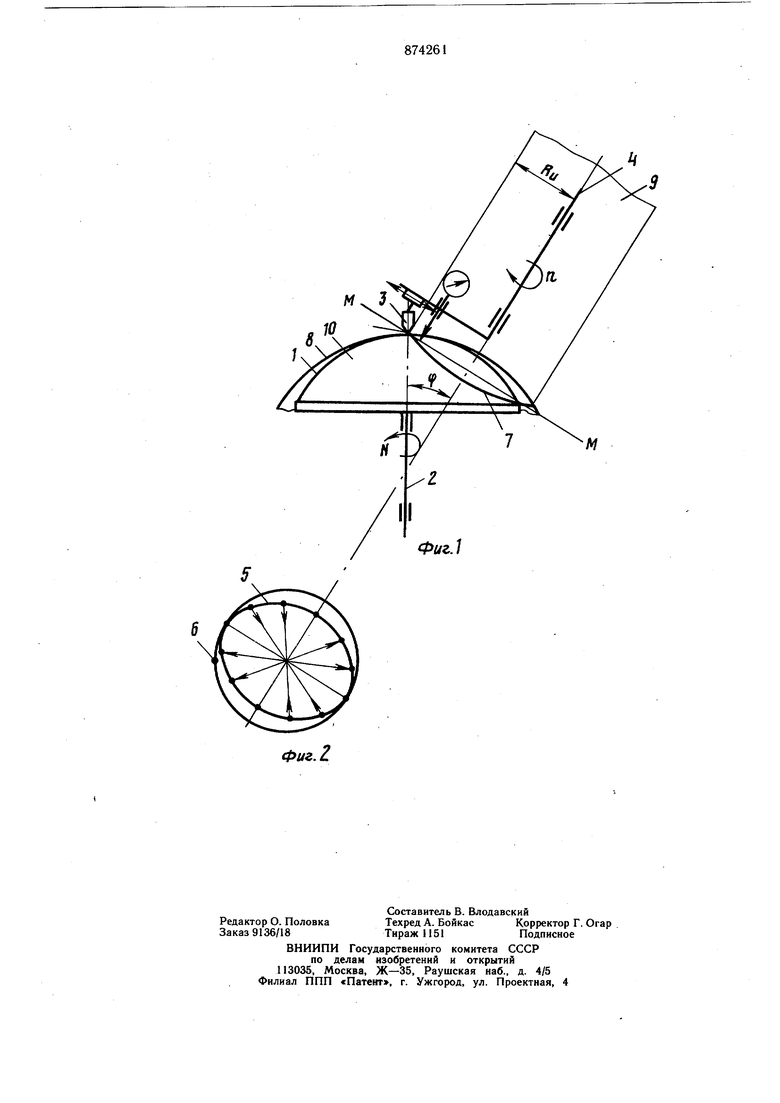
На фиг. 1 изображена схема обработки по предлагаемому способу; на фиг. 2 - траектория движения верщины режущего
20 инструмента в секущей плоскости и проекция образующей кругового цилиндра на эту плоскость.
Обрабатываемую деталь 1 устанавливают на рабочем шпинделе 2. Режущий инструмент 3 устанавливают на инструментальном шпинделе 4 на плече RU, величину которого изменяют в процессе обработки и выбирают в зависимости от кривизны поверхности и диаметра детали. Оси рабочего шпинделя 2 и инструментального шпинделя 4 располагают в одной плоскости под углом ср. который выбирают в зависимости от параметров обрабатываемой детали. Скорость дополнительного поступательного перемещения режущего инструмента вдоль радиуса его вращения выбирают в зависимости от углового положения инструмента и характера обрабатываемой поверхности так, чтобы вершина режущего инструмента двигалсь в секущей плоскости М-М по траектории 5, определяемой параметрами обрабатываемой асферической поверхности.
Наконечник 6 измерительного устройства устанавливают на плече Ru, равном расстоянию от оси вращения инструментального шпинделя до вершины обрабатываемой поверхности, и это расстояние не изменяют при вращении инструментального шпинделя. Поэтому вершина наконечника измерительного устройства движется по линии 7 пересечения обработанной асферической поверхности 8 поверхностью кругового цилиндра 9 с радиусом R . Перемещение этой верщины вдоль образующей указанного цилиндра от плоскости М-М до обработанной поверхности характеризуют отклонения профиля асферической поверхности от сферы 10. Сравнивая величину фактического перемещения с расчетной, составляют программу для корректирующего устройства, которое осуществляет необходимое изменение траектории 5 движения верщины режущего инструмента при окончательной обработке.
В качестве измерительного устройства может быть использован индикатор, пневматический или индукционный датчик. Сигналы с датчика могут подаваться на записывающее устройство или непосредственно в блок сравнения корректирующего устройства, если станок снабжен системой программного управления. В зависимости от вида датчика и необходимой точности измерения контроль может производиться во
время обработки или после пробной проточки при вращающейся детали или при ее повороте в нескольких фиксированных положениях.
Расчеть показывают, что при использо- вании предлагаемого способа при изготовлении параболических поверхностей с радиусом верщинной сферы в 3,2 м на деталях диаметром 1000 мм производительность повышается в 2,5 раза за счет сокращения вспомогательного времени и простоя станка
во время промежуточного контроля детали, а также сокращения числа чистовых проходов, обеспеченного ликвидацией неравномерности припусков, ранее возникавщих при переустановке детали после контроля.
Формула изобретения
Способ обработки асферических поверхностей вращения по авт. св. № 688289, отличающийся тем, что, с целью повышения точности и производительности обработки, на станке устанавливают измерительное устройство так, чтобы ось его наконечника находилась на постоянном расстоянии от оси вращения режущей кромки инструмента, была ей параллельна и пересекала ось вращения детали в верщине обрабатываемого профиля, при вращении оси наконечника одновременно с режущей кромкой инструмента во время пробной обработки сравнивают показания измерительного устройства с расчетными и по полученным отклонениям составляют программу для поднастройки станка, после введения которой производят чистовую обработку поверхности. Источники информации,
принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 688289, кл. В 23 В 1/00, 1978.
8
Фиг. 2.
М

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для получения асферических поверхностей | 1978 |
|
SU766752A1 |
| Станок с числовым програмным управ-лЕНиЕМ для ОбРАбОТКи АСфЕРичЕСКиХпОВЕРХНОСТЕй ВРАщЕНия | 1979 |
|
SU829344A1 |
| Способ токарной обработки асферических поверхностей и устройство для его осуществления | 1983 |
|
SU1103947A1 |
| Резцовая головка | 1978 |
|
SU774811A1 |
| Способ токарной обработки выпуклых (вогнутых) торцовых поверхностей | 1974 |
|
SU526448A1 |
| Устройство для получения асферических поверхностей | 1978 |
|
SU730545A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗАНИЕМ ЗЕРКАЛЬНЫХ ПОВЕРХНОСТЕЙ | 1990 |
|
RU2014964C1 |
| Устройство для обработки криволинейных поверхностей | 1981 |
|
SU984693A1 |
| КОНЦЕВАЯ ФРЕЗА ДЛЯ ОРБИТАЛЬНОГО ФРЕЗЕРОВАНИЯ | 2006 |
|
RU2409454C2 |
| Способ обработки асферических поверхностей резанием и устройство для его осуществления | 1991 |
|
SU1816532A1 |