t
Изобретение относится к области электрофизических и электрохимических методов обработки и, в частности, касается электролита для электрохимической правки абразивного инструмента.
Известен электролит для электрохимической правки абразивного инструмента на основе водного раствора ни- Q трата натрия с содержанием также нитрита натрия и бензойнокислого натрия 1 .
Известный электролит используется 15 для электрохимической правки круга при абразивном шлифовании жаропрочных и нержавеющих сталей. Удельный расход абразива при этом 4 .
. Однако известный электролит вре 20 ден для организма, так как в его входит нитрит натрия, который тЬксичен и дорог.
Кроме того, при работе известного электролита образуется шлам, так как 25 ни один из его компонентов не переводит в раствор образующуюся гидроокись металлов связки абразивного инструмента - круга, что приводит к его порче.30
Целью изобретения является увеличение срока службы абразивного инструмента, повышение экономичности процесса и улучшение условий труца.
Для достиженияпоставленной цели в электролит для электрохимической правки и очистки абразивных инструментов на токопроводящей сварке при шлифовании на основе водного раствора нитрата натрия дополнительно введены карбонат и сульфат натрия при следующем соотношении компонентов, вес.%;
Нитрат натрия
( N а N От,)
Карбонат натрия
(, )
0,5-1,0
Сульфат натрия
() Остальное
Вода
Электролит получали следующим образом.
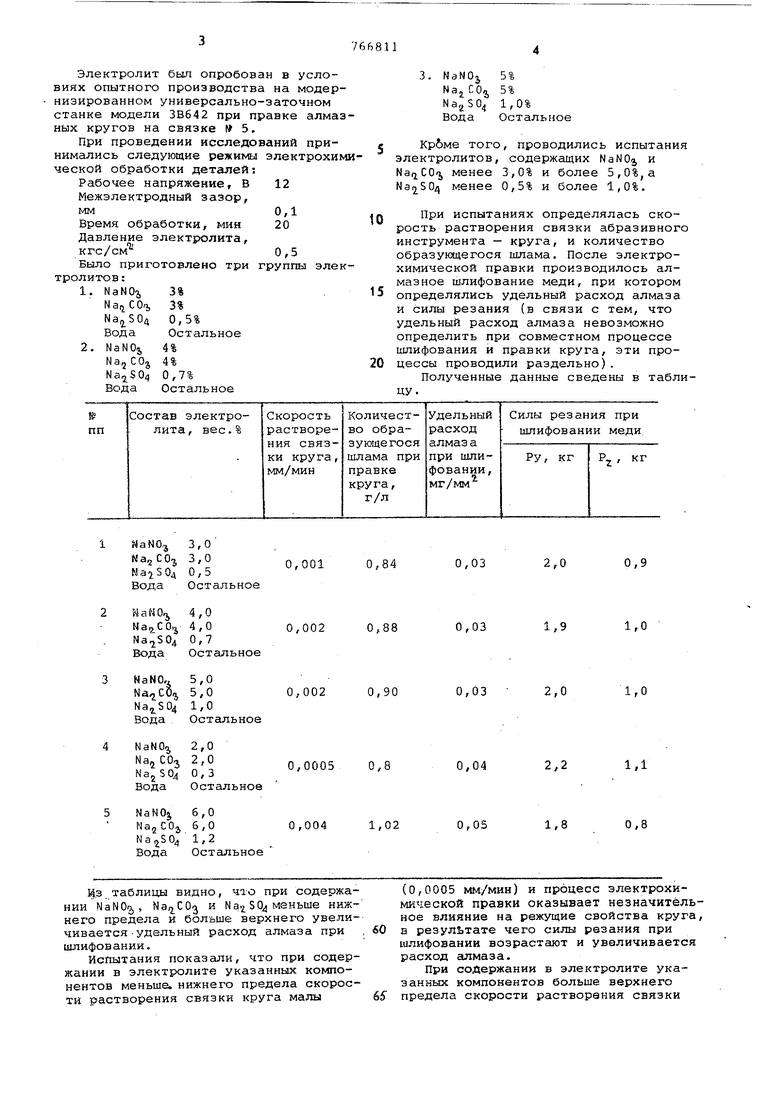
3-5 г МаМОт, высыпали в емкость и растворяли в небольшом количестве воды при перемешивании, затем добавляли 3-5 г и также перемешивали, после чего добавляли 0,5-1,0 г N3,504 и доливали воду до 100 г. Электролит был опробован в виях опытного производства на низированном универсально-зато станке модели ЗВ642 при правке ных кругов на связке 5, При проведении исследований нимались следующие режимы элек ческой обработки деталей: Рабочее напряжение, В 12 Межэлектродный зазор, мм0,1 Время обработки, мин 20 Давление электролита, кгс/см 0,5 Было приготовлено три групп тролитов: NaNOo, Na,;, СОо, Остальное Вода NaNOj, Na,j COj 0,7% Вода Остальное 3. NaNOj5% NajCO,5% NagSO 1,0% ВодаОстальное Крбме того, проводились испытания электролитов, содержащих NaNOj и NaijCO-j менее 3,0% и более 5,0%, а менее 0,5% и более 1,0%, При испытаниях определялась скорость растворения связки абразивного инструмента - круга, и количество образугацегося шлама. После электрохимической правки производилось алмазное шлифование меди, при котором определялись удельный расход алмаза и силы резания (в связи с тем, что удельный расход алмаза невозможно определить при совместном процессе шлифования и правки круга, эти процессы проводили раздельно). Полученные данные сведены в таблицу.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ РЕЖУЩЕЙ СПОСОБНОСТЬЮ АБРАЗИВНОГО КРУГА НА ТОКОПРОВОДЯЩЕЙ СВЯЗКЕ | 2004 |
|
RU2268119C1 |
| Способ правки абразивного круга на металлической связке | 1979 |
|
SU882719A1 |
| Способ изготовления алмазного инструмента на гальванической связке с повышенной износостойкостью, модифицированной углеродными нанотрубками | 2016 |
|
RU2660434C2 |
| Способ правки шлифовального круга с прерывистой рабочей поверхностью | 1985 |
|
SU1256938A1 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1989 |
|
SU1712393A1 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1985 |
|
SU1260390A1 |
| Масса с полимерным связующим для изготовления алмазного инструмента для работы с наложением электрического тока и в обычном режиме | 2016 |
|
RU2643400C2 |
| Способ электрохимической абразивной обработки детали шлифовальным кругом на токопроводящей связке | 2024 |
|
RU2822156C1 |
| Способ абразивного электрохимического шлифования деталей из жаропрочных сплавов с управляемой периодической очисткой токопроводящего шлифовального круга | 2024 |
|
RU2833201C1 |
| Электролит для электрохимического шлифования твердых сплавов | 1986 |
|
SU1710236A1 |
Из.таблицы видно, что при содержании NaNOo, , и Na.i SO меньше нижнего предела и больше верхнего увеличивается-удельный расход алмаза при шлифовании.
Испытания показали, что при содержании в электролите указанных компонентов меньше, нижнего предела скорости растворения связки круга малы
(0,0005 мм/мин) и процесс электрохимической правки оказывает незначительное влияние на режущие свойства круга, в результате чего силы резания при шлифовании возрастают и увеличивается расход гшмаза.
При содержании в электролите указанных компонентов больше верхнего предела скорости растворения связки круга большие (0,004 мм/мин) и силы резания уменьшаются. Но при этом часть неработавших зерен выпадает из связки, что также увеличивает удельный расход алмаза. Следовательно содержание в электролите Hattui, , И в предлагаемых пределах является оптимальным, так как обеспечивает получение такой скорости растворения связки (0,002 мм/мин), которая предотвращает преждевременное выпад§.ние зерен. Силы резания при этом невелики, что позволяет осуществлять постоянный процесс обновления режущих зерен при определенной (не превышающе разумные пределы) степени их изношенности. При содержании указанных компонентов больше верхнего предела увеличивается количество образующегося шлама, что вызывает забивание межзеренкого пространства круга и увеличивает вероятность коротких заьиканий меж ду кругом и катодом, а следовательно, приводит к порче поверхности катода и связки круга. Кроме того известно, что цена 1 кг NaaCO-j 28 коп., Na2SO - 24 коп. NaNOj - 36 коп. и C H COONa - 5 руб. 45 коп. Следовательно, предлагаемый электролит в 4-5 раз дешевле известнего. Предлагаемый электролит позволит увеличить срок службы алмазного круга при шлифовании, так как при его использовании в указанных пределах уменьшается удельный расход алмаза. Кроме того, повышается экономичность процесса, улучшаются условия труда в связи с тем, что используе ые продукты дешевы и не токсичны. Формула изобретения Электролит для электрохимической правки абразивного инструмента на токопроводящей связке на основе водного раствора нитрата натрия, отличающийся тем, что, с целью увеличения срока службы абразивного инструмента и повышения экономичности процесса,в него введены карбонат и сульфат натрия, а компоненты взяты в следующем соотношении, вес.%: Нитрат натрия 3-5 Карбонат натрия 3-5 Сульфат натрия О,5-1,О ВодаОстальное Источники информации, принятые во внимание при экспертизе 1. Попов М. А. Абразивно-катодное лифование жаропрочных и нержавеющих атериалов, в сб. Финишная обработка бразивно-алмазными инструментами, ., 1973.
