(54) . УСТРОЙСТВО ДЛЯ ВВОДА ДОБАВОК В КОВШ
1
Изобретение относится к области черной металлургии, в частности к устройствам дпя ввода добавок в сталеразливочный ковш при электросталеплавильном производстве, и может 5 быть использовано при получении качественной стали на других плавильных агрегатах.
Известно устройство для ввода раскислителей в сталеразливочный ковш, 10 содержащее весовые бункера, питатели, воронки, сборник и приемную течку l.
Однако такое устройство не.обеспечивает высокой точности дозирования, а также возможность подачи.добавок с 15 заданной послойностью и последовательностью, что в настоящее время требует прогрессивная технология процесса внепечной обработки -металла. Дело в том, что получение качествен- 20 ных сталей путем ввода в металл облагораживающих добавок стало необходимым средством технологии. Засыпка же просто смеси компонентов в ковш ведет к большим потерям дорогостоя- 25 щих легирующих добавок (угар легируюцих, плохое растворение их в металле, неравномерное распределение в нем и пр.). Например,алкминий угорает на 30%, если его ввести в ме- 30
талл без принудительного погружения, а это возможно образовав на поверхности его гранул слой тяжеловесных добавок. Послойный ввод в металл легирующих или раскислителей в оптимальной по технологии последовательности сокращает расход дорогостоящих добавок. Повышение при этом точности дозирования способствует улучшению качества стали. Прототип этого не обеспечивает, так как все виды материала поступают из весовых бункеров одновременно, что усложняет процесс, требуя точного наполнения добавок в весовые бункера заблаго временно. Трубчатый сборник и вибраторы на нем способствуют смешиванию материала, что не обеспечивает послойности и последовательности ввода в металл добавок. Отсутствует возможность коррекции добавок по весу при необходимости регулирования (доводки) стали, так как питатель может только загрузить весовые бункера, но не может оставить какую-либо часть в них (избыточную). Это приводит к перерасходу дорогостоящего материала из-за низкой точности его дозирования, а порой и получение стали незаданного сортамента.
Целью изобретения является повышение точности дозирования и подачи материала с заданной послойностью и последовательностью.
Указанная цель достигается тем, что устройство снабжено расположенными над весовыми бункерами стационарными емкостями с течками, у оснований которых размещены индивидуальные питатели с лотками, введенными в боковые стенки весовых бункеров, причем на выходных отверстиях весовых бункеров установлены затворы, а воронки закреплены у их оснований над сборником, выполненным в виде подвижной бесконечной полосы.
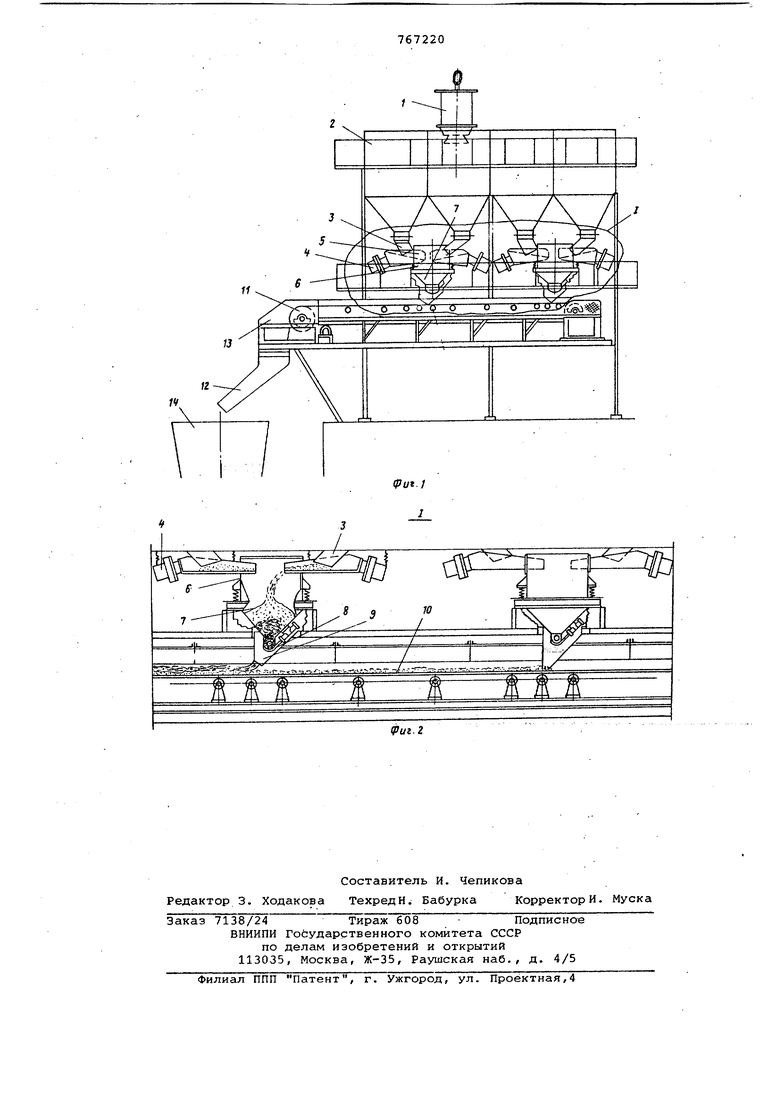
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - узел I на фиг. 1 (места сочленения функционально связанных элементов устройства и один из вариантов расположения добавок на сборнике в процессе их подачи в ковш).
Устройство для ввода добавок в ковш содержит саморазгружающиеся контейнеры 1 с добавками, стационарные емкости 2 с течками 3, у оснований которых размещены индивидуальные питатели 4 с лотками 5, введенными в боковые стенки б весовых бункеров 7. На выходных отверстиях весовых бункеров установлены затворы 8 с приводом, а у их оснований закреплены воронки 9. Под воронками расположен сборник 10, выполненный в виде подвижной бесконечной полосы, перемещаемой приводным барабаном 11. Под барабаном установлена приемная течка 12, соединенная общим кожухом 13 со сборником. Под приемной течкой располагают ковш 14 или передаточную емкость транспортного устройства.
Устройство работает следующим образом.
Добавки в виде легирующих или тарных ферросплавов с помощью саморазгружающихся контейнеров 1 засыпаю в емкости 2. Затем, в зависимости от заданной оптимальной технологии, включением питателя4 добавки по течке 3 и лотку 5 подают в весовые бункера 7 до требуемого весового количества. В весовые бункера можно загрузить добавки послойно, смешать их или (см. фиг.2) у затвора разместить более легкие, например алюминий, накрыв их более тяжелыми добавками. Можно загрузить только одним
видом и образовать требуемуюпослойность на сборнике 10 (см. фиг. 2). Любой из оптимальных вариантов легирования металла или его раскисления возможен.
Открывая затворы 8, добавки через воронки 9 под регулируемым потоком подают на сборник 10. Затем добавки поступают в приемную течку 12 и по ней в ковш 14 или в передаточную емкость трансп ртного устройства,
О откуда их подают в ковш. Возможно также сократить или прекратить ввод добавок, если окончательный анализ плавки этого требует. Для чего затвором 8 перекрывают выходное отверстие
5 в весовом бункере 7.
Технико-экономическая эффективность предложения весьма значительна и складывается из ряда факторов.
Благодаря послойному расположе- .
0 нию материала сокращается угар добавок, например алюминия. Во.зможность последовательного ввода добавок без их перемешивания обеспечивает оптимальный режим облагораживания
металла. Возможность корректировки количества подаваемых материалов повышает точность дозирования, сокращает расход дорогостоящих легирующих. Гибкая система ввода многочисленны с компонентов в любом их соотноше0 НИИ и последовательности способствует лучшему усвоению и равномерному распределению их в металле.
Формула изобретения
Устройство для ввода добавок в ковш, содержащее весовые бункера питатели , воронки, сборник и приемную течку, о тл и ч а ющ е еся тем,
0 что, с целью повышения точности дозирования и подачи материала с заданной послойностью ипоследовательностью, оно снабжено расположенными над весовыми бункерами стационарными ем костями с течками и индивидуальными питателями с лотками, введенными в боковые стенки весовых бункеров, затворами, установленными на выходных отверстиях весовых бункеров, а воронки расположен над сборником, выполненным в виде подвижной бесконечной полосы.
Источники информации, принятые во внимание при эспертизе 1. Авторское свидетельство СССР
5 595396, кл. С 21 С 7/00, 1976.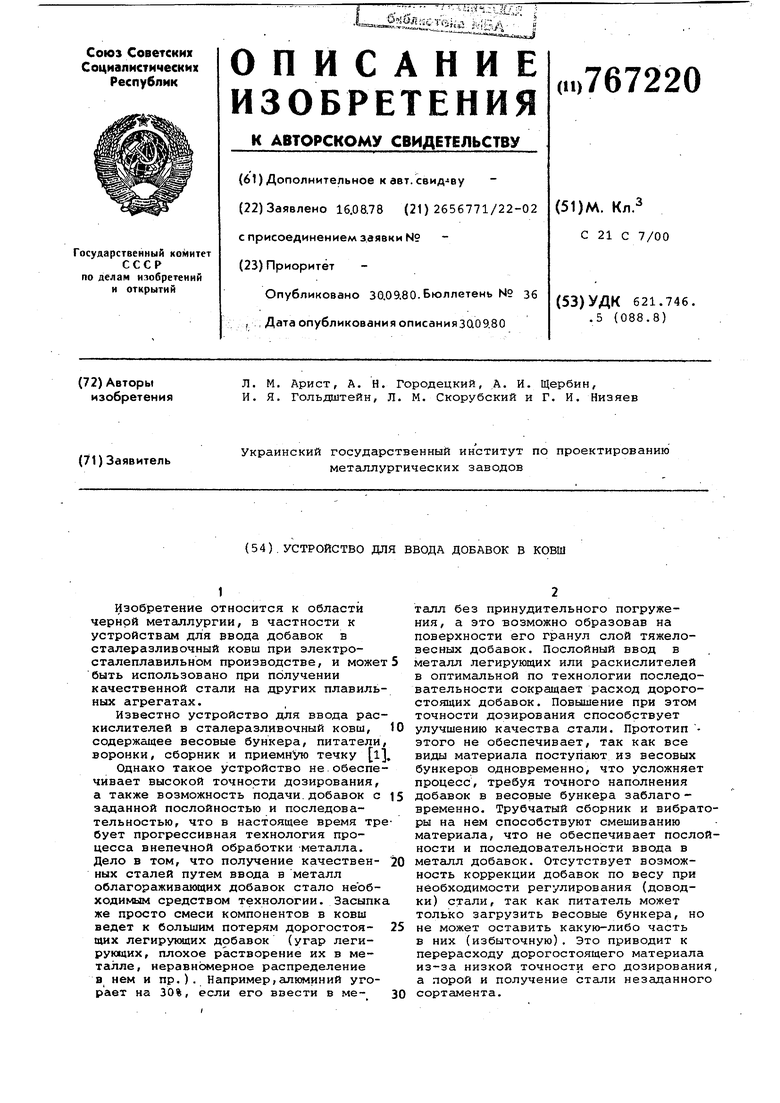
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПОДАЧИ КОМПОНЕНТОВ ЭЛЕКТРОСТАЛЕПЛАВИЛЬНОГО ПРОИЗВОДСТВА | 1992 |
|
RU2022028C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПОДГОТОВКИ И ПОДАЧИ ШЛАКООБРАЗУЮЩИХ СМЕСЕЙ В ПЛАВИЛЬНЫЙ АГРЕГАТ И СТАЛЕРАЗЛИВОЧНЫЙ КОВШ | 1991 |
|
RU2010865C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПОДАЧИ КОМПОНЕНТОВ СТАЛЕПЛАВИЛЬНОГО ПРОИЗВОДСТВА | 1992 |
|
RU2022029C1 |
| СПОСОБ ПОДГОТОВКИ И ПОДАЧИ В СТАЛЕРАЗЛИВОЧНЫЙ КОВШ ШЛАКООБРАЗУЮЩИХ МАТЕРИАЛОВ | 1991 |
|
RU2010866C1 |
| Поточная линия для подготовки и подачи сыпучих материалов в сталеплавильном производстве | 1980 |
|
SU931756A1 |
| Устройство для подачи шихты в шлакоплавильную печь | 1978 |
|
SU792061A1 |
| Устройство для ввода раскислителей в ковш | 1979 |
|
SU855008A2 |
| УСТРОЙСТВО для ПОДАЧИ РАСКИСЛИТЕЛЕЙ В СТАЛЕРАЗЛИВОЧНЫЙ КОВШ | 1973 |
|
SU391908A1 |
| Устройство для подачи раскислителей в сталеразливочный ковш | 1975 |
|
SU554076A1 |
| Линия для подготовки сыпучих материалов к обработке стали | 1980 |
|
SU910791A1 |