1
Изобретение относится к конструкциям оправок для изготовления методом намотки полых изделий, в частности крупногабаритных цилиндрических стеклопластиковых резервуаров.
Известны оправки для изготовления полых цилиндров, вьнюлненные в виде, например, цилиндрической обечайки, на которую производится намотка пластического материала, после отверждения которого готовый полый цилиндр стаскивается цодвижными вдоль оси подпружиненными элементами 1.
Известная оправка обеспечивает получение полых цилиндрических изделий неограниченной длины за счет съема этого изделия во время намотки, но имеет сложную конструкцию.
Цель изобретения - упрощение конструкции оправки.
Указанная цель достигается тем, что в оправке для изготовления полых изделий из полимерных материалов, содержащей обечайку и механизм стягивания, изделия с дорна, механизм стягивания изделия выполнен в виде расположенного
в полости обечайки по ее оси силового цилиндра, по обе стороны штока которого закреплены дополнительные силовые цилиндры, имеющие установленные перпендикулярно оси обечайки щтоки, снабженные упорными башмаками.
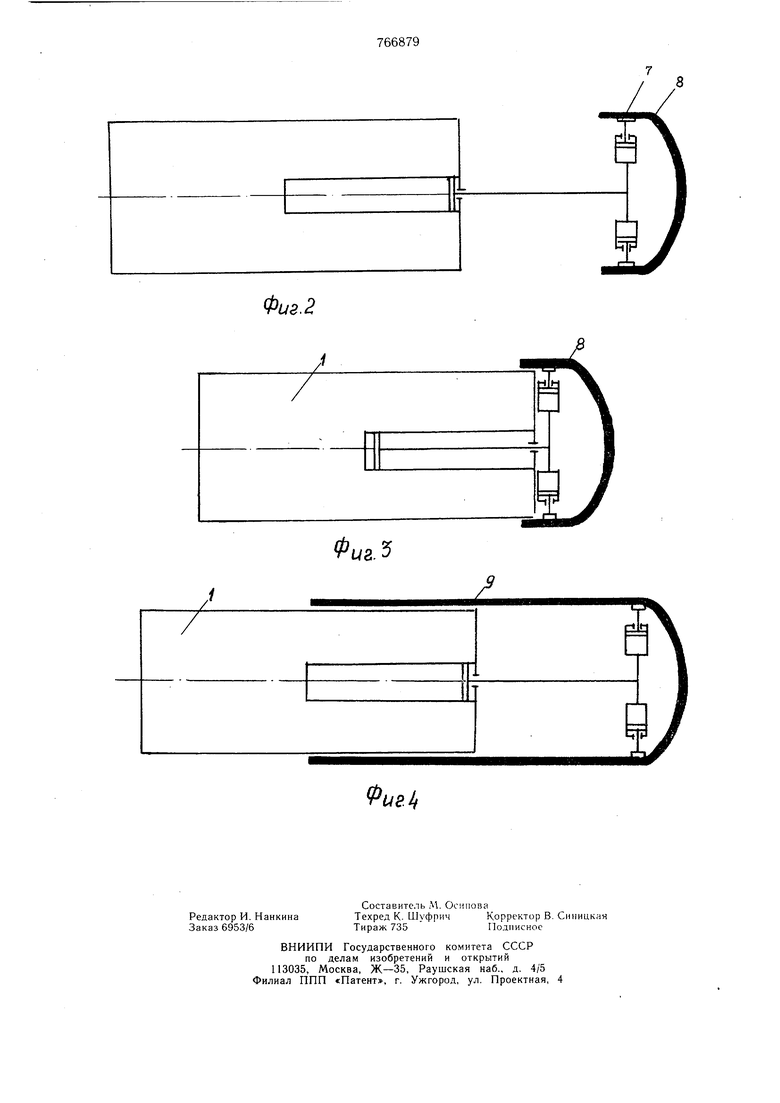
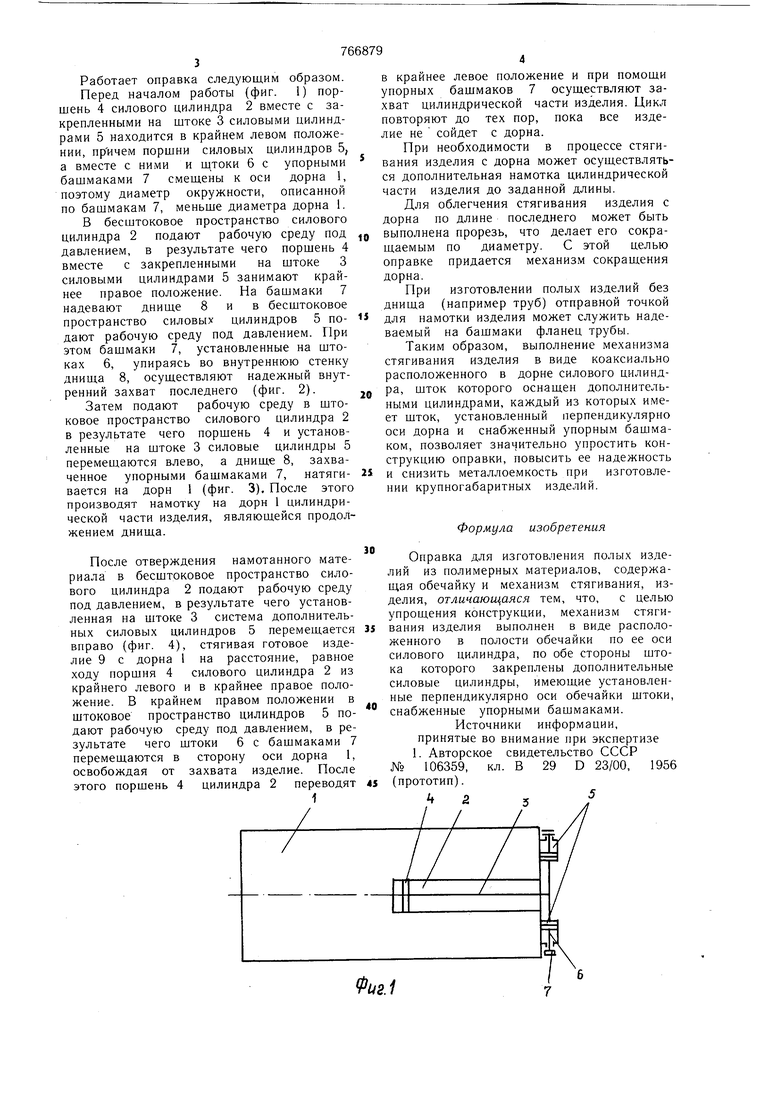
На фиг. 1 изображена оправка для изготовления полых изделий в исходном положении; на фиг. 2 - оправка с надетым на упорные башмаки днищем изготавливаемого изделия; на фиг. 3 - оправка с .натянутым на дорн днищем; на фиг. 4 - оправка в положении стягивания изделия. Оправка содержит полый цилиндрический дорн 1 и коаксиально расположенный в нем силовой цилиндр 2, щтокЗ поршня 4
15 которого оснащен по меньшей мере, двумя дополнительными силовыми цилиндрами 5, имеющи.ми щтоки 6, установленные перпендикулярно оси дорна 1 и предпочтительно в одной плоскости. Каждый
20 щток 6 снабжен упорным башмаком 7. Система всех силовых (например пневматических) цилиндров оправки представляют собой механизм д.тя стягивания изделия. Работает оправка следующим образом. Перед началом работы (фиг. 1) поршень 4 силового цилиндра 2 вместе с закрепленными на штоке 3 силовыми цилиндрами 5 находится в крайнем левом положении, причем поршни силовых цилиндров 5, а вместе с ними и штоки 6 с упорными башмаками 7 смеш,ены к оси дорна 1, поэтому диаметр окружности, описанной по башмакам 7, меньше диаметра дорна 1. В бесштоковое пространство силового цилиндра 2 подают рабочую среду под давлением, в результате чего поршень 4 вместе с закрепленными на штоке 3 силовыми цилиндрами 5 занимают крайнее правое положение. На башмаки 7 надевают днише 8 и в бесштоковое пространство силовых цилиндров 5 подают рабочую среду под давлением. При этом башмаки 7, установленные на штоках 6, упираясь во внутреннюю стенку дниш,а 8, осуществляют надежный внутренний захват последнего (фиг. 2). Затем подают рабочую среду в штоковое пространство силового цилиндра 2 в результате чего поршень 4 и установленные на штоке 3 силовые цилиндры 5 перемещаются влево, а днище 8, захваченное упорными башмаками 7, натягивается на дорн 1 (фиг. 3), После этого производят намотку на дорн 1 цилиндрической части изделия, являющейся продолжением днища. После отверждения намотанного материала в бесштоковое пространство силового цилиндра 2 подают рабочую среду под давлением, в результате чего установленная на штоке 3 система дополнительных силовых цилиндров 5 перемещается вправо (фиг. 4), стягивая готовое изделие 9 с дорна 1 на расстояние, равное ходу поршня 4 силового цилиндра 2 из крайнего левого и в крайнее правое положение. В крайнем правом положении в штоковое пространство цилиндров 5 подают рабочую среду под давлением, в результате чего штоки 6 с башмаками 7 перемещаются в сторону оси дорна 1, освобождая от захвата изделие. После этого поршень 4 цилиндра 2 переводят в крайнее левое положение и при помощи упорных бащмаков 7 осуществляют захват цилиндрической части изделия. Цикл повторяют до тех пор, пока все изделие не сойдет с дорна. При необходимости в процессе стягивания изделия с дорна может осуществляться дополнительная намотка цилиндрической части изделия до заданной длины. Для облегчения стягивания изделия с дорна по длине последнего может быть выполнена прорезь, что делает его сокращаемым по диаметру. С этой целью оправке придается механизм сокращения дорна. При изготовлении полых изделий без днища (например труб) отправной точкой для намотки изделия может служить надеваемый на башмаки фланец трубы. Таким образом, выполнение механизма стягивания изделия в виде коаксиально расположенного в дорне силового цилиндра, шток которого оснащен дополнительными цилиндрами, каждый из которых имеет шток, установленный перпендикулярно оси дорна и снабженный упорным башмаком, позволяет значительно упростить конструкцию оправки, повысить ее надежность и снизить металлоемкость при изготовлении крупногабаритных изделий. Формула изобретения Оправка для изготовления полых изделий из полимерных материалов, содержащая обечайку и механизм стягивания, изделия, отличающаяся тем, что, с целью упрощения конструкции, механизм стягивания изделия выполнен в виде расположенного в полости обечайки по ее оси силового цилиндра, по обе стороны штока которого закреплены дополнительные силовые цилиндры, имеющие установленные перпендикулярно оси обечайки штоки, снабженные упорными башмаками. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 106359, кл. В 29 D 23/00, 1956 (прототип). 25 //
Фиг. 2
Фи.б
/:
л
| название | год | авторы | номер документа |
|---|---|---|---|
| Оправка для изготовления трубчатых изделий из полимерных материалов | 1988 |
|
SU1627412A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ (ВАРИАНТЫ), УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ И ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ (ВАРИАНТЫ) | 2013 |
|
RU2549401C2 |
| Оправка для изготовления оболочек из стеклопластиков | 1984 |
|
SU1324860A1 |
| Намоточный станок для изготовления стеклопластиковых изделий | 1972 |
|
SU476189A1 |
| Способ изготовления емкостей из армированных материалов | 1978 |
|
SU912527A1 |
| Устройство для стыковки днищ с обечайками | 1984 |
|
SU1169799A1 |
| Установка для намотки труб | 1989 |
|
SU1713827A1 |
| Устройство для стыковки кольцевых кромок | 1973 |
|
SU510341A1 |
| Устройство для двусторонней сборки запрессовкой | 1985 |
|
SU1286389A1 |
| Устройство для сборки под сварку кольцевых стыков обечаек | 1986 |
|
SU1366341A1 |