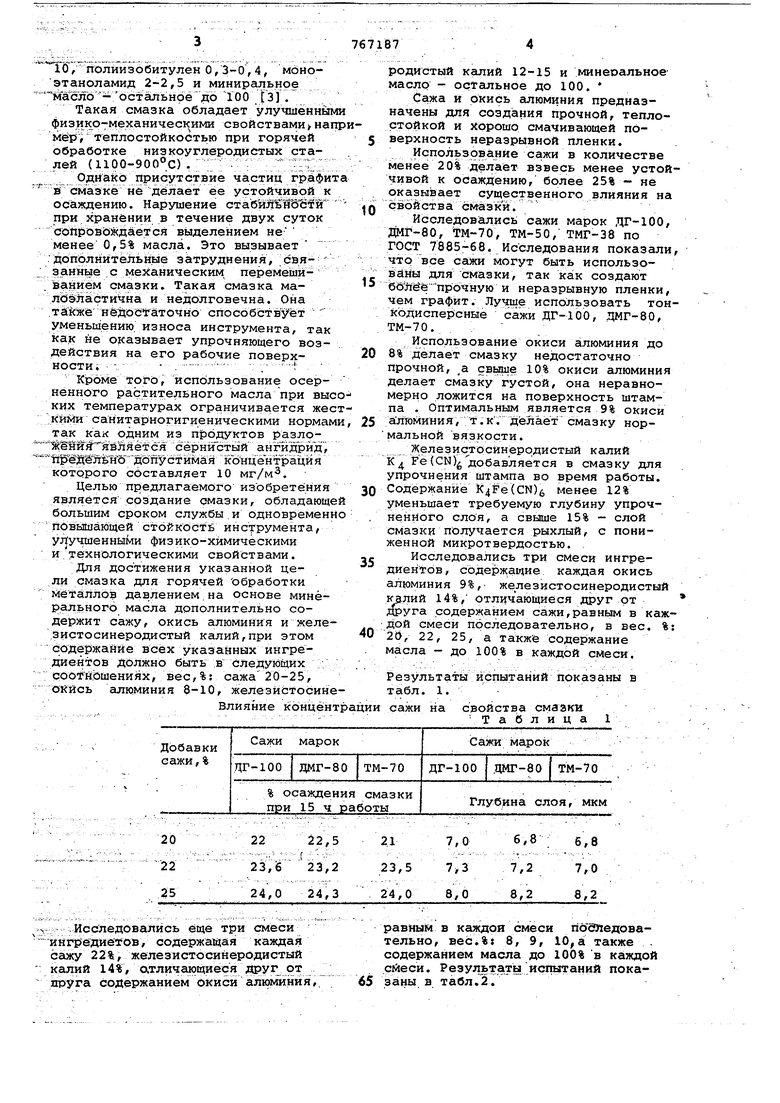
Изобретение относится к тёхнол iiecKHM смазкам, предназначенным для уменьшения износа инструмента при горячей обработке металлов давлением, и может быть использов но преимущественно в кузнечноштамповочном производстве. Широко известны применяемые. в кузнечно-штамповочном производстве технологические смазки, соде жащие в качестве основы смесь гра фита и машинного масла по 50% по объему 1. Такая смазка служит для создания пленки,предохраняющей рабочие поверхности штампа при фор{ образовании изделий от их схв тывания в условиях высоких температур горячего деформирования. Эта смазки имеет матшй срок службы, кроме того, она не позволяет полностью устранить явление схватывания металл а с noisepхностью штампа, имеют место раз{ялвы масляной пленки ввиду ее мал эластичности. Это объясняется тем что в состав смазки введен графит, который обладает способность быстрого осаждения, из-за чегб нарушается однородность консистенции и, следовательно, устойчивость характеристик смазки. При штамповке каждого изделия слой смазки на рабочих поверхностях штампа необходимо обновлять, так как маслянная пленка при высокой температуре быстро выгорает. Известна смазка для горячей обработки металлов, содержащая,вес.%t олеиновую кислоту 4-20, алюминиевую пудру 5-15 и минеральной масло до 100, применяемая при горячей обычной штамповicf легких MeTajuiof, преимущественно алюминия и магния 2j. Эта смазка не может эффективно быть использована при шт 1мповке черныхметаллов, так как имеет низкую теплостойкость (до 460 С) и не обладает способностью активно препятствовать износу рабочих поверхностёй штампа. Наиболее близкой по составу к предлагаемой является смазка для горячей обработки черных металлов давлением, в том числе в штампах, содержащая, вес, %: графит 45-50, рсерненное , растительное..масло , полиизобитулен 0,3-0,4, мбноэтаноламид 2-2,5 и миниральное ™Ш лЬ- остальноедо ТОО 3 . Такая смазка обладает улучшенны физико-механическ ими свойствами на MepV теплостойкостью при горячей обработке ниэкоуглеродиетых сТалей (11рО-900°С). 1 Однако присутствие частиц графи в смазке не делает ее устойчивой к осаждению. Нарушение сгабил йЬЪ уС при хранении в течение двух суток сопровь дается выделением не менее 0,5% масла. Это вызывает :допрлнитёльйые затруднения, свя--; занные ,с механическим, перемешйвадием смазки. Такая смазка малоэйастична и недолговечна. Она :так:жё нёдоСГаточно способствует уменьшению, износа инструмента, так как не оказывает упрочняющего воздействия на его рабочие поверхности; -..- - - -.- ,--;- . КроМе ТОГО, использование осерненного растительного масла при вы ких температурах ограничивается же 1кййи санитарногигиеническими норма так как одним из продуктов разло ТКШШШ я яётся сёрнй стый ангидрид , тредШт|;н ;п;ей5СТЙма:я кошдёнтради я которого сбставляет 10 мг/м. Целью предлагаемого изобретения является соэдание смазки, обладающ большим сроком службы и одновремен Пбвышающей СТОЙКОСТЁ инструмента, улучшенными физико-химическими и технологическими свойствами. Для достижения указанной цели смазка для горячей обработки мёта;ллЬв давлением, на основе минерального масла дополнительно содержит сажу, окись алюминия и желе ;зистосинеродистый калий,при этом содержание всех указанных ингредиентов должно быть в следующих ;. .Ьшениях, вес, %: сажа 20-25, ОКИСЬ алюминия 8-10, железйстоСин Влияние концен родистый калий 12-15 и минеральное масло - остальное до 100. Сажа и окись алюминия предназначены для созд;ания прочной, теплостойкой и хорошо смачивающей поверхность неразрывной пленки. Использование сажи в количестве менее 20% делает взвесь менее устойчивой к осаждению, более 25% - не оказывает существенного влияния на свойства см-азки. Исследовались сажи марок ДГ-ЮО, ДМГ-80, ТМ-70, ТМ-50, ТМГ-38 по ГОСТ 7885-68. Исследования показали, чтр все Сс1жи могут быть использовайы для смазки, так как создают 66:fie%прочную и неразрывную пленки, чем графит. Лучше использовать тонкоДисперсные сажи ДГ-100, ДМГ-80, ТМ-70. . , Использование окиси а1люминия до 8% делает смазку недостаточно прочной, а свыше 10% окиси алюминия делает смазку густой, она неравномерно ложится на поверхность штампа . Оптимальным является 9% окиси аЛйминия, Т.к . Делает смазку нормальной вязкости. Железистосйнеродистый калий К 4 Fe(CN)добавляется в смазку для упрочнения штампа во время работы. Содержание K4Fe(CN)6 менее 12% уменьшает требуемую глубину упрочненного слоя, а свыше 15% - слой смазки получается рыхлый, с пониженной микротвердостью. Исследовались три смеси ингредиентов, содержащие каждая окись аЛюминия 9%, Железистосйнеродистый калий 14%, отличающиеся друг от доуга .содержанием сажи,равным в каждой смеси последовательно, в вес. %: 20, 22, 25, а также содержание масла - до 100% в каждой смеси. Результаты й спытаний показаны в табл. 1. . сажи на свойства смазки Та15лица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Флюс для электрошлакового переплава | 1990 |
|
SU1749246A1 |
| СПОСОБ НИТРОЦЕМЕНТАЦИИ ДЕТАЛЕЙ ИЗ ШТАМПОВЫХ СТАЛЕЙ | 2011 |
|
RU2501884C2 |
| СМАЗКА ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ | 1971 |
|
SU423834A1 |
| Состав для горячей обработки металлов | 1979 |
|
SU861381A1 |
| Смазка для горячей обработки металлов | 1980 |
|
SU883161A1 |
| СМАЗКА ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ ЦВЕТНЫХ МЕТАЛЛОВ | 1970 |
|
SU260061A1 |
| Концентрат смазки для горячейОбРАбОТКи МЕТАллОВ | 1979 |
|
SU810790A1 |
| СМАЗКА ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1994 |
|
RU2068874C1 |
| Смазка для горячей обработки металлов | 1980 |
|
SU950753A1 |
| Смазка для горячей обработки металловдАВлЕНиЕМ | 1979 |
|
SU840089A1 |
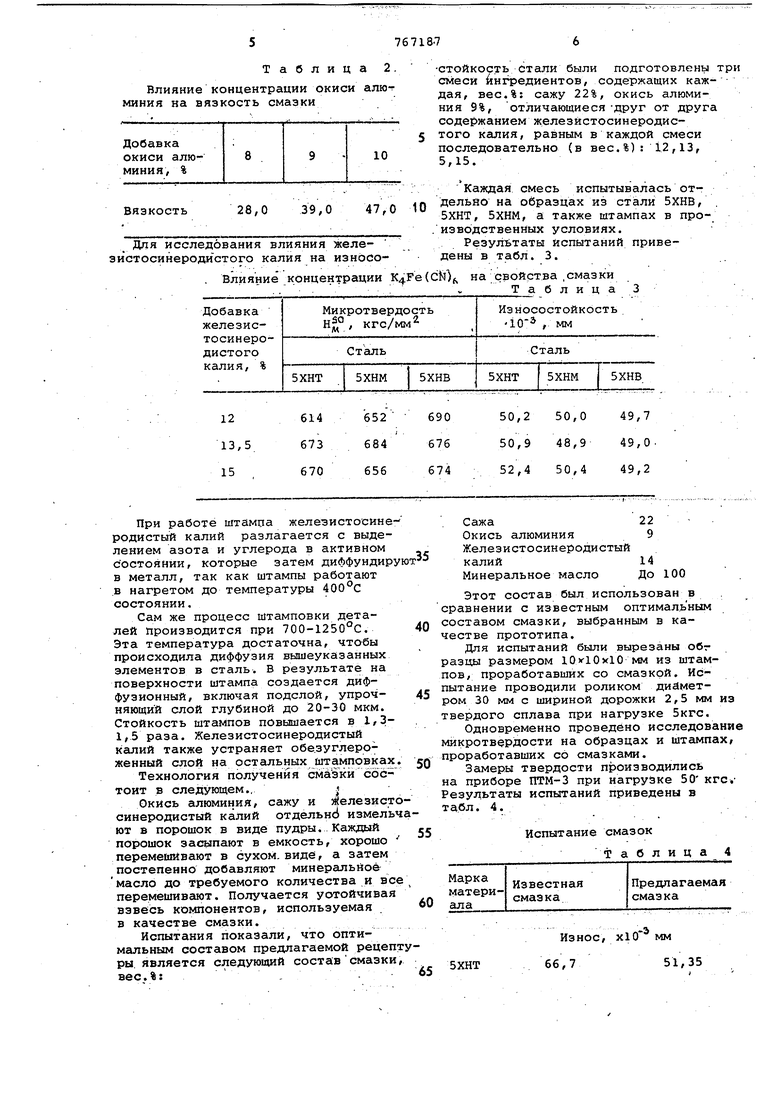
.Исследовались еще три смеси ингредиетов, содержащая каждая сажу 22%, Железистосйнеродистый калий 14%, атличающиеся дауг от лруга Содержанием окиси алюминия.
равным в каждой смеси пд €Ледовательно, вес.%8 8, 9, 10,а также содержанием масла до 100% в каждой сйеси. Результаты испытаний показаны в табл.2.
Таблица 2.
Влияние концентрации окиси алюминия на вязкость смазки
39,0 47,0 10
28,0
Вязкость
Для исследования влияния железистосинеродистого калия на износоВлияние концентрации K4Fe(Ch) на свойства .смазки
Таблица 3 При работе штампа железистосине родистый калий разлагается с выделением азота и углерода в активном состоямии, которые затем диффундир в металл, так как штампы работают .в нагретом до температуры состоянии. Сам же процесс штамповки деталей производится при 700-1250°С. Эта температура достаточна, чтобы происходила диффузия вышеуказанных элементов в сталь. В результате на поверхности штампа создается диффузионный, включая подслой, упрочняющий слой глубиной до 20-30 мкм. Стойкость штампов повышается в 1/31,5 раза. Железистосинеродистый калий также устраняет обе.зуглероженный слой на остальных штамповках Технология получения состоит в следующем.. | Окись алюминия, сажу и железист синеродистый калий отдельна измель ют в порошок в виде пудры..Каждый порошок заеялпают в емкость, хорошо перемешивают в сухом, виде, а затем постепенно добавляют минеральйоёмасло до требуемого количества и вс перемешивгиот. Получается уотойчивая взвесь компонентов, используемая в качестве смазки. Испытания показали, что оптимальньш составом предлагаемой рецеп ры является следующий составсмазки вес.%:стойкость стали были подготовлены три смеси ингредиентов, содержащих каждая, вес.%: сажу 22%, окись алюминия 9%, отличающиеся-друг от друга содержанием железйстосинеродистого калия, равным в каждой смеси последовательно (в вес.%): 12,13, 5,15.
Каждая смесь испытывалась отдельно на образцах из стали 5ХНВ, . 5ХНТ, БХНМ, а также щтампах в производственных условиях.
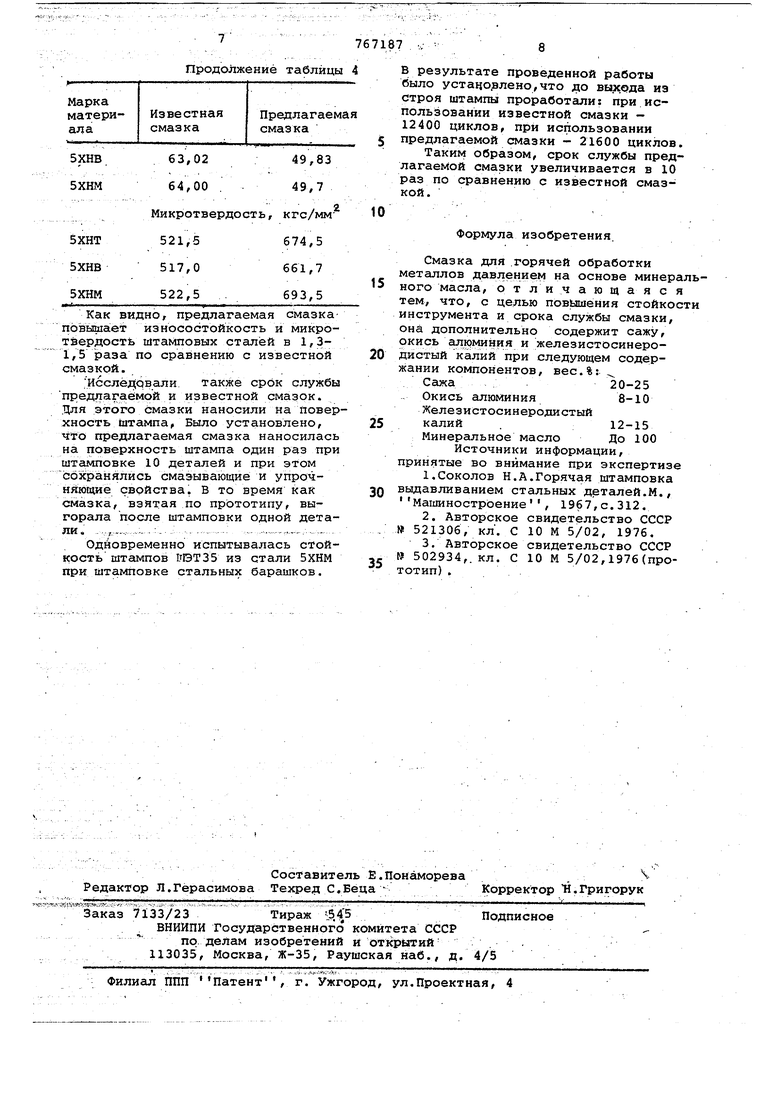
Результаты испытаний приведены в табл. 3. Сажа22 Окись алюминия 9 Железистосинеродистый калий14 Минеральное масло До 100 Этот состав был использован в сравнении с известным оптимальным составом смазки, выбранным в качестве прототипа. Для испытаний были вырезаны обг разцы размером lOxlOxlO мм из штампов, проработавших со смазкой. Испытание проводили роликом диаметром 30 мм с шириной дорожки 2,5 мм из твердого сплава при нагрузке Бкгс. Одновременно проведено исследование микротвердости на образцах и штампах, проработавших со смазками. Замеры твердости производились на приборе ПТМ-3 при нагрузке 50 кгс,Результаты испытаний приведены в табл. 4. Испытание смазок Таблица 4 Износ, х10 мм 66,751,35
Продолжение таблицы 4
49,83
63,02 64,00 . 49,7
Микротвердость, кгс/мм
Как видно, предлагаемая смазкаповышает износостойкость и микротвердость штамповых сталей в 1,31,5 раза по сравнению с известной смазкой..
Исслёд(овали также срок службы предлагаемой и известной смазок. Для этого смазки наносили на поверхность штампа, Было установлено, что предлагаемая смазка наносилась на поверхность штампа один раз при штс1мповке 10 деталей и при этом сохранялись смазывающие и упрочняющие свойства. В то время как смазка, взятая по прототипу, выгорала после штамповки одной детали. -,.,,....,...:..:-..;- -Одновременно испытывалась стойкость штампов ITDT35 из стали 5ХНМ при штамповке стальных барашков.
в результате проведенной работы было установлено,что до выхода иэ строя штампы проработали: при использовании известной смазки 12400 циклов, при использовании предлагаемой смазки - 21600 циклов. Таким образом, срок службы предлагаемой смазки увеличивается в 10 раз по сравнению с известной смазкой.
Формула изобретения.
Смазка для горячей обработки металлов давлением на основе минерного масла, отличающаяс тем, что, с целью повЬпяения стойко инструмента и срока службы смазки, она дополнительно содержит сажу, окись алк)миния и железистосинеродистый калий при следующем содержании компонентов, вес.%:
Сажа20-25
Окись алюминия 8-10 Железистосинеродистый калий .12-15
Минеральное масло До 100
Источники информации, принятые во внимание при экспертиз
