I
Изобретение относится к области машиностроения и может быть использовано при изготовлении труб из полимерных материалов методом намотки.
Известна оправка для изготовления труб, выполненная из образующих рабочую поверхность изделия клиновых элементов 1).
Однако конструкция такой оправки требует удаления одного из клиновых элементов для ее разборки при съеме изделия, что ведет к повреждению внутренней поверхности трубы в зоне контакта с удаляемым клином.
Известна также оправка, состоящая из разрезной цилиндрической обечайки, установленной в пазах концевых элементов (2J.
Однако эта оправка не обеспечивает достаточной жесткости и требует усилия для выема обечайки при съеме изделия после отверждения.
Целью изобретения является увеличение жесткости оправки и облегчение съема готового изделия.
Указанная цель достигается тем, что оправка, состоящая из разрезной цилиндрической обечайки, установленной в пазах
концевых элементов, снабжена двумя клиновыми элементами, один из которых установлен в продольном вырезе обечайки, образуя с ней рабочую поверхность, а другой - в полости обечайки враспор с пер5 вым.
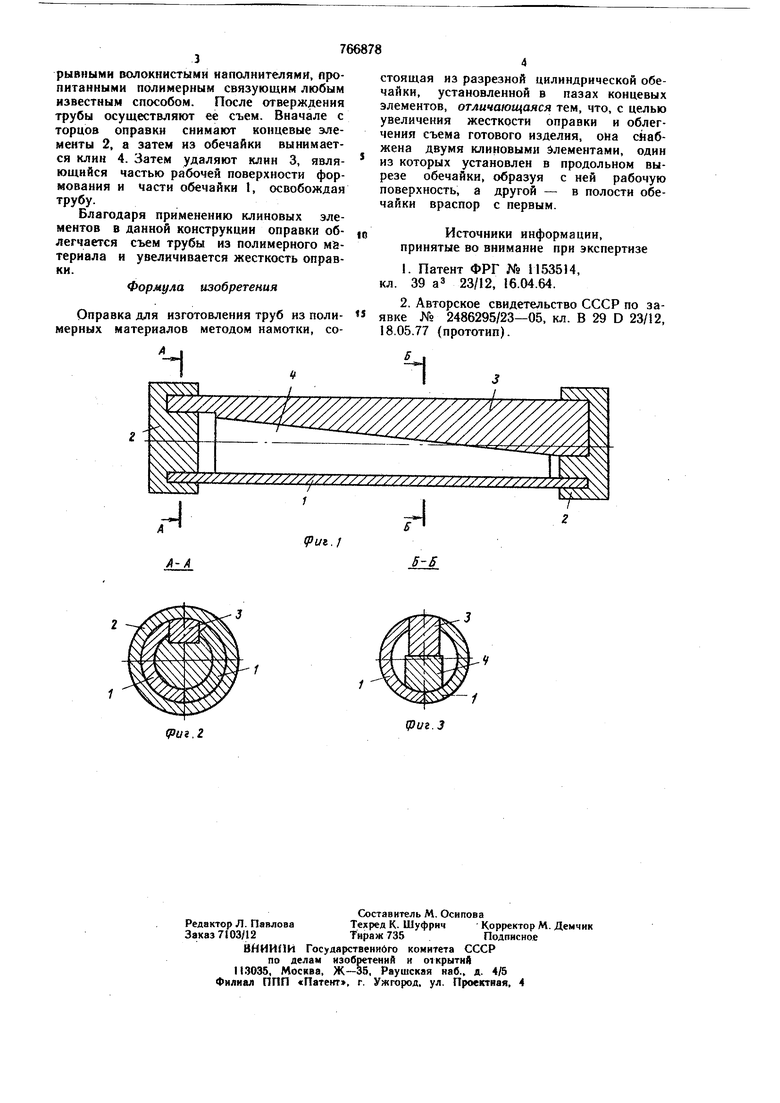
На фиг. 1 схематично изображена предлагаемая оправка для изготовления труб из полимерных материалов методом намотки; на фиг. 2 - разрез А-А на фиг. I; на фиг. 3 - разрез Б-Б
10 на фиг. I.
Оправка состоит из разрезной цилиндрической обечайки 1 и концевых элементов 2 и двух клиновых элементов; одни из них - клин 3 установлен в продольном вырезе обечайки I, образуя с последней рабочую поверхность для формования, а другой - клин 4 установлен в полости обечайки враспор с клином 3.
Работа устройства осуществляется следующим образом.
20 Оправка после сборки с концевыми элементами устанавливается на намоточном станке.
Намотка труб на оправку из полимерных материалов осуществляется непрерывными волокнистыми наполнителями, пропитанными полимерным связующим любым известным способом. После отверждения трубы осуществляют ее съем. Вначале с торцов оправки снимают концевые элементы 2, а затем из обечайки вынимается клин 4. Затем удаляют клин 3, являющийся частью рабочей поверхности формования и части обечайки 1, освобождая трубу. Благодаря применению клиновых элементов в данной конструкции оправки облегчается съем трубы из полимерного материала и увеличивается жесткость оправки. Формула изобретения Оправкадля изготовления труб из полимерных материалов методом намотки, состоящая из разрезной цилиндрической обечайки, установленной в пазах концевых элементов, отличающаяся тем, что, с целью увеличения жесткости оправки и облегчения съема готового изделия, она снабжена двумя клиновыми Элементами, один из которых установлен в продольном вырезе обечайки, образуя с ней рабочую поверхность, а другой - в полости обечайки враспор с первым. Источники информации, принятые во внимание при экспертизе I. Патент ФРГ Ns 1153514, кл. 39 аЗ 23/12, 16.04.64. 2. Авторское свидетельство СССР по заявке № 2486295/23-05, кл. В 29 D 23/12, 18.05.77 (прототип).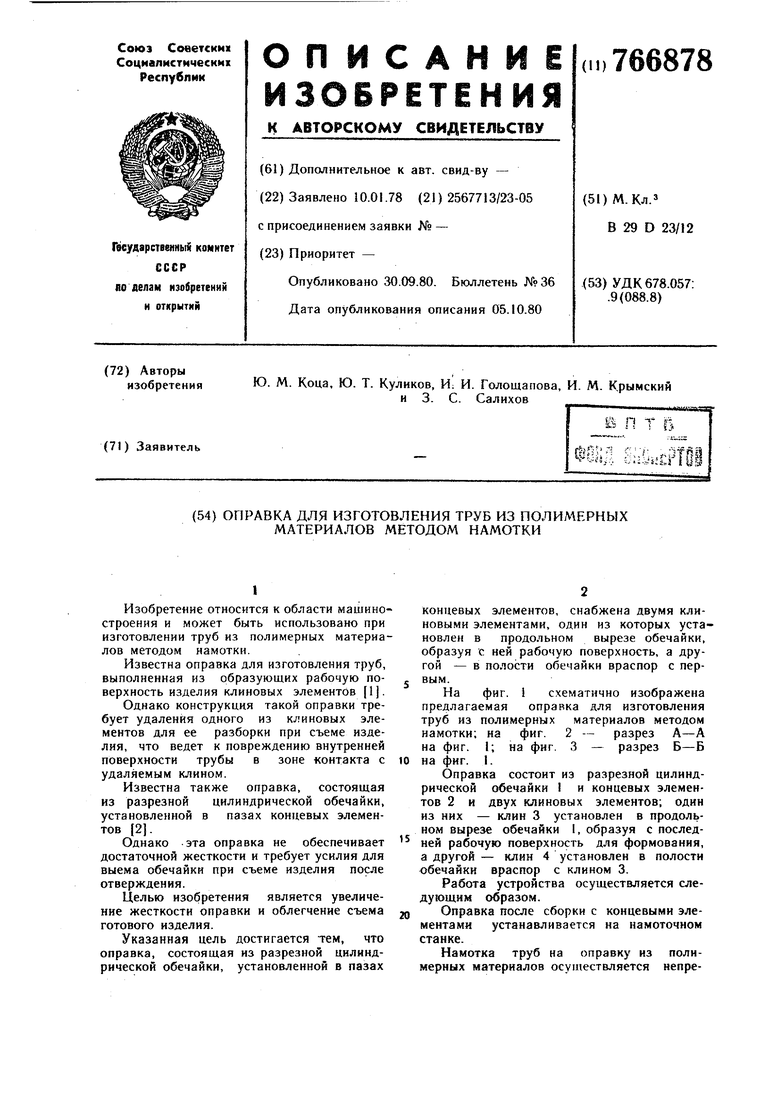
| название | год | авторы | номер документа |
|---|---|---|---|
| Металлическая оправка для изготовления оболочечных изделий открытого типа методом спирально-перекрестной намотки полимерных композиционных материалов | 2023 |
|
RU2817224C1 |
| Оправка для изготовления трубчатых изделий из полимерных материалов | 1988 |
|
SU1627412A1 |
| Оправка для изготовления цилиндрических изделий из пластиков методом намотки | 1987 |
|
SU1551560A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ (ВАРИАНТЫ), УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ И ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ (ВАРИАНТЫ) | 2013 |
|
RU2549401C2 |
| ОПРАВКА ДЛЯ НАМОТКИ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2004 |
|
RU2290310C2 |
| РАЗБОРНАЯ ОПРАВКА | 2012 |
|
RU2504471C1 |
| Оправка для изготовления полых изделий из полимерных материалов | 1978 |
|
SU766879A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ТРУБЧАТОЙ ФОРМЫ (ВАРИАНТЫ) И ИЗДЕЛИЕ ТРУБЧАТОЙ ФОРМЫ (ВАРИАНТЫ) | 2008 |
|
RU2375174C1 |
| ОПРАВКА РАЗБОРНАЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2011 |
|
RU2469849C1 |
| Разборная оправка для изготовления крупногабаритных оболочек из композиционных материалов с профилированной внутренней полостью | 2016 |
|
RU2629081C1 |
(Put. 2
(риг.З
